Изобретение относится к обработке металлов давлением и может быть использовано при получении особрточных бесшовных гильз и труб на станах винтовой прокатки. Известна заготовка, имеющая на переднем торце центровочное углубление, диаметр и глубина которого определяются соотношением (0,20-0,22) диаметра заготовки. Заготовки с так глубиной и диаметром центровочного углубления используются на большинстве заводов 1. Применение этих заготовок для пр шивки требует отклонения торца заго товки от перпендикулярности к оси заготовки (до 2-3°) и равномерного нагрева. Неперпендикулярность торца более 2-3° приводит к повышенной разностенности передних концов гиль и дефектам на внутренней поверхност передних концов гильз, а таких заготовок обычно более 50%. Известна также заготовка, имеюща цилиндрическое тело и на переднем торце центровочное углубление, профиль которого соответствует контуру прошивной оправки 2 . Однако равенство диаметров контура центровочного углубления с соответствующими диаметрами прошивной оправки приводит к тому, что в момент вторичного захвата происходит уменьшение внутреннего диаметра центровочного углубления и контакт металла с оправкой осуществляется только торцовой кромкой. Наличие такого контакта приводит к образованию дефектов в виде кольцевой плены на внутренней поверхности гильзы и повышенному износу оправок в месте касания торца углубления. Выполнение центровочного углубления на расчетную глубину при неперпендикулярном торце заготовки приводит к повышенной разностенности передних концов гильз. Это связано с тем, что передний неперпендикулярный торец заготовки в момент заполнения очага деформации, перемещаясь через щель, образованную валком и оправкой, в геликоидальном направлении обжимается по толщине и удлиняется по периметру. Наличие неперпендикулярного торца приводит к разности контактных площадей металла с оправкой и, как следствие, к появлению смещающей силы, которая вызывает повьшенную разностенность передних концов гильз.
Цель изобретения - повышение точности передних Кольцов гильз пухеМ снижения влияния косины торца при контакте с прошивной оправкой. Указанная цель достигается тем, что в заготовке для винтовой прошивки, имеющей цилиндрическое тело и напереднем его торце дентровочное профильное углубление, радиальные размеры Центровочного углубления выполнены равными 1,05-1,50 радиальных размеров передней части прошивной оправки, равной протяженности углубления, составляющей 0,3-0,8 диаметра цилиндрического тела.
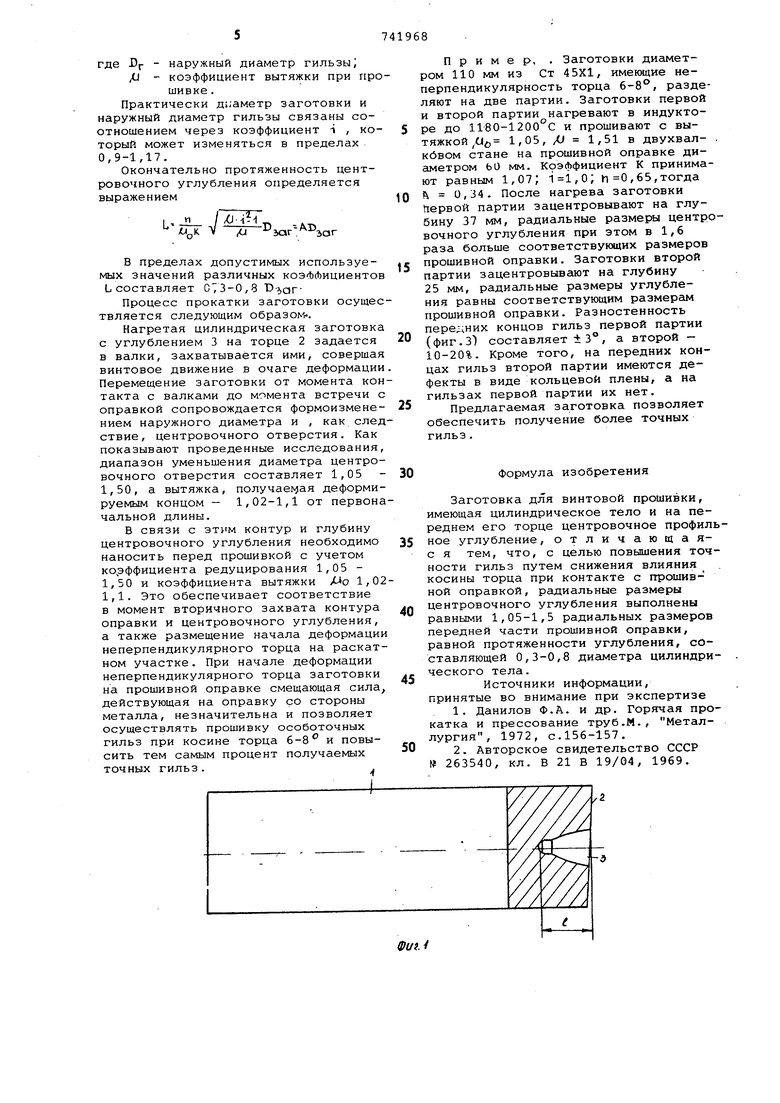
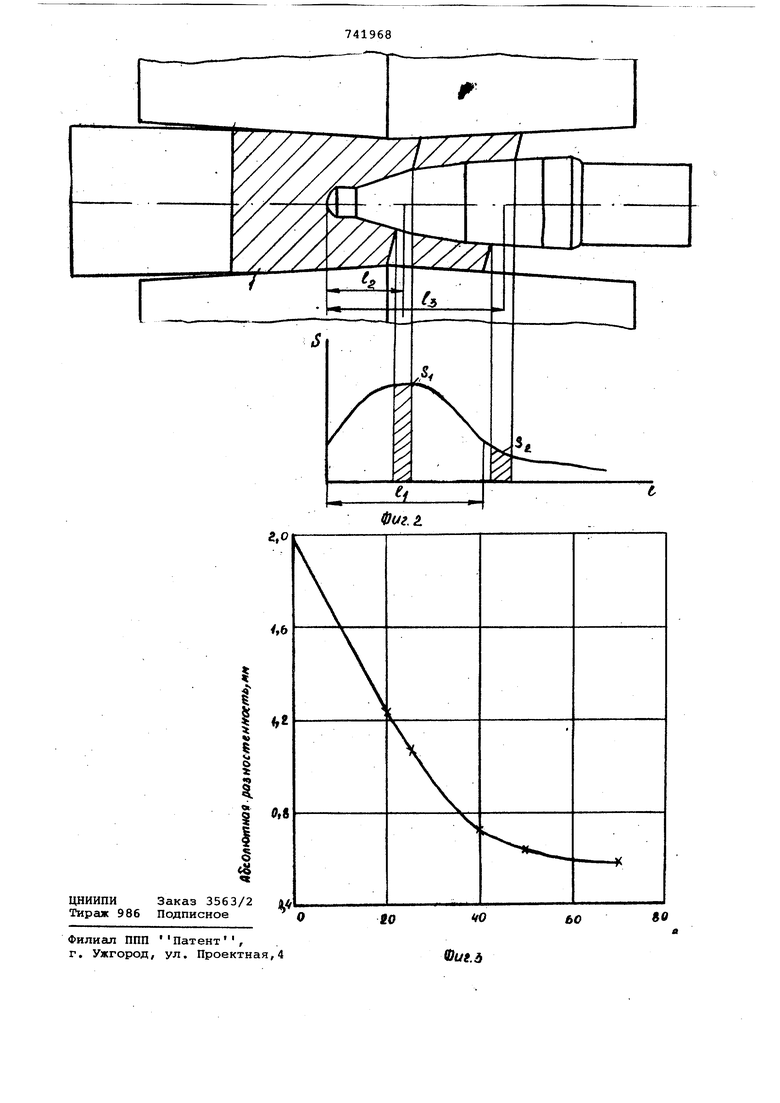
На фиг.1 представлена заготовка с центровочным углублением на переднем торце J на фиг.2 -очаг деформации и график изменения ширины S контактной площадки по длине прошивной оправки, полученный экспериментально и на основании известных литературных данных, где tj и Ь -величина центровочного углубления в момент вторичного захвата, а С -минимально допустимая величина центровочного углубления; на фиг.З - график влияния глубины центровочного углубления на точность геометрических размеров передних концов гильз при радиальных размерах контура центровочного углубления равных 1,05-1,50 радиальных размеров прошивной оправки.
Заготовка имеет цилиндрическое тело 1, на переднем торце 2 которого выполнено центровочное углубление 3.
Минимальная ширина контактной поверхности металла с оправкой расположена на раскатном участке, а максимальная - на рабочем участке. Кроме того, раскатный участок характеризуется меньшими удельными усилиями по сравнению с рабочим. В связи с этим следует, что смещающая сила, действующая на оправку со стороны металла, при деформации неперпендикулярного торца на раскатном участке меньше, чем на рабочем. Это связано с тем, что величина смещающей силы равна произведению удельного усилия на разность контактных площадей из-за косины торца.
Рассмотрим два случая деформации неперпендикулярного торца с различной величиной центровочного углубления : начало деформации неперпендикулярного торца 2 на рабочем участке оправки при меньшей глубине центровочного углубления 2(первый случай) и раскатном участке прошивной оправки при большей величине центровочног углубления 6 (второй случай).
В первом случае смещающая сила равна
Р
ДР,
V
ТОе р - удельное усилие,
S-, - разность контактных площадей из-за неперпендикулярности торца.
Во втором случае, когда неперпендикулярный торец 2 начинает деформироваться на раскатном участке, смещающая сила дР равна
ДР2 Р1-5йВ этом случае Ь на раскатном участке во много раз меньше 5 рабочего участка, следовательно
u.P,,j.
Влияние неперпендикудярности торца при глубине центровочного отверстия, обеспечивающей начало его деформации на раскатном участке, во много раз меньше, чем при начале его деформации на рабочем участке. Исходя из вышеизложенного, величину центровочного углубления следует выбирать таким образом, чтобы начало деформации неперпендикулярного торца осуществлялось на раскатном участке.
На основании экспериментальных данных установлено, что минимальная протяженность, центровочного углубления равна расстоянию E. от носка оправки до сечения на раскатном участке прошивной оправки, которое соответствует 20% максимальной ширины контактной площади рабочего участка. Кроме того, от момента входа металла в валки до момента встреч-и его с носком оправки передний деформируемы торец получает вытяжку и соответствено увеличивается глубина центровочного углубления. Поэтому исходная протяженность центровочного углубления должна быть меньше на величину вытяжки JQ и равна . i
Как показали эксперименты МИСиС и проведенный сравнительный анализ для различных диаметров оправок
6 - V -donp, где VI 0,5-0,9.
Внутренний диаметр гильзыа приbn.l.
нимают-равным J
.г - Оопр
где К 1,0-1,2 - коэффициент, учитывающий разбой гильзы .
Протяженность центровочного углубления, выраженная через внутренний диаметр гильзы, определяется выражением
. .r
Зависимость между внутренним диаметром гильзы и диаметром заготовки
определяется законом постоянства
Ъаг
секундных объемов
А, где Dp - наружный диаметр гильзы; J - коэффициент вытяжки при пр шивке . Практически д;;аметр заготовки и наружный диаметр гильзы связаны соотношением через коэффициент i , ко торый может изменяться в пределах 0,9-1,17. Окончательно протяженность центровочного углубления определяется выражением . В пределах допустимых используемых значений различных коэффициенто L составляет С73-0,8 Т)-э,агПроцесс прокатки заготовки осуще твляется следующим образом-. Нагретая цилиндрическая заготовк с углублением 3 на торце 2 задается в валки, захватывается ими, соверща винтовое движение в очаге деформаци Перемещение заготовки от момента ко такта с валками до момента встречи оправкой сопровождается формоизмене нием наружного диаметра и , как след ствие, центровочного отверстия. Как показывают проведенные исследования диапазон уменьшения диаметра центро вочного отверстия составляет 1,05 1,50, а вытяжка, получае1 ая деформи руемым концом - 1,02-1,1 от первона чальной длины. В связи с этим контур и глубину центровочного углубления необходимо наносить перед прошивкой с учетом коэффициента редуцирования 1,05 1,50 и коэффициента вытяжки 1,02 1,1. Это обеспечивает соответствие в момент вторичного захвата контура оправки и центровочного углубления, а также размещение начала деформации неперпендикулярного торца на раскатном участке. При начале деформации неперпендикулярного торца заготовки на прошивной оправке смещающая сила действующая на оправку со стороны металла, незначительна и позволяет осуществлять прошивку особоточных гильз при косине торца 6-8 и повысить тем самым процент получаемых точных гильз. Пример, . Заготовки диаметром 110 мм из Ст 45X1, имеющие неперпендикулярность торца 6-8, разделяют на две партии. Заготовки первой и второй партии нагревают в индукторе до 1180-1200°С и прошивают с вытяжкой 0 1,05, /О 1,51 в двухвал- . кбвом стане на прошивной оправке диаметром ЬО мм. Коэффициент К принимают равным 1,07; ,0; ,65,тогда 0,34. После нагрева заготовки первой партии зацентровывают на глубину 37 мм, радиальные размеры центровочного углубления при этом в 1,6 раза больше соответствующих размеров прошивной оправки. Заготовки второй партии зацентровывают на глубину 25 мм, радиальные размеры углубления равны соответствующим размерам прошивной оправки. Разностенность передних концов гильз первой партии (фиг.31 составляет ±3°, а второй - 10-20%. Кроме того, на передних концах гильз второй партии имеются дефекты в виде кольцевой плены, а на гильзах первой партии их нет. Предлагаемая заготовка позволяет обеспечить получение более точных гильз. Формула изобретения Заготовка для винтовой прошивки, имеющая цилиндрическое тело и на переднем его торце центровочное профильное углубление, отличающаяс я тем, что, с целью повышения точности гильз путем снижения влияния косины торца при контакте с прошивной оправкой, радиальные размеры центровочного углубления выполнены равными 1,05-1,5 радиальных размеров передней части прошивной оправки, равной протяженности углубления, составляющей 0,3-0,8 диаметра цилиндрического тела. Источники информации, принятые во внимание при экспертизе 1.Данилов Ф.А. и др. Горячая прокатка и прессование труб.М., Металлургия, 1972, с.156-157. 2.Авторское свидетельство СССР № 263540, кл. В 21 В 19/04, 1969.
Фт.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ БЕСШОВНЫХ ТРУБ | 2011 |
|
RU2455092C1 |
| Способ получения полой заготовки с дном | 1988 |
|
SU1563796A1 |
| Способ винтовой прошивки в четырехвалковом стане | 2021 |
|
RU2759820C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ТРУБ | 2006 |
|
RU2315671C1 |
| Технологический инструмент прошивного стана | 1985 |
|
SU1321493A1 |
| Способ винтовой прошивки | 2020 |
|
RU2741037C1 |
| Способ винтовой прошивки в четырёхвалковом стане | 2023 |
|
RU2821416C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ТРУБ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2416474C1 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
| Способ производства труб | 1979 |
|
SU839631A1 |
2
0,6
