(S) UlTAMn-ABTOflAT ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСЕЧНО-ВЫТЯЖНОЙ СЕТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп-автомат для изготовления просечно-вытяжной сетки | 1978 |
|
SU742055A1 |
| Устройство для изготовления изделий из длинномерного материала | 1982 |
|
SU1072974A1 |
| Штамп для изготовления просечно-вытяжной сетки | 1984 |
|
SU1260070A1 |
| Переналаживаемый штамп | 1979 |
|
SU841720A1 |
| ВАЛКОВАЯ ПОДАЧА | 1997 |
|
RU2127648C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПРОВОЛОКИ ДЕТАЛЕЙ ТИПА ШТЫРЕЙ | 1971 |
|
SU414034A1 |
| Устройство для перфорирования и отрезки ленты или полосы из эластичного материала П-образного профиля | 1986 |
|
SU1428503A1 |
| Штамп для обработки листового материала | 1990 |
|
SU1748906A2 |
| Штамп для обрезки полых деталей | 1979 |
|
SU829355A1 |
| Автомат для мерной резки проволоки | 1983 |
|
SU1169783A1 |
Изобретение относится к обработке металлов давлением, в частности к устройствам для изготовлений просечно-вытяжных сеток мерной длины,
Известен штамп-автомат для изго товления просечно-вытяжной сетки, содержсцций нижнюю непол;Бижную и верхнюю ПОДВИЖНУЮ плиты, несущие неподвижный и подвижный ножи соответственно, механизм продольного перемещения обрабатываемого материала, включакяций пол а ушку с размеа-енной на ней приводной собачкой и храповое колесо, механизм отрезки мерной части обрабатываемого материала, включанмаий толкатель с электромагнитный.приводом, оснащенным средствапи управления М .
Недостатками известного штампа являются сложность механизма отрезки мерной части обрабатываемого материала и большая металлоемкость за счет массивной промежуточной плиты.
Цель изобретения - упрощение конструкции и снижение металлоемкости.
Указанная цель достигается тем, что в штампе-автомате для изготовления просечно-вытяжной сетки, содеряащем нижнюю неподвижн5по и верхнюю подвижную плиты, несущие соответственно
неподвижный и подвижный ножи, члеханизм продольного перетлещения обрабатываемого материала, включакиций пол-, зушку с размещенной на ней приводной собачкой и храповое колесо, механизм отрезки мерной части обрабатываемого материала, включакедий толкатель с электромагнитньвл приводом, оснеоценным средствами управления, толкательteразмещен на неподвижной плите и связан с приводной собачкой механизма продольного перемещения обрабатываемого материала при помощи штыря, дополнительно установленного в ползуш15
ке с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном плоскости реза.
Кроме того, штырь выполнен составHta f и часть его,взаимодействующая с
20 толкателем, имеет форму шара.
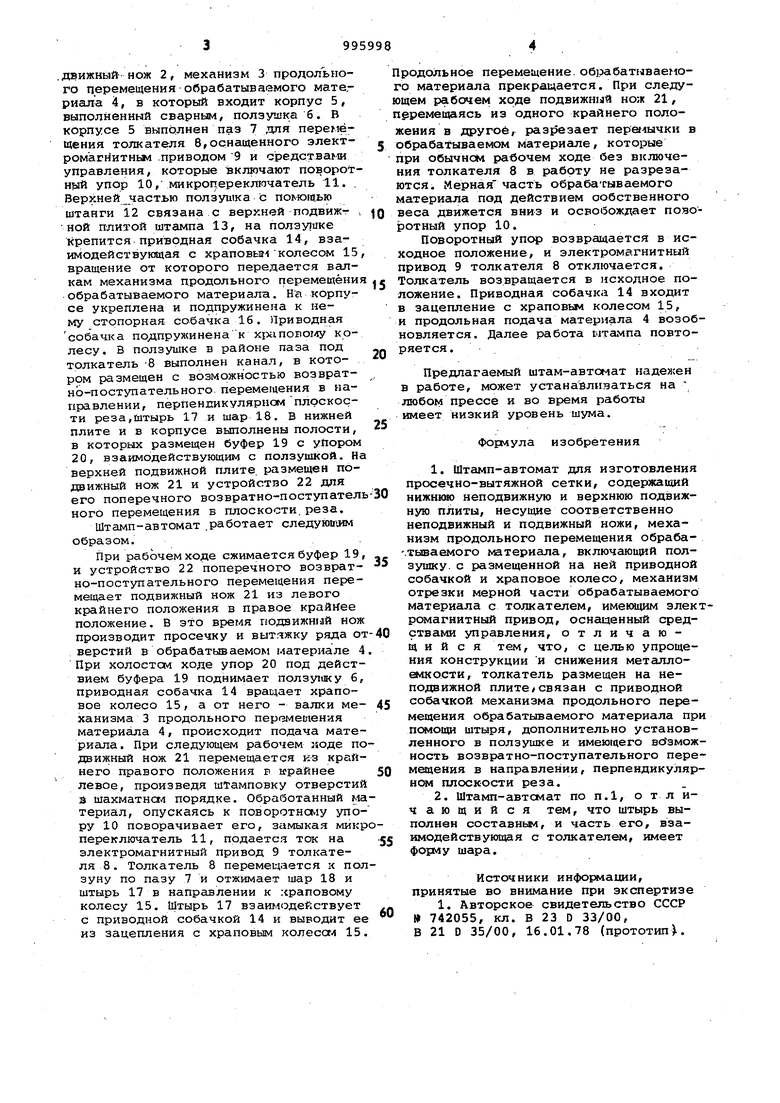
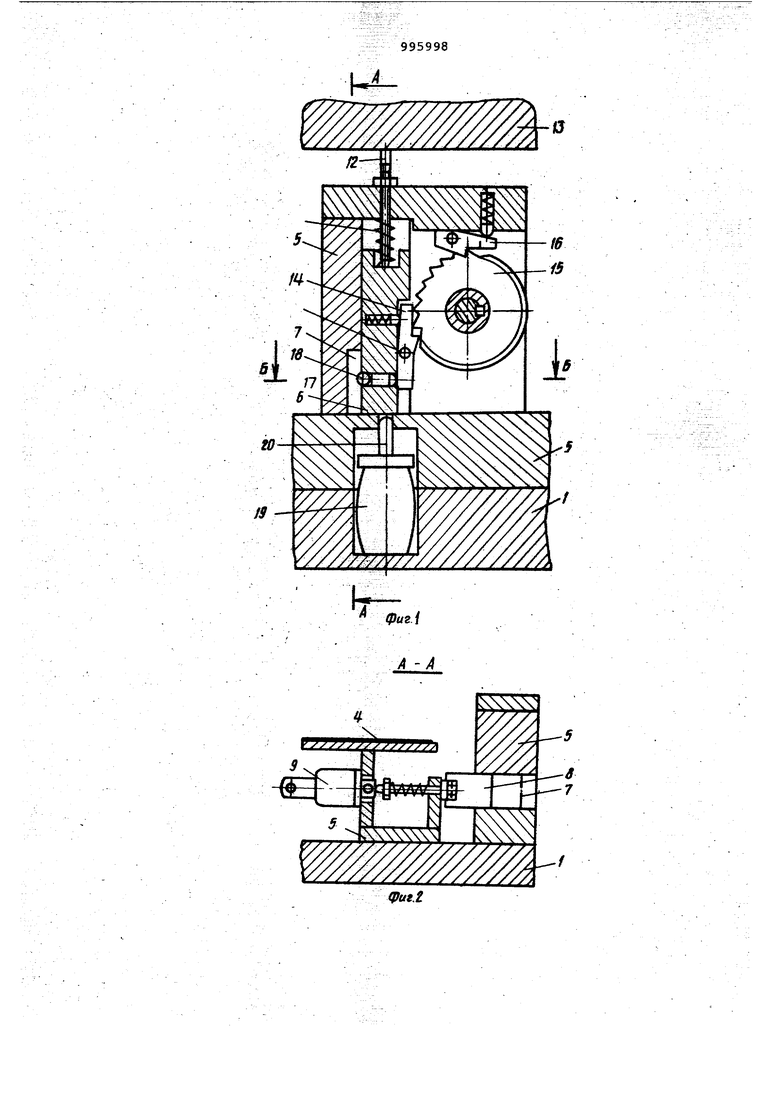
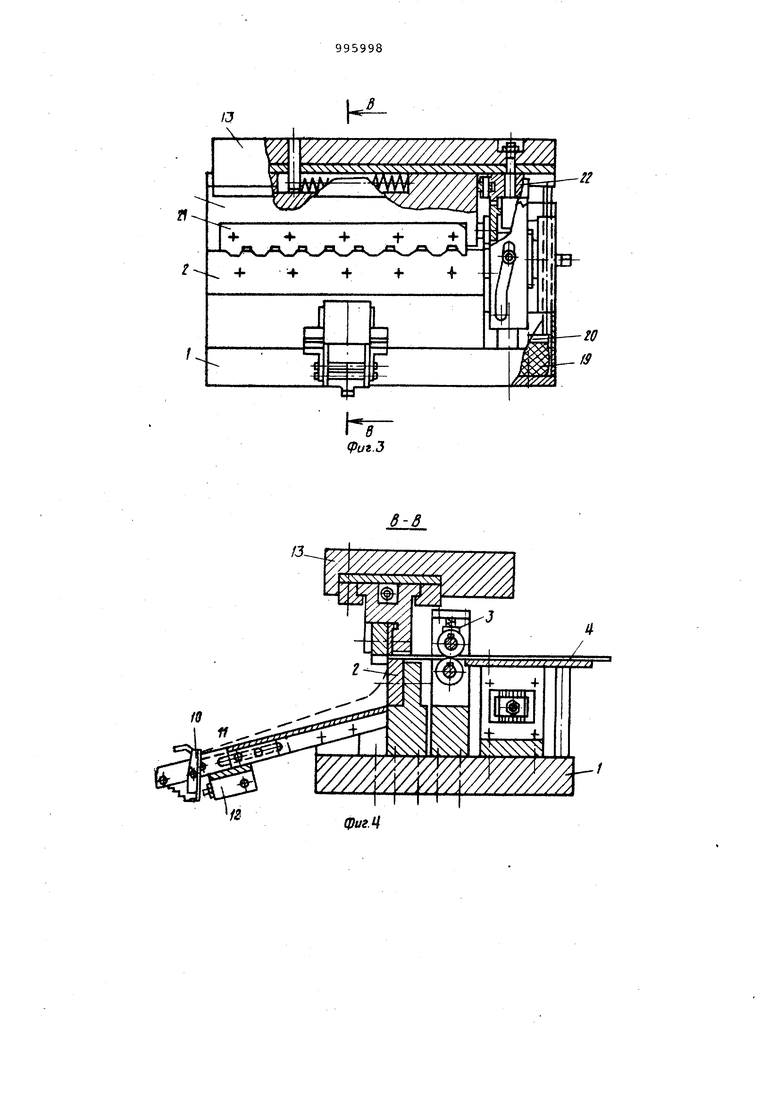
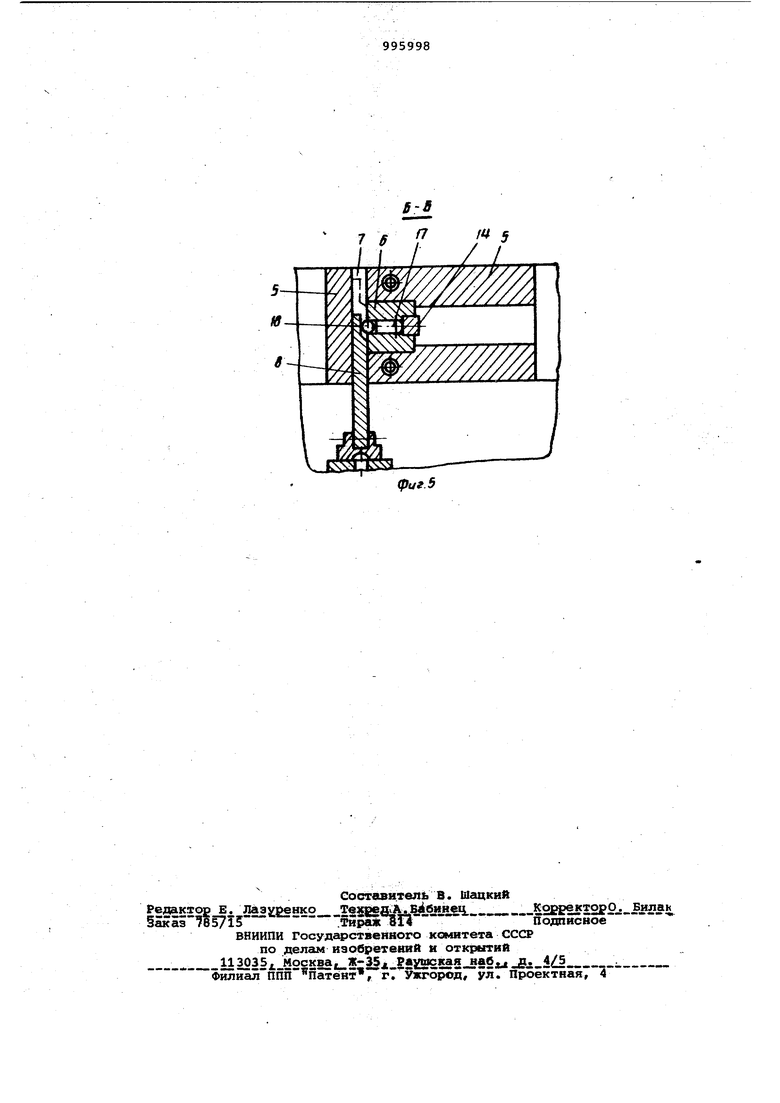
На фиг. 1 изображен механизм продольного перемещения обрабатываемого материала; на фиг, 2 - разрез А-А на фиг с 1 ( механизм отрезки мерной час ти обрабатываемого материала f на фиг. 3 - штамп-автомат; на Фиг. 4 разрез В-В на фиг. 3; на Фиг. 5 - разрез Б-Б на фиг. 1.
Штамп-автомат содержит неподвижную плиту 1, на которой укреплен неповижный нож 2, механизм 3 продольноо перемещения обрабатываемого матвг иала 4, в который входит корпус 5, ыполненный сварным, ползушка б. В орпусе 5 выполнен паз 7 для перемеения толкателя 8,оснащенного элект- j омагйитным .приводом 9 и средстваьш правления, которые включают поворотный упор 10, микропереключатель 11. . Верхней частью ползушка с поьющью штанги 12 связана с верхней подвиж- , Q НОЙ плитой штампа 13, на ползу ике крепится приводная собачка 14, взаимодействующая с храповьлм колесом 15, вращение от которого передается валкам механизма продольного перемещения ,е обрабатываемого материала. На корпусе укреплена и подпружинена к нему стопорная собачка 16. Приводная собачка подпружинена к xixinoBOny колесу. В ползушке в районе паза под толкатель 8 выполнен канал, в котором размещен с возможностью возврат- , но-поступательного. перемещения в направлении, перпендикулярном плоскости реза,штырь 17 и шар 18, В нижней плите и в корпусе выполнены полости, в которых размещен буфер 19 с уПором 20, взаимодействующим с ползушкой. На верхней подвижной плите, размещен подвижный нож 21 и устройство 22 для его поперечного возвратно-поступатель-30 ного перемещения в плоскости.реза.
Штамп-автомат работает следую11а1м образом.
При рабочем ходе сжимается буфер 19, „ и устройство 22 поперечного возврат- но-поступательного перемещения перемещает подвижный нож 21 из левого крайнего положения в правое крайнее положение. В это время подвижный нож производит просечку и вытяжку ряда от-40 верстий в обрабатываемом материале 4. При холостсм ходе упор 20 под действием буфера 19 поднимает ползунку б, приводная собачка 14 вращает храповое колесо 15, а от него - валки ме- 45 ханизма 3 продольного персаиеиения материала 4, происходит подача материала. При следующем рабочем :юде подвижный нож 21 перемещается кз крайнего правого положения в крайнее 50 левое, произведя штамповку отверстий а шахматного порядке. Обработанный материал, опускаясь к Поворотному упору 10 поворачивает его, замыкая микропереключатель 11, подается ток на электромагнитный привод 9 толкателя 8 . Толкатель 8 перемещается х ползуну по пазу 7 и отжимает шар 18 и штырь 17 в направлении к храповому колесу 15. Штырь 17 взаимодействует .с приводной собачкой 14 и выводит ее из зацепления с храповым колесам 15.
Продольное перемещение. об абатываеного материала прекращается. При следующем рабочем ходе подвижный но;к 21, перемещаясь из одного крайнего положения в другое, разрезает перемычки в обрабатываемом м:атериале, которые при обычном рабочем ходе без включения толкателя 8 в работу не разрезаются. Мернаячасть обрабатываемого материала под действием собственного веса движется вниз и освобождает поворотный упор 10.
Поворотный упор возвращается в исходное положение, и электромагнитный привод 9 толкателя 8 отключается. Толкатель воз.вращается в исходное положение. Приводная собачка 14 входит в зацепление с храповьм колесом 15, и продольная подача материала 4 возобновляется. Далее работа штампа повторяется.
Предлагаемый штам-автомат надежен в работе, может устанавливаться на любом прессе и во время работы имеет низкий уровень шума.
Формула изобретения
Источники информации, принятые во вншлание при экспертизе
/J
фмД
