1
Изобретение относится к металлообработке, а именно к инструменту для изготовления сквозных резьбовых отверстий средних и крупных размеров.
Известен бесстружечный метчик, 5. содержащий корпус с выполненными равнрмерно по его цилиндрической поверхности наклонными пазами и установленные в наклонных пазах корпуса дефорMHpSTomHe резьбовые пластины, а также 10 втулку и опорное кольцо, установленные на корпусе и контактирующие с пластинами, причем пазы в корпусе и основания пластин выполнены с одинаковым углом наклона. Конструкция мет-|5 чика позволяет регулировать скорость реодиальной подачи рездзбовых пластин в металл гайки 1 и 2.
Недостатками данного метчика являются низкие точность и качество из-20 готавливаемых им резьб, а также ограниченные возможности при изготовле- . НИИ резьб в высокопрочных материалах.
Цель изобретения - повышение точности резьбы и качества ее поверх- 25 ности, а также расширение технологических возможностей .
Поставленная цель достигается тем, что корпус выполнен с дополнительными наклонными к его оси пазами, рас- ЗО
положенными равномерно по его цилиндрической поверхности, причем угол наклона дополнительных пазов на 3-7 .больше угла наклона упомянутых пазов. Дополнительные пластины могут быть выполнены резьбовыми. Дополнительные пластины могут быть выполнены с режущими кромками. Диаметр окружности, описывающей дополнительные пластины, меньше диаметра окружности, описывающей деформирующие пластины, на 0,1-0,2 мм.
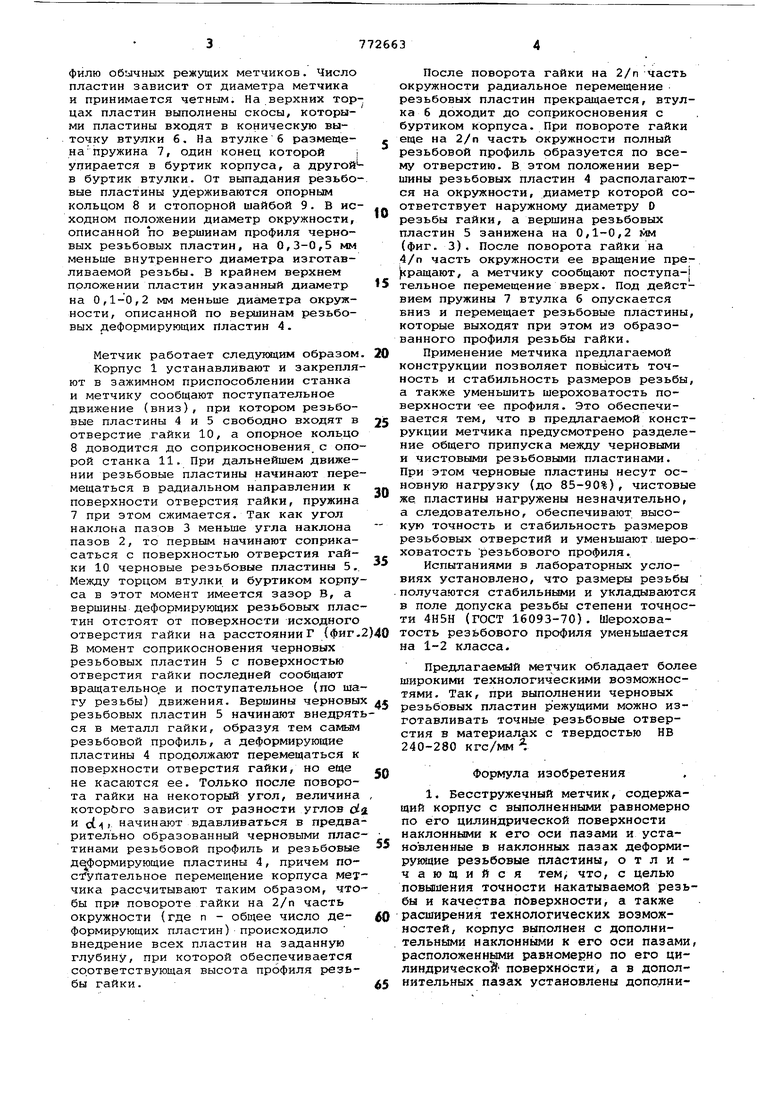
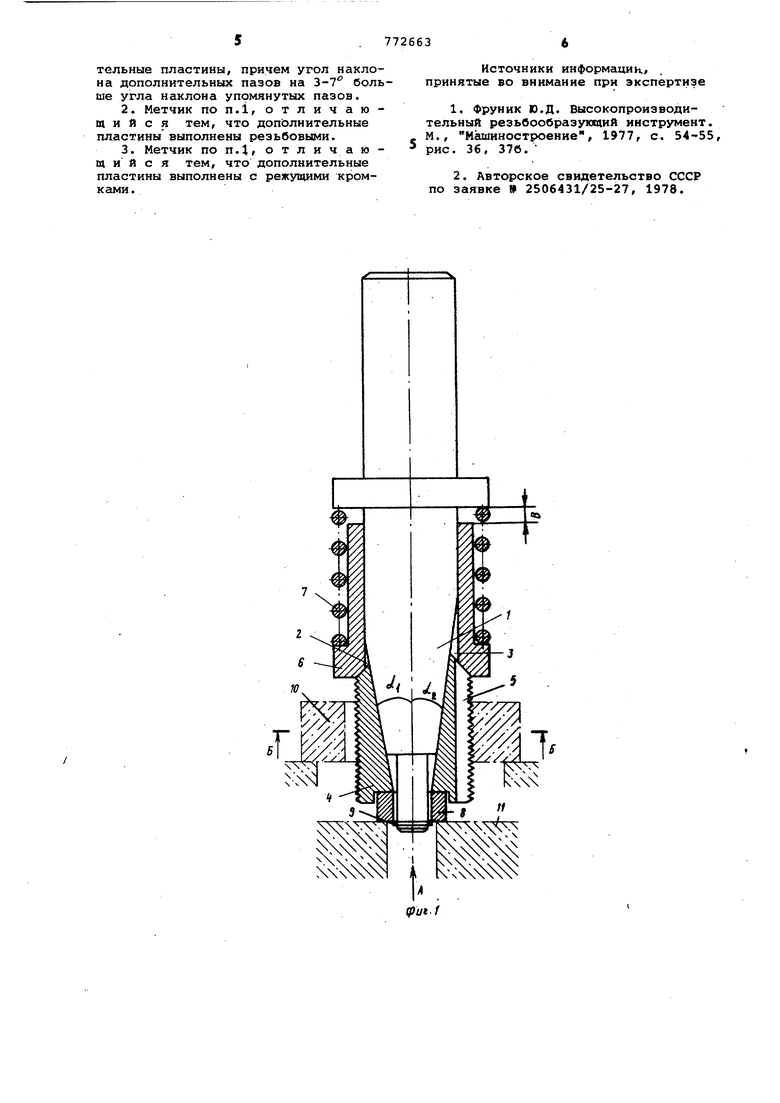
На фиг. 1 изображен общий вид метчика, разрез; на фиг. 2 - вид А на фиг. 1, на фиг. 3 - разрез Б-Б на фиг. 1.
Метчик содержит корпус 1, на ко-тором выполнены пазы 2 прямоугольной формы с углом наклона основания otf и дополнительные разы 3 с углом наклона основания d-2/ причем разность углов cL.j и di составляет 3-7 . В пазах 2 установлены резьбовые деформирую- . щие пластины 4, профиль которых подобен профилю на вершинах бесстружечных метчиков. В пазах 3 установлены черновые резьбовые пластины 5, которые выполйены либо деформирующими, как и резьбовые пластины 4, либо режущими, профиль которых подобен проФилю обычных режущих метчиков. Число пластин зависит от диаметра метчика и принимается четным. На верхних торцах пластин выполнены скосы, которыми пластины входят в коническую выточку втулки 6. На втулке6 размещенапружина 7, один конец которой j упирается в буртик корпуса, а другойв буртик втулки. От выпадания резьбовые пластины удерживаются опорным кольцом 8 и стопорной шайбой 9. В исходном положении диаметр окружности, описанной по вершинам профиля черновых резьбовых пластин, на 0,3-0,5 мм меньше внутреннего диаметра изготавливаемой резьбы. В крайнем верхнем положении пластин указанный диаметр на 0,1-0,2 мм меньше диаметра окружности, описанной по вершинам резьбовых деформирующих пластин 4. Метчик работает следукяцим образом Корпус 1 устанавливают и закрепля ют в зажимном приспособлении станка и метчику сообщают поступательное движение (вниз), при котором резьбовые пластины 4 и 5 свободно входят в отверстие гайки 10, а опорное кольцо 8 доводится до соприкосновения с опо рой станка 11. При дальнейшем движении резьбовые пластины начинают пере мещаться в радиальном направлении к поверхности отверстия гайки, пружина 7при этом сжимается. Так как угол наклона пазов 3 меньше угла наклона пазов 2, то первым начинают соприкасаться с поверхностью отверстия гайки 10 черновые резьбовые пластины 5,. Между торцом втулки и буртиком корпу са в этот момент имеется зазор В, а вершины деформирующих резьбовых плас тин отстоят от поверхности исходного отверстия гайки на расстоянии Г {фиг. 8момент соприкосновения черновых резьбовых пластин 5 с поверхностью отверстия гайки последней сообщают вращательно.е и поступательное (по ша гу резьбы) движения. Вершины черновы резьбовых пластин 5 начинают внедрят ся в металл гайки, образуя тем самым резьбовой профиль, а деформирующие пластины 4 продолжают перемещаться к поверхности отверстия гайки, но еще не касаются ее. Только после поворота гайки на некоторый угол, величина которого зависит от разности углов о и ot-i начинают вдавливаться в предва рительно образованный черновыми плас тинами резьбовой профиль и резьбовые деформирующие пластины 4, причем поступательное перемещение корпуса мет чика рассчитывают таким образом, что бы при повороте гайки на 2/п часть окружности (где п - общее число деформирующих пластин) происходило внедрение всех пластин на заданную глубину, при которой обеспечивается соответствующая высота профиля резьбы гайки. После поворота гайки на 2/п часть окружности радиальное перемещение резьбовых пластин прекращается, втулка 6 доходит до соприкосновения с буртиком корпуса. При повороте гайки еще на 2/п часть окружности полный резьбовой профиль образуется по всему отверстию. В этом положении вершины резьбовых пластин 4 располагаются на окружности, диаметр которой соответствует наружному диаметру D резьбы гайки, а вершина резьбовых пластин 5 занижена на 0,1-0,2 мм (фиг. 3). После поворота гайки на 4/п часть окружности ее вращение преУ ращают, а метчику сообщают поступа-j тельное перемещение вверх. Под действием пружины 7 втулка 6 опускается вниз и перемещает резьбовые пластины, которые выходят при этом из образованного профиля резьбы гайки. Применение метчика предлагаемой конструкции позволяет повысить точность и стабильность размеров резьбы, а также уменьшить шероховатость поверхности -ее профиля. Это обеспечивается тем, что в предлагаемой конструкции метчика предусмотрено разделение общего припуска между черновыми и чистовыми резьбовыми пластинами. При этом черновые пластины несут основную нагрузку (до 85-90%), чистовые же. пластины нагружены незначительно, а следовательно, обеспечивают высокую точность и стабильность размеров резьбовых отверстий и уменьшают шероховатость резьбового профиля. Испытаниями в лабораторных условиях установлено, что размеры резьбы получаются стабильными и укладываются в поле допуска резьбы степени точности 4Н5Н (ГОСТ 16093-70). Шероховатость резьбового профиля уменьшается на 1-2 класса. Предлагаемый метчик обладает более широкими технологическими возможностями. Так, при выполнении черновых резьбовых пластин режущими можно изготавливать точные резьбовые отверстия в материалах с твердостью НВ 240-280 кгс/мм Формула изобретения 1. Бесстружечный метчик, содержащий корпус с выполненными равномерно по его цилиндрической поверхности наклонными к его оси пазами и установленные в наклонных пазах деформируивдие резьбовые пластины, отличающийся тем, что, с целью повышения точности накатываемой резьбы и качества поверхности, а также расширения технологических возможностей, корпус выполнен с дополнительными наклонными к его оси пазами, расположенньпли равномерно по его цилиндрическо Й поверхности, а в дополнительных пазах установлены дополнительные пластины, причем угол наклона дополнительных пазов на 3-7 больше угла наклона упомянутых пазов.
2.Метчик попЛ, отличающийся тем, что дополнительные пластины выполнены резьбовыми.
3.Метчик по П.1 о т л и ч а ю щ и и с я тем, что дополнительные пластины выполнены с режущими кромками.
Источники информации принятые во внимание при экспертизе
1,Фруник Ю.Д. Высокопроизводительный резьбообразующий инструмент. М., Машиностроение, 1977, с. 54-55, рис. 36, 376.
2.Авторское свидетельство СССР по заявке 2506431/25-27, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| Бесстружечный метчик | 1979 |
|
SU846021A1 |
| Способ изготовления внутренних резьб и бесстружечный метчик для его осуществления | 1977 |
|
SU742018A1 |
| Способ изготовления внутреннейРЕзьбы | 1979 |
|
SU841745A1 |
| Бесстружечный метчик | 1979 |
|
SU882690A2 |
| Устройство для образования внутренней резьбы методом пластической деформации | 1980 |
|
SU919797A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| Устройство для выдавливания внутренних резьб на деталях | 1980 |
|
SU975160A1 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО РЕЗЬБОНАКАТЫВАНИЯ | 2012 |
|
RU2505383C1 |
| Бесстружечный метчик | 1979 |
|
SU863109A1 |
| МЕТЧИК-ВОЛНОВОД ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ФОРМООБРАЗОВАНИЯ И УПРОЧНЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2003 |
|
RU2241580C1 |
BuSA
В-Б
