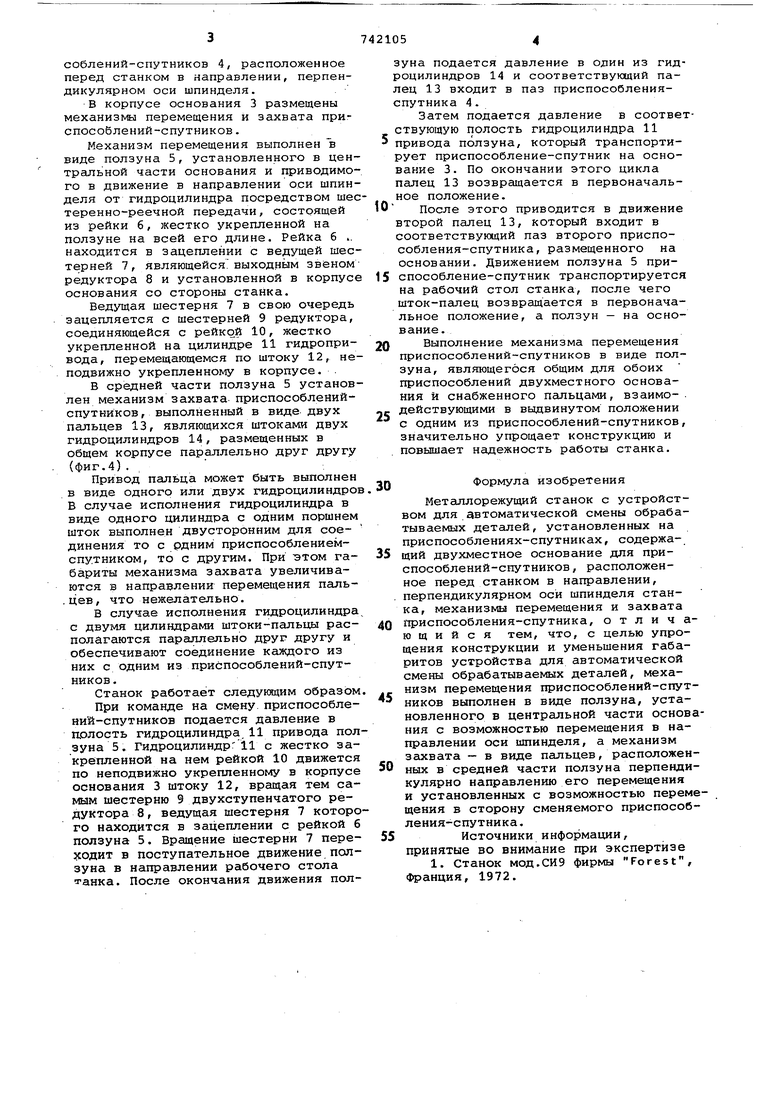
соблений-спутников 4, расположенное перед станком в направлении, перпендикулярном оси шпинделя.
В корпусе основания 3 размещены механизмы перемещения и захвата приспосоВлений-спутников.
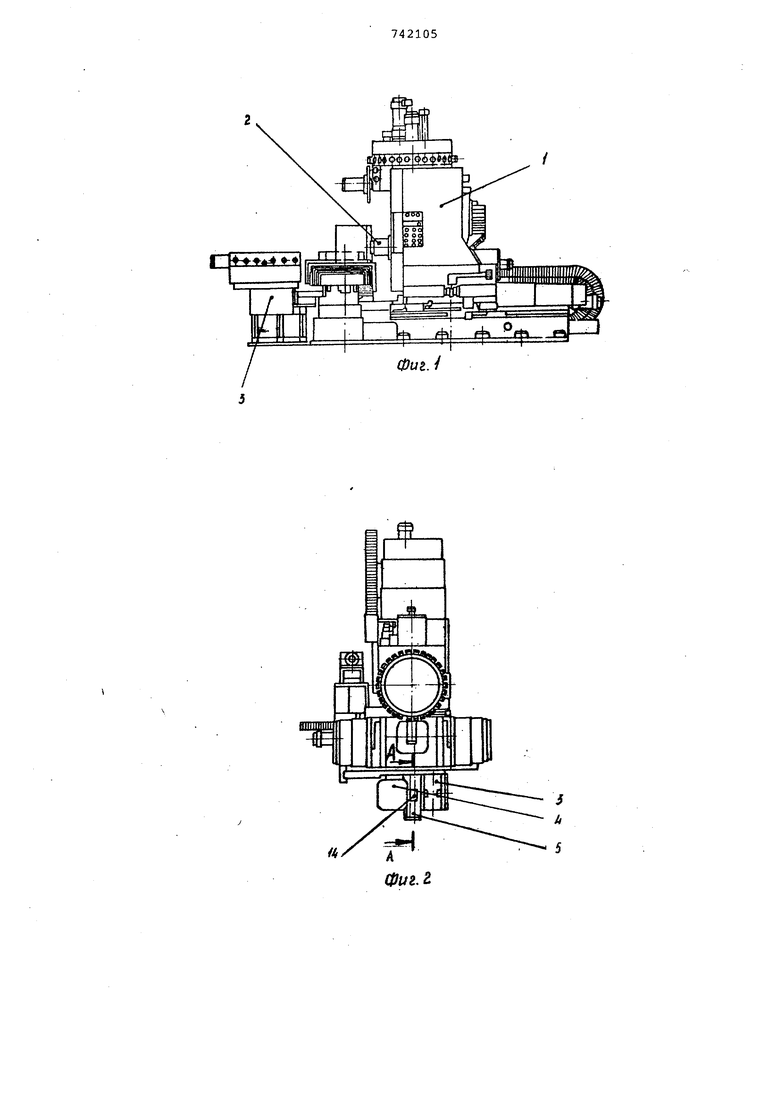
Механизм перемещения выполнен Тв виде ползуна 5, установленного в центральной части основания и приводимого в движение в направлении оси шпинделя от гидроцилиндра посредством шетеренно-реечной передачи, состоящей из рейки 6, жестко укрепленной на ползуне на всей его длине. Рейка 6 .. находится в зацеплении с ведущей шестерней 7, являющейся, выходным звеном редуктора 8 и установленной в корпус основания со стороны станка.
Ведущая шестерня 7 в свою очередь зацепляется с шестерней 9 редуктора, соединяющейся с рейкой 10, жестко укрепленной на цилиндре 11 гидропривода, перемещающемся по штоку 12, неподвижно укрепленному в корпусе. .
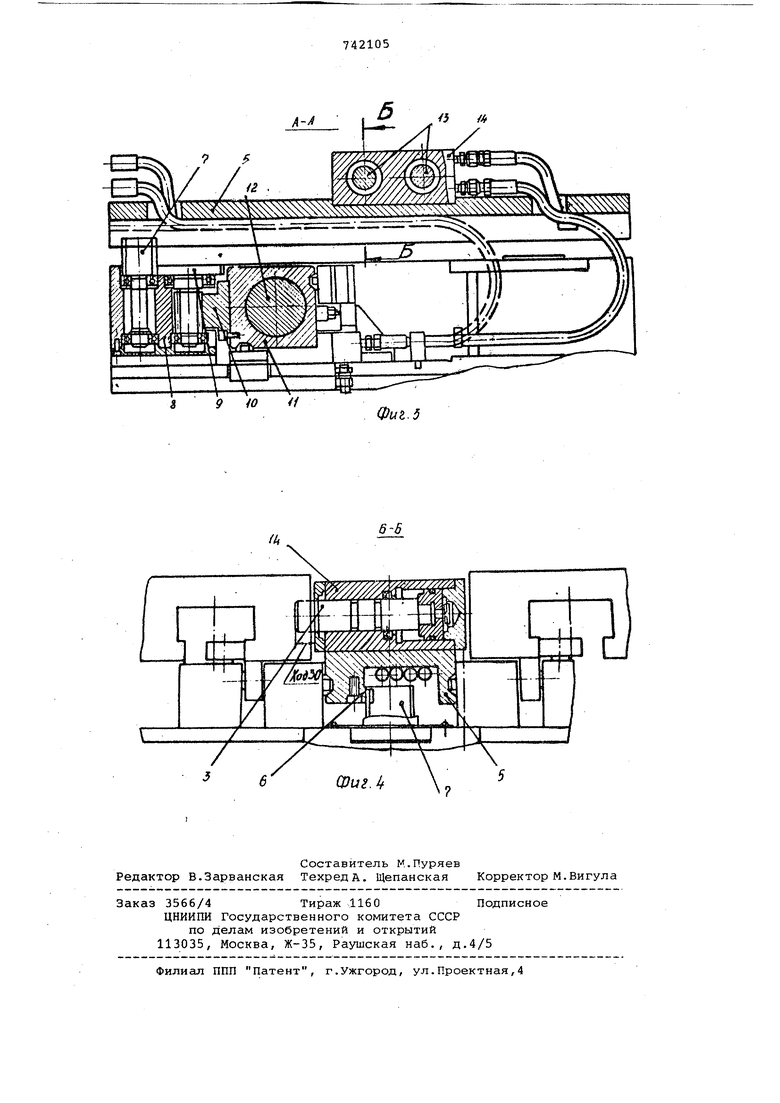
В средней части ползуна 5 установлен механизм захвата приспособленийспутников , выполненный в виде двух пальцев 13, являющихся штоками двух гидроцилиндров 14, размещенных в общем корпусе параллельно друг другу (фиг.4).
Привод пальца может быть выполнен в виде одного или двух гидроцилиндро В случае исполнения гидроцилиндра в виде одного цилиндра с одним поршнем шток выполнен двусторонним для соединения то с рдним приспособлениемспутником, то с другим. При этом габариты механизма захвата увеличиваются в направлении перемещения паль.цев, что нежелательно.
В случае исполнения гидроцилиндра с двумя цилиндрами штоки-пальцы располагаются параллельно друг другу и обеспечивают соединение каждого из них с одним из приспособлений-спутников.
Станок работает следунлцим образом
При команде на смену, приспособлений-спутников подается давление в полость гидроцилиндра 11 привода ползуна 5, Гидроцилиндрг11 с жестко закрепленной на нем рейкой 10 движется по неподвижно укрепленному в корпусе основания 3 штоку 12, вращая тем самым шестерню 9 двухступенчатого редуктора 8, ведущая шестерня 7 которого находится в зацеплении с рейкой б ползуна 5. Вращение шестерни 7 переходит в поступательное движение ползуна в направлении рабочего стола танка. После окончания движения ползуна подается давление в один из гидроцилиндров 14 и соответствующий палец 13 входит в паз приспособленияспутника 4.
Затем подается давление в соответствующую полость гидроцилиндра 11 5 привода ползуна, который транспортирует приспособление-спутник на основание 3. По окончании этого цикла палец 13 возвращается в первоначальное положение.
О После этого приводится в движение второй палец 13, который входит в соответствующий паз второго приспособления-спутника, размещенного на основании. Движением ползуна 5 при5 способление-спутник транспортируется на рабочий стол станка, после чего шток-палец возвращается в первоначальное положение, а ползун - на основание.
0 Выполнение механизма перемещения приспособлений-спутников в виде ползуна, являющегося общим для обоих приспособлений двухместного основания и снабженного пальцами, взаимо- . действующими в выдвинутом положении с одним из приспособлений-спутников, значительно упрощает конструкцию и повышает надежность работы станка.
Формула изобретения
Металлорежущий станок с устройством для автоматической смены обрабатываемых деталей, установленных на приспособлениях-спутниках, содержащий двухместное основание для приспособлений-спутников, расположенное перед станком в направлении, перпендикулярном оси шпинделя станка, механизмы перемещения и захвата
приспособления-спутника, отличающийся тем, что, с целью упрощения конструкции и уменьшения габаритов устройства для автоматической смены обрабатываемых деталей, механизм перемещения приспособлений-спутНИКОВ выполнен в виде ползуна, установленного в центральной части основания с возможностью перемещения в направлении оси шпинделя, а механизм Зс1хвата - в виде пальцев, расположенных в средней части ползуна перпендикулярно направлению его перемещения и установленных с возможностью перемещения в сторону сменяемого приспособления-спутника.
Источники информации,
принятые во внимание при экспертизе 1. Станок МОД.СИ9 фирмы Forest, Франция, 1972.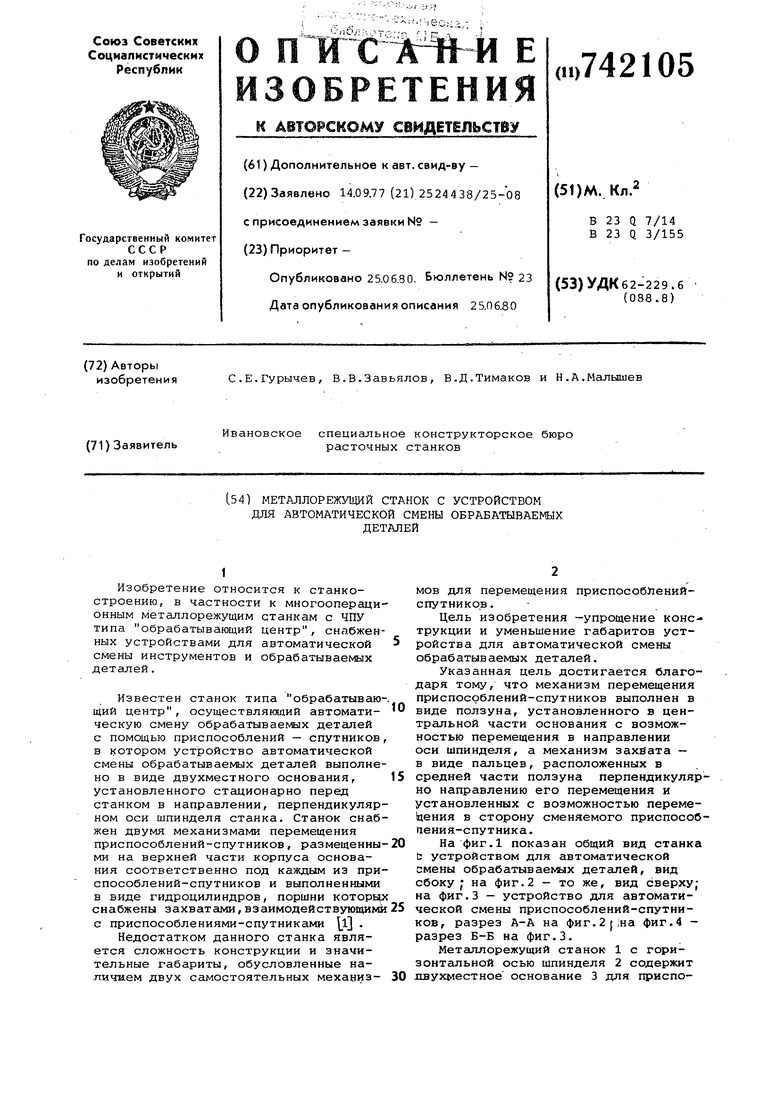
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлорежущий станок с устройством для автоматической смены обрабатываемых деталей | 1977 |
|
SU745649A1 |
| Многооперационный станок | 1982 |
|
SU1096082A1 |
| Многоцелевой станок с ЧПУ | 1983 |
|
SU1090538A1 |
| Многоцелевой станок | 1989 |
|
SU1660937A1 |
| Многоцелевой станок | 1981 |
|
SU1036490A1 |
| Металлорежущий станок | 1977 |
|
SU680858A2 |
| Многоцелевой станок с автоматической сменой инструмента | 1991 |
|
SU1817747A3 |
| Металлорежущий станок | 1982 |
|
SU1069972A1 |
| Металлорежущий станок | 1974 |
|
SU568533A1 |
| Станок для заточки инструмента | 1989 |
|
SU1761392A1 |
/ ./ Фиг.
