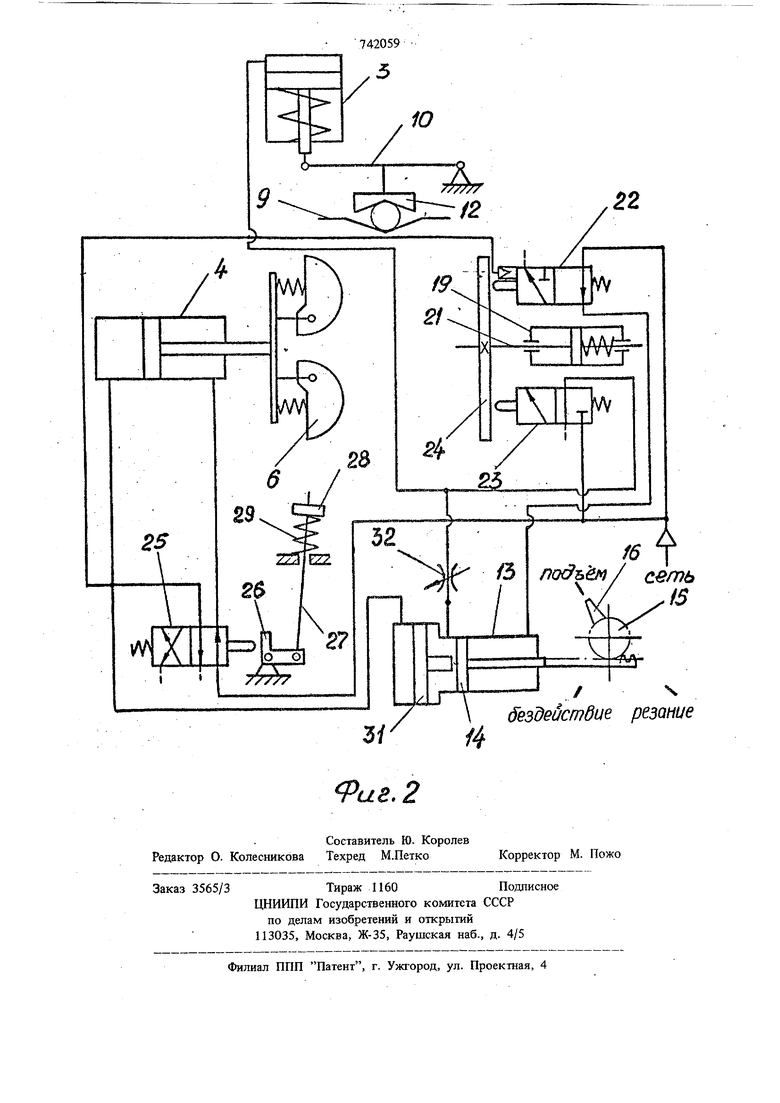
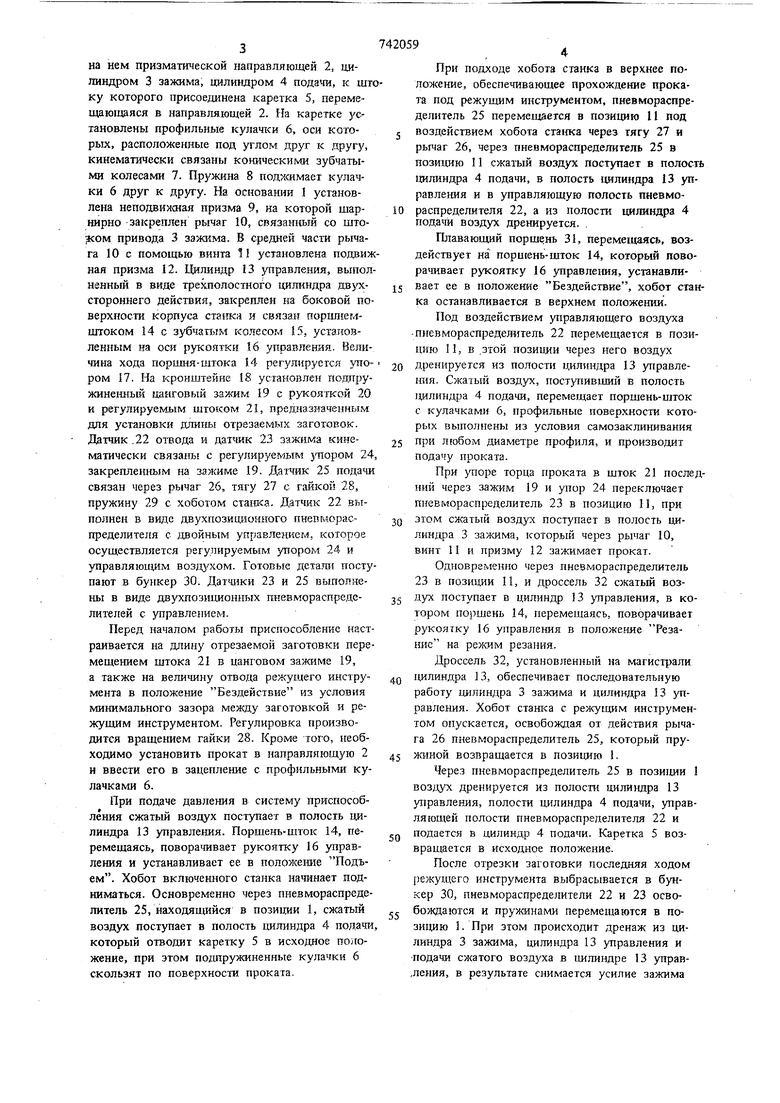
Изобретение относится к станкостроению, а именно к станочной оснастке, обеспечивающей универсальным металлорежущим станкам автоматический цикл обработки проката. Известно устройство с трехполостным цилиндром двзосстороннего действия, управляемы пятиходовым трехпозиционным распределителем 1. Целью изобретения является обеспечение автоматизации работы ножовочно-отрезного станка. Указанная цель достигается тем, что приспособление снабжено цитгандром подачи двух стороннего действия, и механизмом центрирования, а распределительное устройство вьшолнено в виде двухпозициоьшых управляемых р пределителей подачи, зажима и отвода, при этом шток трехполостного цилиндра связан с рукояткой управления станком, штоковая полость трехполостного цилиндра соединена с питающей магистралью через первую позици распределителя отвода, а через вторую позишю - со сливом, полости цилиндра подачи Соединены со сливом и с питающей Магистрал 1ерез распределитель подачи, поршневая полость Зцилиндра подачи сообщена с управляющей полостью распределителя отвода и с полостью плавающего поришя трехполостного цилиндра, через первую позицию распределителя зажима полости цилиндра зажима и промежуточная полость трехполостного цилиндра соединены со сливом, а через вторую позицию - с питающей магистралью, причем вторые позиции распределителей зажима и отвода определяются кинематическим контактом с торцом проката, а вторая позиция распредепитеяя подачи - с режущим инструментом. Причем механизм центрирования вьшолнен в виде направляющей для проката и каретки с кинематически связанными кулачками, профильные поверхности которых обращены к направляющей под углом и взаимодействуют с прокатом. На фиг. 1 изображено приспособление для резки проката; на фиг. 2 - принципиальная схема соединений. Приспособление состоит из основания 1, установленного на станке, с закрепленными
на нем призматической направляющей 2, вдлиндром 3 зажима, цилиндром 4 подачи, к штоку которого присоединенз каретка 5, перемещаюгцаяся в направляющей 2. На каретке установлены профильные кулашси 6, оси которых, расположенные под углом друг к другу, кинематически связаны коническими зубчатыми колесами 7. Пружкня 8 подхшмает кулачки 6 друг к другу. На основа1ши 1 установлена неподвихшая призма 9, на которой шарнирно закреплен рычаг 10, связанный со штоjKOM привода 3 заж15ма. В средней части рычага 10 с помощью винта 11 установлена подвижная призма 12. Щлиндр 13 ртравления, вынолненный в виде трехполостного цилиндра дв тсстороннего действия, закреплен на боковой поверхности корпуса CTHiTKii и связан порияюмштоком 14 с зубчап гм колесом 15, установленным на оси рукоятки 16 управления. Величина хода поршня-штока 14 регулируется упором 17. На кронштейне 18 установлен подпружиненньн цанговый зайдам 19 с рукояткой 20 и регулируемым штоком 21, предназпаченным для установки длины отрезаемых заготовок. Датчик .22 отвода и датчик 23 зажима кинематически связань с регулируемым тюром 24 закрепленным на зз.жиме 19. Датчик 25 подачи связан через рычаг 26, тягу 27 с гайкой 28, пружину 29 с хоботом станка. Датчик 22 выполнен в виде двзо.гюзищюи{юго пневм.ораспределителя с двойным управлением, которое осуш,есгвляется регулируемь м упором 24 и управляющим воздухом. Готовые деталн поступают в бункер 30. Датчики 23 и 25 вг шопнены в виде двухпозиционных пневмораслределителей с управлением.
Перед началом работы приспособление ftacTраивается на длину отрезаемой заготовки перемещением штока 21 в цанговом зажиме 19, а также на величину отвода режущего инструмента в положение Бездействие из условия минимального зазора между заготовкой и режущим инструментом. Регулировка нроизводится вращеьшем гайки 28. Кроме того, необходимо установить прокат в направляющую 2 и ввести его в зацепление с профильными кулачками 6.
При подаче давления в систему приспособления сжатый воздух поступает в полость цилиндра 13 управления. Поршень-шток 14, перемещаясь, поворачивает рукоятку 16 управления и устанавливает ее в положение Подъем. Хобот включенного станка начинает подниматься. Основременно через нневмораспределитель 25, находящийся в позиции 1, сжатый воздух поступает в полость цилиндра 4 подачи который отводит каретку 5 в исходное положение, при этом подпружиненные кулачки 6 скользят по поверхности проката.
При подходе хобота станка в верхнее положение, обеспечивающее прохождение проката под режущим инструментом, пневмораспределитель 25 перемещается в позицию 11 под воздействием хобота статен через тягу 27 и рьиаг 26, через пневмораспредеяктеяь 25 в позицию 11 сжатый воздух поступает в полость далиндра 4 подачи, в нолость цилиндра 13 управления и в управляющую полость пневмсраспределителя 22, а из полости цилиндра 4 подачи воздух дренируется. .
Плавающий поршень 31, перемещаясь, воздействует на порисень-шток 14, который поворачивает рукоятку 16 управле1шя, устанавливает ее в положение Бездействие, хобот станка останавливается в верхнем положении.
Под воздействием управляющего воздуха пневмораснределитель 22 перемещается в позицию 11, в .этой поэиили через него воздух дренируется из полости цилиндра 13 унравле1П1Я. Сжатый воздух, поступивший в полость цилиндра 4 подачи, перемещает поршень-шток с кулачками 6, профильные поверхности которь х выполнены из условия самозаклинивания при любом диаметре профиля, и производит подачу проката.
При упоре торца проката в шток 21 последний через зажим 19 и упор 24 переключает пневмораспределитель 23 в позицию П, при .этом сжатый воздух поступает в полость цилиндра 3 зажима, который через рычаг 10, винт II и призму 12 зажимает прокат.
Одновременно через нневмораснределитель 23 в позиции 11, и дроссель 32 сжатый воздух поступает в цилиндр 13 управления, в котором поршень 14, перемещаясь, поворачивает рукоятку 16 управления в положение Резание на режим резания.
Дроссель 32, установленный на магистрали цилиндра 13, обеспечивает последовательную работу цилиндра 3 зажима и цилиндра 13 jorравления. Хобот станка с режущим инструментом опускается, освобождая от действия рычага 26 пневмораснределитель 25, который пружиной возвращается в позицию 1.
Через нневмораспределитель 25 в позиции 1 возща дренируется из полости цилиндра 13 З фавлення, полости цилиндра 4 подачи, управляющей полости пневмораспределителя 22 и подается в цилиндр 4 подачи. Каретка 5 возвращается в исходное положение.
После отрезк) заготовки последняя ходом режущего инструмента выбрасывается в бункер 30, пневмораспределители 22 и 23 освобождаются и прухданами перемещаются в позицию 1. При зтом происходит дренаж из цилиндра 3 зажима, цилиндра 13 управления и нодачи смсатого воздуха в цилиндре 13 унрав,ления, в результате снимается усилие зажима заготовки и станок переключается на режим Подъем. Цикл повторяется в автоматическом режиме до тех пор, пока прокат неограниченной длины не будет разрезан на мерные заготовки. Формула изобретения 1. Гидравлическое приспособление, включающее трехполостной цилиндр двухстороннего действия и распределительное устройство, размещенные на основании, отличающееся тем, что, с целью автоматизации работы металлорежущего, преимущественно ножовочноотрезного станка, приспособление снабжено цилиндром подачи двухстороннего действия, тлиндром зажима одностороннего действия и ме ханизмом центрирования, а распределительное устройство выполнено в виде двухпозиционных управляемых распределителей подачи, зажима и отвода, при этом шток трехполостного цилиндра связан с рукояткой управления станком щтоковая полость трехполостного цилиндра соединена с питающей магистралью через первую позицию распределителя , а через вторую позицию - со сливом, полости цилиндра пода96чи соединены со сливом и с питающей магистралью через распределитель подачи, порпшевая полость цилиндра подачи сообщена с управляющей полостью распределителя отвода и с попостью плавающего порщня трехполостного цилиндра, через первую позицию распределителя зажима полости цилиндра зажима и промежуточная полость трехполостного цилиндра соединены со сливом, а через вторую позицию - с питающей магистралью, причем, вторые позиции распределителей зажима и отвода определяются кинемагнческим контактом с торцом проката, а вторая позиция распредешггепя пода«ш - с режущим инструментом. 2. Приспособление по п. I, о т л и ч аю щ е е с я тем, что механизм центрирования выполнен в виде направляющей для проката и каретки с кинематически связанными кулачками, профильные поверхности обращены к направляющей под углом и взаимодействуют с прокатом. Источники информапия, принятые во внимание при экспертизе 1. Сб. Некоторые вопросы расчета и конструирования авиационньтх гидравлических систем. М., Оборонгнз, 1962, с. 63, рис. 3.7.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи инструменталь-НОй гОлОВКи | 1979 |
|
SU841787A1 |
| Станок для распиливания круглыми пилами или фрикционными пильными дисками | 1987 |
|
SU1505692A1 |
| Многопозиционный агрегатный станок | 1989 |
|
SU1779544A1 |
| Летучий станок для резки труб | 1971 |
|
SU485834A1 |
| Рабочий стол | 1980 |
|
SU1052361A1 |
| БУРИЛЬНАЯ МАШИНА | 1994 |
|
RU2084626C1 |
| Станок для резки материалов | 1986 |
|
SU1425056A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ДЛИННОМЕРНОГО ПРОКАТА В ЗОНУ ОБРАБОТКИ | 1994 |
|
RU2104115C1 |
| Гидропривод подачи исполнительного органа металлорежущего станка | 1978 |
|
SU731091A1 |
| ЛЕНТОЧНО-ОТРЕЗНОЙ СТАНОК___.4,J | 1971 |
|
SU308823A1 |