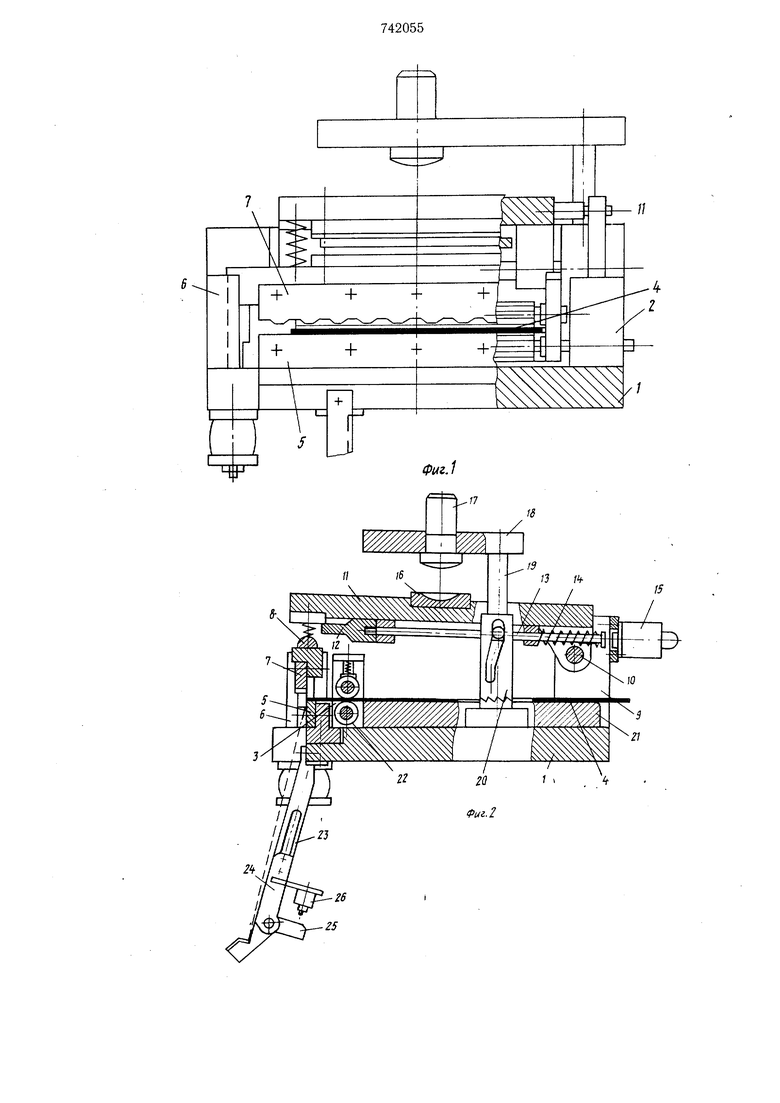
ной каретке 21 устройством продольного перемещения в виде валков 22. Средства управления устройством увеличения хода подвижного ножа 7 размещены на кронштейне 23 и выполнены в виде каретки 24, перемещаемой по кронщтейну 23, поворотного упора 25, взаимодействующего с микропереключателем 26 и электромагнитом 15.
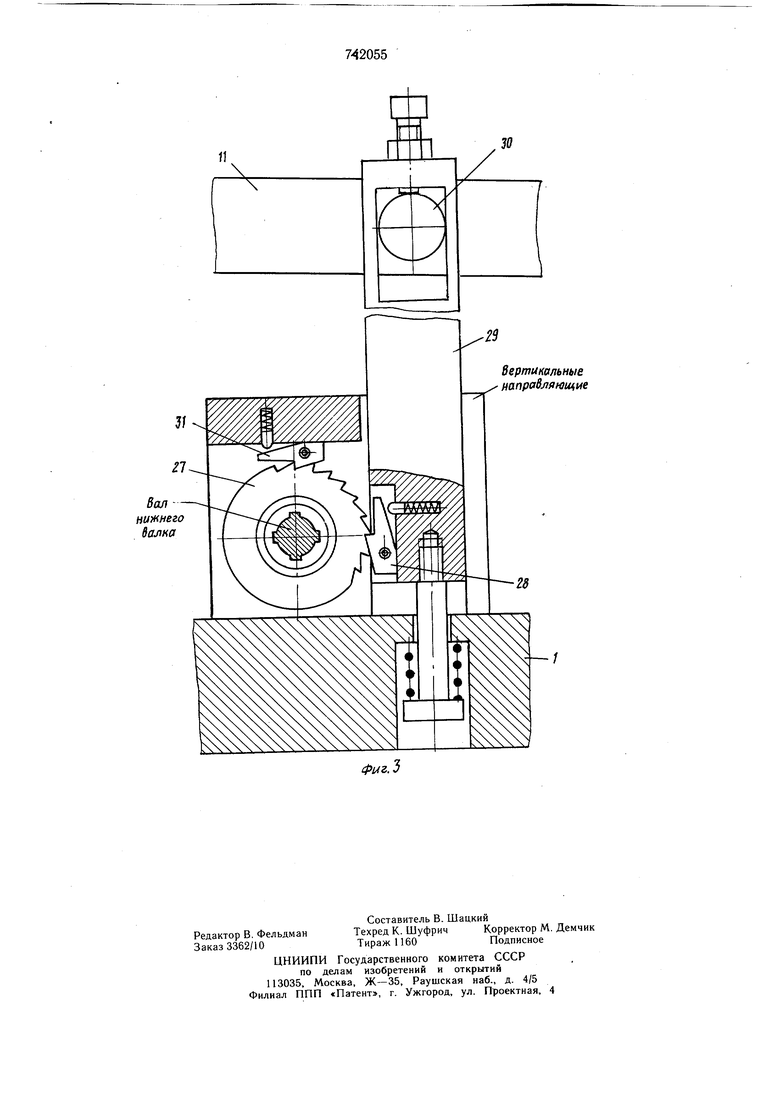
Устройство продольного перемещения материала выполнено в виде двух расположенных друг над другом подающих валков 22, смонтированных в подщипниках, установленных в стойках, жестко закрепленных на каретке 21. Нижний валок 22 имеет удлиненный вал, выступающий за пределы стойки 9 и посредством подвижного в осевом направлении соединения (например, шлицевого) связан с ведомым элементом привода 2. В качестве ведомого элемента применяется храповое колесо 27, привод которого осуществляется собачкой 28, связанной с вертикальной тягой 29, которая,в свою очередь, посредством пальца 30 связана с поворотной плитой. При возвратно-поступательных ходах ползуна пресса поворотная плита 11 получает качательное движение вокруг оси 10, перемещая при этом в вертикальных направляющих тягу и связанную с ней собачку. При перемещении поворотной плиты 11 и тяги вниз собачка свободно проскальзывает по зубьям храпового колеса 27, в это время собачка 31 возвратного хода удерживает храповое колесо 27 от проворачивания назад. При возвращении поворотной плиты храповое колесо 27 поворачивает нижний валок 22, осуществляя подачу материала.
Штамп-автомат работает следующим образом.
При опускании ползуна пресса щток 19 приводит в действие механизм 20 поперечного перемещения каретки 21 с листом 4. Затем хвостовик 17, ударяя в сферический диск 16 поворотной плиты, заставляет ее повернуться относительно оси 10, при этом свободный конец поворотной плиты, взаимодействуя с накладкой 8, заставляет опуститься верхний подвижный нож 7. Происходит просечка и вытя.жка ряда отверстий. При подъеме ползуна пресса верхний нож 7 и поворотная плита 11 под действием амортизаторов возвращаются в свое верхнее положение. Привод 2, связанный с поворотной плитой 11,приводит во вращение валки 22 механизма продольного перемещения материала, и последний перемещается на один щаг к режущим ножам 5 и 7. При втором опускании ползуна пресса каретка переместится в
поперечном направлении, противоположном предыдущему перемещению, обеспечивая щтамповку в щахматном порядке. Просечновытяжная сетка, двигаясь по наклонной плоскости каретки 24, отрегулированной на
определенный размер по длине сетки, нажимает на поворотный упор 25,, который воздействует на микропереключатель 26. Последний подает команду на включение электромагнита 15, сердечник которого перемещает через щток 13 щибер 12 вперед и размещает его между цилиндрической накладкой 8 и свободным концом поворотной плиты 11. Нож 7 отрезает сетку на необходимый размер. Отрезанная сетка освобождает упор 25, и проходит команда на отключение
электромагнита, щибер возвращается в исходное положение, что позволяет производить дальнейшую щтамповку отверстий просечно-вытяжной сетки.
Формула изобретения
1.Штамп-автомат для изготовления просечно-вытяжной сетки, содержащий нижнюю неподвижную и верхнюю подвижную плиты, подвижный и неподвижный ножи, устройство для поперечного перемещения обрабатываемого материала с подвижной кареткой и размещенное на подвижной каретке устройство для продольного перемещения материала, отличающийся тем, что, с целью
осуществления мерной резки готовой сетки, он снабжен устройством для увеличения хода подвижного ножа,оснащенного средствами управления.
2.Штамп-автомат по п. 1, отличающийся тем, что устройство для увеличения хода
подвижного ножа содержит поворотную плиту, подпружиненную одним концом к нижней неподвижной плите и щарнирно связанную с последней другим концом, и щибер с электромагнитным приводом, размещенный
на плоскости поворотной плиты, обращенной к нижней неподвижной плите, а средства управления выполнены в виде поворотного упора и микропереключателя, взаимодействующего с упором и электромагнитным приводом шибера.
Источники информации,
принятые во внимание при экспертизе 1. Зуев Р. Н. Штамп-автомат для изготовления рещетки из листовой заготовки. Информационно-технический листок № 35. , Холодная щтамповка. НТО. Л., Мащпром., 1958, с. 13-20.
Л
30
Вертикальные напраблиющие
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп-автомат для изготовления просечно-вытяжной сетки | 1980 |
|
SU995998A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСЕЧНО-ВЫТЯЖНОЙ СЕТКИ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 2001 |
|
RU2198758C2 |
| Устройство для подачи длинномерного материала в зону обработки | 1989 |
|
SU1607999A1 |
| МАШИНА ДЛЯ ШТАМПОВКИ СЕТКИ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 2001 |
|
RU2202428C2 |
| Устройство для подачи длинномерного материала в рабочую зону обрабатывающей машины | 1980 |
|
SU919790A1 |
| Автоматическая линия для изготовления тканых коммутационных плат | 1979 |
|
SU912031A1 |
| Автомат для сборки радиаторов | 1982 |
|
SU1042944A1 |
| ВАЛКОВАЯ ПОДАЧА | 1997 |
|
RU2127648C1 |
| Многопозиционный штамп для обработки штучных заготовок | 1980 |
|
SU940950A1 |
| Устройство кривовязюков для вырубкизАгОТОВОК из пОлОСОВОгО илЕНТОчНОгО МАТЕРиАлА | 1979 |
|
SU804501A1 |