появления сигнала о захвате металла валками в подсистему расчета режимсЕ обжатий вводятся энергосиловые параметры прокатки, в частности давление металла на валки (усилие прокатки) , которое используется для расчета и выдачи задания на раствор валков в последующий пропуск прокатк.
Невозможность однозначного использования известного устройства объясняется тем, что по сигналу о захвате металла нельзя производить ввод величины усилия прокатки для расчета величины обжатия, так как в известном устройстве после формирования сигнала о захвате металла и при возникновении пробуксовок или срывов давления сигнал, характеризующий усилие прокатки, не соответствует реальному значению усилия прокатки в текущем пропуске. Использование такой информации приводит к сбою в функционировании подсистемы расчета режимов обжатий из-за неправильного расчета давления в пропуске и управлении приводом нажимного механизма, а в критическом случае может привести к аварийной ситуации, когда, например, задание на раствор валков превышает допустимое в результате неправильного расчета.
Цель изобретения - повышение достоверности информации и точности определения момента захвата и выброса металла валками прокатной клети.
Указанная цель достигается тем, что в устройстве, содержащем датчик наличия металла, выход которого соединен со входом порогового элемента, первый и второй триггеры, дополнително установлены блок выдержки времени инвертор, блок сравнения, причем выход порогового элемента соединен со входом блока выдержки времени,нулевы входом первого триггера, входом инветора и третьим входом блока сравнени выход блока выдержки времени соедине с единичным входом первого триггера, единичный выход которого соединен со вторым входом блока сравнения, с первым входом которого соединен выход датчика наличия металла, а выход блока сравнения соединен с единичным входом второго триггера, с нулевым входом которого соединен выход инвертора. В качестве датчика наличия металла может быть использован, напрмер, датчик усилия прокатки в прокатной клети.
Такое выполнение устройства позволяет осуществить определение момета захвата металла прокатными валкам с учетом временной задержки, формируемой блоком выдержки времени, рассчитываемой с момента достижения сигналом датчика наличия металла порогового значения, при этом сигнал с блока вьщержки времени запоминается
на первом триггере и служит разрешением для сравнения текущего значения сигнала датчика наличия металла с пороговым значением. При выполнении в блоке сравнения условия
.
где к- постоянный коэффициент, характеризующий минимально допустимое рассогласование между сигналом порогового элемента и минимально возможным значением сигнала датчика наличия металла при прокатке; на втором триггере происходит -запоминание информации о захвате металла. При срыве давления или пробуксовке в пределах временного интервала, отсчитываемого блоком выдержки времени, и повторном появлении сигнала с порогового элемента происходит сброс и повторный запуск блока выдержки времени, при этом до окончания отсчета временного интервала блок сравнения блокируется сигналом первого триггера, который по сигналу порогового элемента установлен в нулевое состояние. После окончания этапа деформации происходит инвертирование сигнала порогового элемента и запоминание на втором триггере информации о выбросе металла и сброс информации о захвате металла.
Благодаря исключению возможности формирования сигнала о захвате металла валками на участках, где могут происходить.пробуксовки и срывы давления, повышается достоверность информации при определении захвата металла прокатными валками и выброса металла из валков при управлении приводом нажимного механизма по адаптивным программам, рассчитываемым с учетом фактических энергосиловых параметров прокатки.
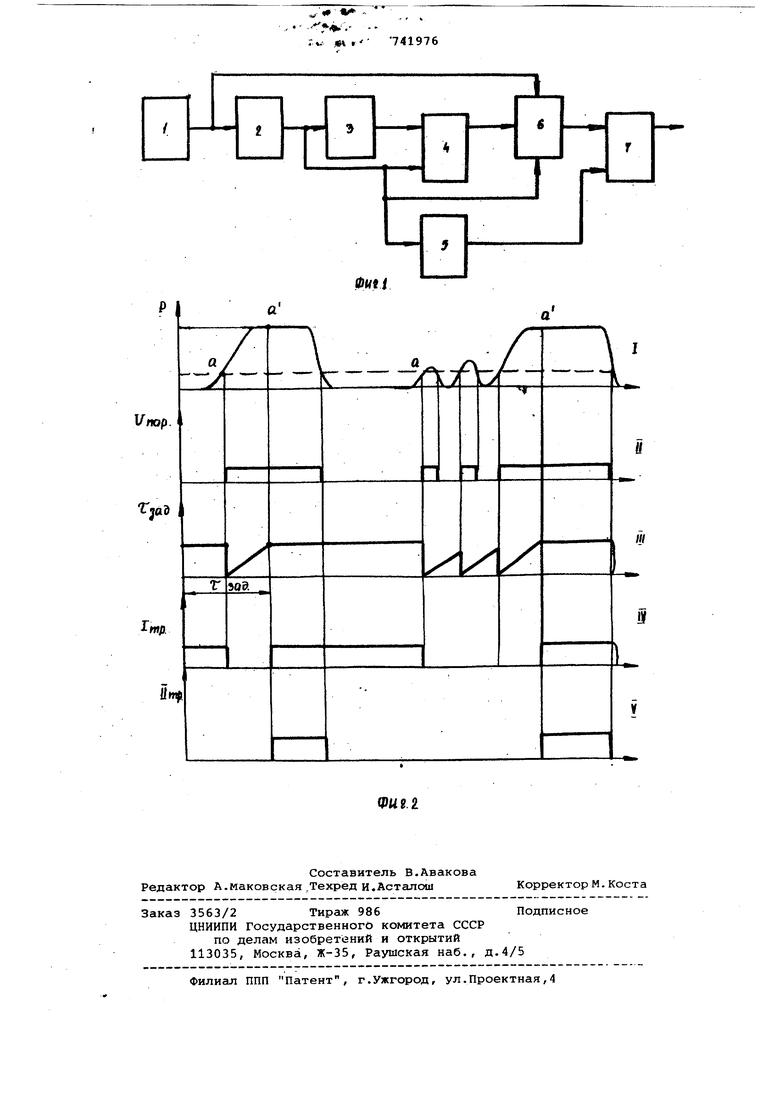
На фиг.1 изображена блок-схема устройства для определения момента захвата и выброса металла валками прокатной клети; на фиг. 2 - эпюры сигналов (I - изменение усилия прокатки в текущем пропуске; И изменение выходного сигнала порогового элемента; -fll - диаграмма функционирования блока выдержки времени; IV - состояние первого триггера по единичному выходу/ V - состояние второго триггера по единичному выходу) .
Устройство для определения момента захвата и выброса металла валками прокатной клети содержит датчик 1 наличия металла, пороговый элемент 2, блок 3 выдержки времени, первый триггер 4, инвертор 5, блок б сравнения второй триггер 7, причем выход датчика 1 наличия металла соединен со входом порогового элемента 2, выход которого соединен со входом блока 3 выдержки времени, нулевым входом первого триггера 4, третьим входом блока 6 сравнения, входом инвертора 5, выход блока 3 выдержки времени со единен с единичным входом первого триггера 4, единичный выход которого соединен со вторым входом блока 6 сравнения, первый вход которого соединен с выходом датчика 1 наличия металла, а выход - с единичным входом второго триггера 7, нулевой вход .которого соединен с выходом инвертора 5, При достижении сигналом датчика 1 наличия металла порогового значения (точка а, эпюра I) на выходе порогового элемента 2 формируется сигнал (эпюра П), по переднему фронту которого запускается блок 3 выдержки вре мени и одновременно устанавливается в нулевое состояние первый триггер 4 тем самым на время отсчета блоком 3 времени Cjg (эпюра III) блокируется возможность сравнения в блоке 6 теку щего значения датчика наличия металла с пороговым. После окончания отсчета времени )(д на выходе блока вьщержки времени формируется сигнал (точка а , эпюра 111) , который устанавливает первый триггер 4 в единичное состояние. С единичного выхода триггера 4 подается сигнал (эпюраМ), разрешающий произвести операцию срав нения текущего значения сигнала датчика 1 наличия металлаСитекчше °Р - говымСЬпор) При выполнении соотнош нияи ц ц ц ЛОпор . выходе инвертора формируется сигнал, который устанавливает второй триггер 7 в единичное состояние, что соответствует моменту захвата металла валкгиии. Если соотно шение не выполнено, сигнал о захвате металла не формируется. В случае срыва давления или пробуксовки (участок а-а, эпюры 1,111) происходит отпускание порогового элемента 2. При повторном захвате си гнал порогового элемента 2 производи сброс и запуск блока 3 выдержки времени, т.е. отсчет времени начинается с нуля. В дальнейшем схема функционирует аналогичным образом. При выбросе металла из валков на выходе инвертора 5 формируется сигнал, который устанавливает второй триггер 7 в нулевое состояние, что соответствует моменту выброса металла из валков. Использование предлагаемого устройства позволяет повысить достоверность информации и точность при определении захвата металла валками и выбросе металла из валков прокатной клети,при автоматизации расчета режимов обжатий и автоматизации привода нажимного механизма по изменяемым(адаптивным) в процессе управления программам прокатки за счет исключения участков, на которых может происходить срыв давления или пробуксовка, т.е. исключает участки, на которых может производиться неправильная оценка энергосиловых параметров прокатки. В результате повышается надежность систем автоматизации процесса прокатки, так как неключается возможность неправильной оценки энергосиловых параметров и, как следствие, из этого исключается возможность неправильного расчета обжатий, т.е. исключается возможность выдачи неправильного задания на раствор валков, которое может привести к недопустимым перемещениям при установке валков в забой и поломке последних.. Формула изобретения Устройство для определения момента захвата и выброса металла валками прокатной клети, содержащее датчик наличия металла, выход которого соединен со входом порогового элемента, первый и второй триггеры, отличающееся тем, что, с целью повышения достоверности информации и точности определения момента захвата и выброса металла валками прокатной клети, оно дополнительно содержит блок выдержки времени, блок сравнения, инвертор, причем выход порогового элемента соединен со входом блока выдержки времени, нулевым входом первого триггера, входом инвертора и третьим входом блока сравнения, выход блока выдержки времени соединен с единичным входом первого триггера, единичный выход которого соединен со вторым входом блока сравнения, с первым входом которого соединен выход датчика наличия металла, а выход блока сравнения соединен с единичным входом второго триггера, с нулевым входом которого соединен выход инвертора.
- .,
, - .г J г -741976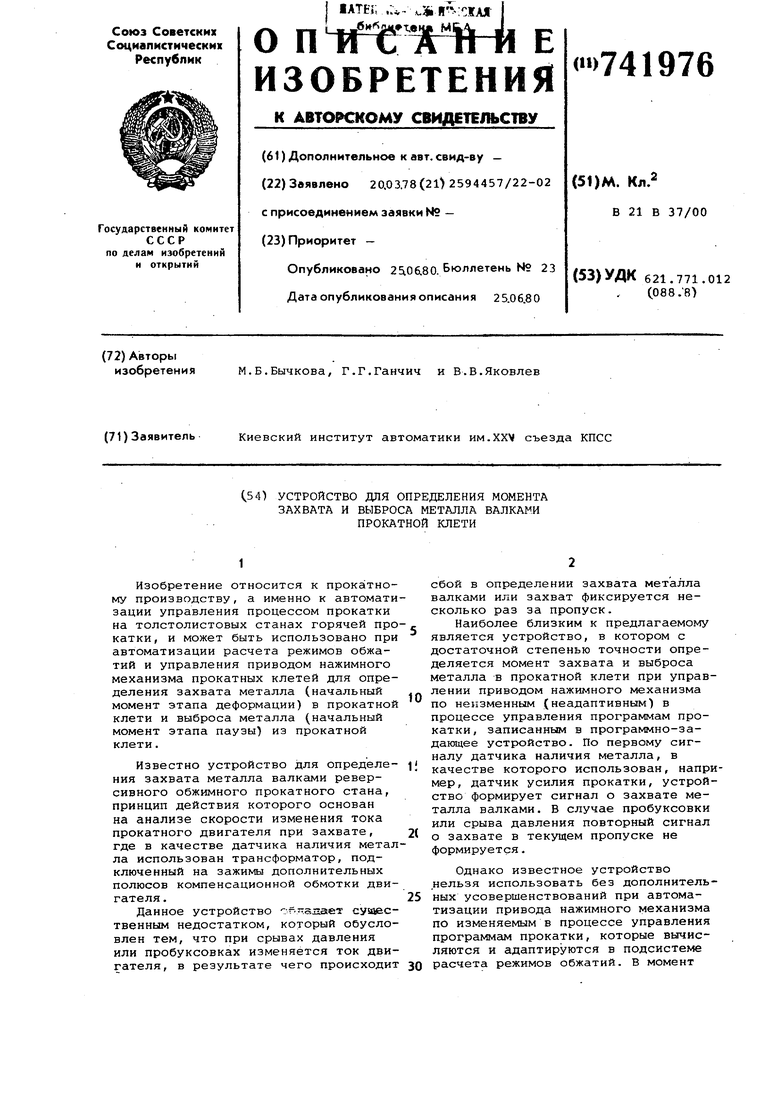


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения этапов прокатки | 1978 |
|
SU778840A1 |
| Устройство для определения этапов прокатки | 1977 |
|
SU692646A1 |
| Формирователь циклов многопроходной прокатки | 1985 |
|
SU1294403A1 |
| Формирователь циклов многопроходной прокатки | 1987 |
|
SU1437122A2 |
| Устройство для определения этапов прокатки | 1982 |
|
SU1057133A2 |
| Устройство регулирования натяжения в межклетевом промежутке прокатного стана | 1990 |
|
SU1722638A1 |
| Устройство для определения этапов прокатки | 1986 |
|
SU1340850A2 |
| Устройство для определения этаповпРОКАТКи | 1978 |
|
SU831251A2 |
| Устройство для определения этапов прокатки | 1988 |
|
SU1533796A2 |
| Система управления нажимным механизмом прокатного стана | 1982 |
|
SU1052299A1 |
а
У
1
1/пор.
///
1
Гжд
tf
