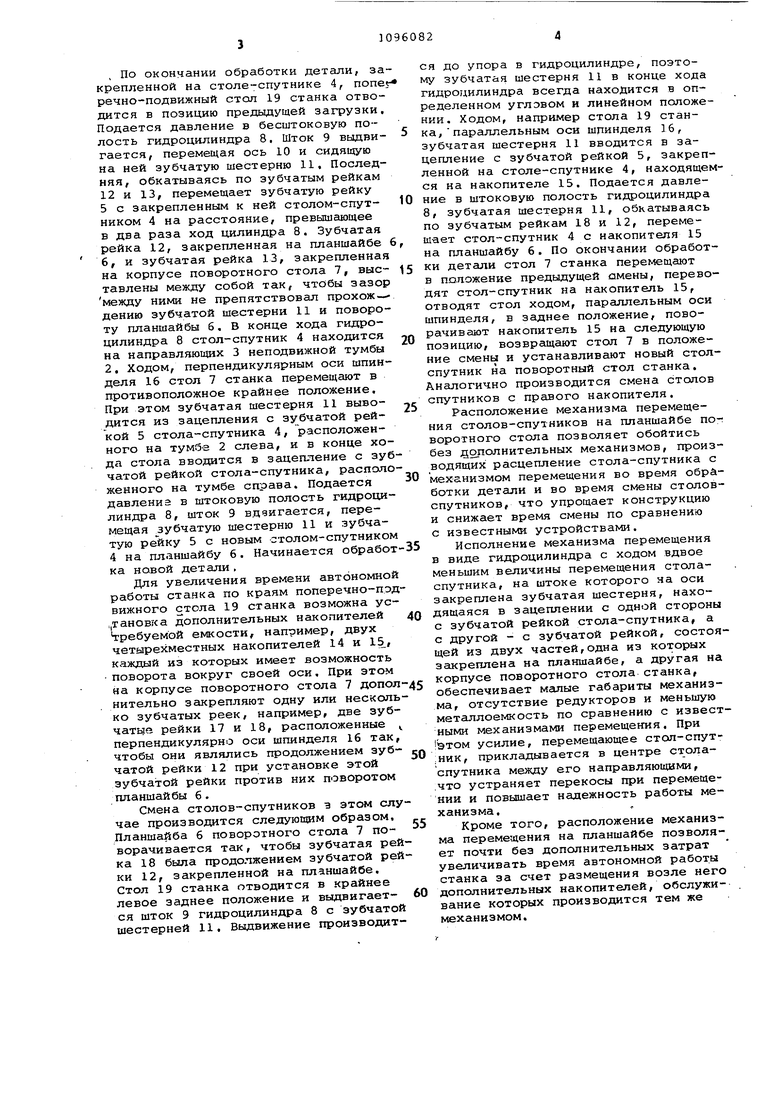
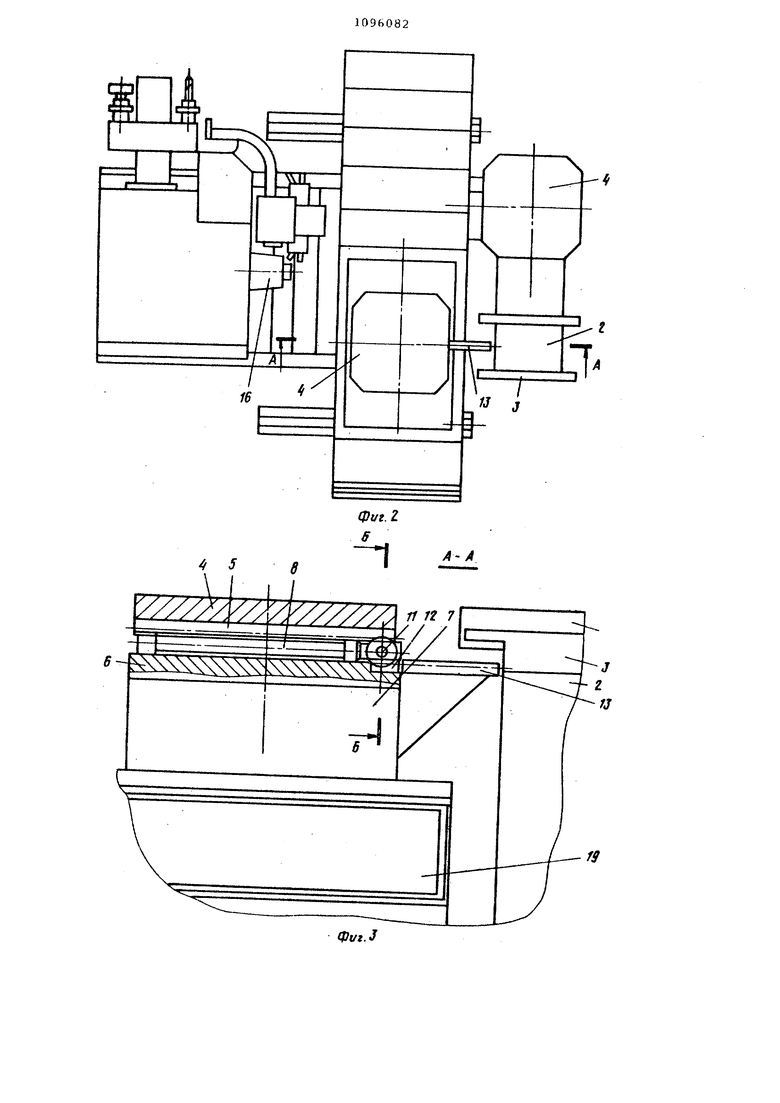
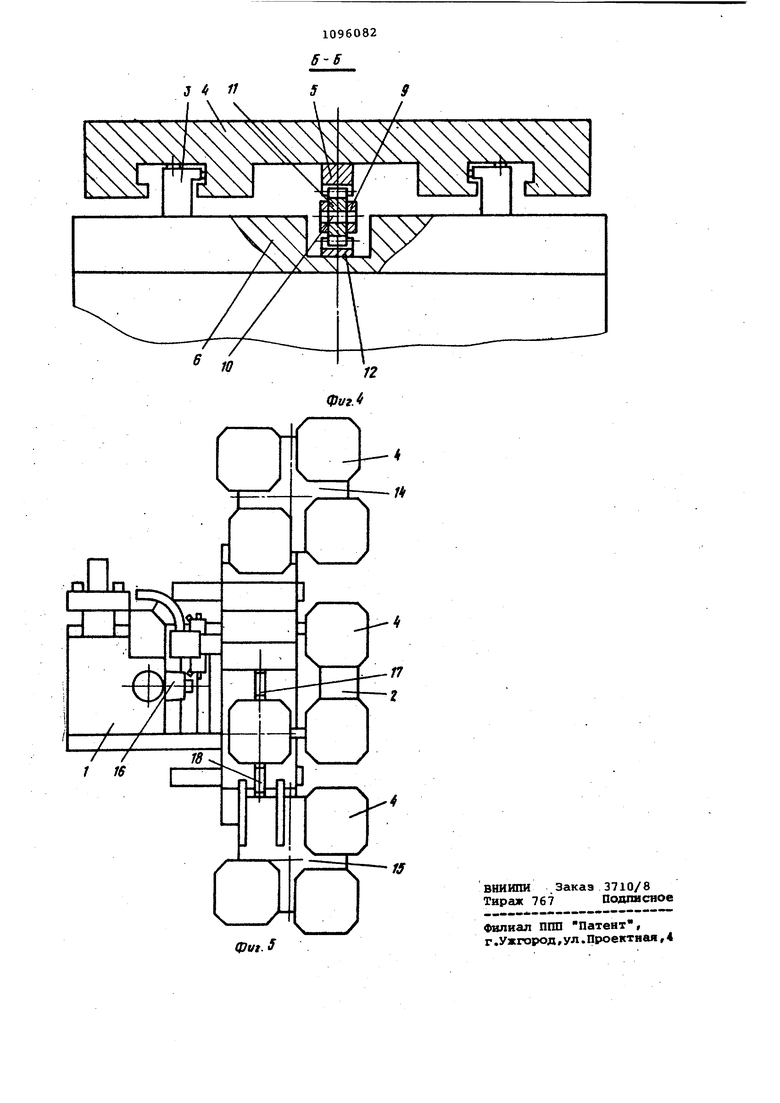
Изобретение относится к станкостроению, в частности к многоопераЦ.ИОНКЫМ металлорежущим станкам с ЧПУ снабженным устройствами для автоматической смены инструментов и обрабатываемых деталей, Известен многооперационный станок содержащий смонтированный на станине поперечно-подвижный стол, на котором установлен пойрротный стол с направляющими для установки столаспутника с обрабатываемой деталью, накопитель, выполненный в виде установленных по краям поперечно-подвижного стола тумб с такими же направляющими, и механизм перемещения столов-спутников, включающий зубчатую рейку, кинематически связанную с приводной зубчатой шестерней. Механизм перемещения столов-спутников выполнен в виде ползуна, размещенного в центральной части основания накопителя с возможностью перемещения в направлении оси шпинделя, а ме ханизм захвата - в виде пальцев, рас положенных в средней части ползуна перпендикулярно направлению его перемещения,, и установленных с возможностью перемещения в сторону сменяе мого стола-спутника. Перемещение пол зуна осуществляется посредством шестеренно-реечной передачи, состоящей из зубчатой рейки, укрепленной на по зуне на всей его длине, и зубчатой шестерни, являющейся выходным звеном редуктора, и установленной в корпусе основания накопи еля со стороны стан ка. Пальцы механизма захвата являютс штоками гидроцилиндров, размещенных в общем корпусе параллельно друг дру гу и взаимодействующих в выдвинутом положении со столом-спутником tH. Недостатками данного многооперационнг)го станка являются сложность конструкции устройства смены столовспутников, обусловленная большим кол чеством подвижных частей и длительно время смены столов-спутников, вызванное необходимостью дополнительных движений для смены: холостое перемещ ние ползуна для захвата стола-спутни к а со стола станка в начале смены хо лостой отвод ползуна для освобождения зоны обработки. Дополнительные движения усложняют циклограмму смены столов-спутников и снижают производительность станка. Наличие специального механизма захвата в виде што ков гидроцилиндров, взаимодействующих со столами-спутниками, также усложняет устройство смены столов-спут ников, циклограмму его работы и увеличивает время смены. Кроме того, ус лие, перемещающее стол-спутник, прикладывается механизмом захвата в сто роне от направляющих стола-спутника, что создаетмомент, перекашивающий стол-спутник при его перемещении, и снижает надежность работы устройства. Цель изобретения - упрощение конструкции станка и сокращение времени смены столов-спутников. Указанная цель достигается тем, что в многооперационном станке, содержащем смонтированный на станине поперечно-подвижной стол, на котором установлен поворотный стол с направляющими для установки стола-спутника с обрабатываемой деталью, накопитель столов-спутников, выполненный в виде установленных по краям поперечно-подвижного стола тумб с направляющими, и механизм перемещения столов-спутников, включающий зубчатую рейку, кинематически связанную с приводной зубчатой шестерней, механизм перемещения столов-спутников выполнен в виде размещенного на поворотном столе гидрацилиндра, на штоке которого установлена приводная зубчатая шестерня, и дополнительной зубчатой,рейки, состоящей из двух частей, одна из которых закреплена на поворотном столе, а другая - на его корпусе, причем дополнительная зубчатая рейка установлена с возможностью сцепления и расцепления с приводной зубчатой шестерней . На фиг. 1 изображен многооперационный станок; на фиг. 2 - вариант выполнения станка с двухместным накопителем столов-спутников; на фиг. 3 разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 вариант выполнения станка с многомест1ЧЫМ накопителем столов-спутников. Многооперационный станок содержит Станину 1 накопитель столов-спутников, выполненный в виде тумб 2, на направляющих 3 которых размещаются столы-спутники 4 с закрепленными на них зубчатыми рейками 5. Механизм перемещения столов-спутников выполнен в виде закрепленного на планшайбе 6 поворотного стола 7 гидроцилиндра 8, на штоке 9 которого закреплена на. оси 10 приводная зубчатая шестерня 11, находящаяся в зацеплении с одной стороны с зубчатой рейкой 5 столаспутника 4, ас другой - с зубчатой рейкой, состоящей из двух частей, одна из которых 12 закреплена на планшайбе 6 поворотного стола 7, а другая 13 - на корпусе поворотного стола 7, При установке по краям стола станка дополнительных накопителей 14 и 15 на корпусе поворотного стола 7 дополнительно закрепляют перпендикулярно оси шпинделя 16 станка зубчатые рейки 17 и 18. Поворотный стол 7 закреплен на поперечно-подвижном столе 19, установленном на станине 1 станка, Многооперадионный станок работает следующим образом. , По окончании обработки детали, за крепленной на столе-спутнике 4, попе речно-подвижный стол 19 станка отводится в позицию предьвдущей загрузки. Подается давление в бесштоковую полость гидроцилиндра 8, Шток 9 вьадвигается, перемещая ось 10 и сидящую на ней зубчатую шестерню 11, Последняя, обкатываясь по зубчатым рейкам 12 и 13, перемещает зубчатую рейку 5 с закрепленным к ней столом-спутНИКОМ 4 на расстояние, превышающее в два раза ход цилиндра 8. Зубчатая рейка 12, закрепленная на планшайбе 6, и зубчатая рейка 13, закрепленная на корпусе поворотного стола 7, выетавлены между собой так, чтобы зазор между ними не препятствовал прохождению зубчатой шестерни 11 и повороту планшайбы б, В конце хода гидроцилиндра 8 стол-спутник 4 находится на направляющих 3 неподвижной тумбы 2. Ходом, перпендикулярным оси шпинделя 16 стол 7 станка перемещают в противоположное крайнее положение. При этом зубчатая шестерня 11 выводится из зацепления с зубчатой рейкой 5 стола-спутника 4, расположенного на тумбе 2 слева, и в конце хода стола вводится в зацепление с зуб чатой рейкой стола-спутника, распапо женного на тумбе справа. Подается давлениа в штоковую полость гидроцилиндра 8, шток 9 вдвигается, перемещая зубчатую шестерню 11 и зубчатую рейку 5 с новым столом-спутником 4 на планшайбу 6. Начинается обработ ка новой детали , Для увеличения времени автономной работы станка по краям поперечно-пэд вижного стола 19 станка возможна усцТановка дополнительных накопителей требуемой емкости, например, двух четырехместных накопителей 14 и 15., каждый из которых имеет возможность поворота вокруг своей оси. При этом на корпусе поворотного стола 7 допол нительно закрепляют одну или несколь ко зубчатых реек, например, две зубчатьаа рейки 17 и 18, расположенные перпендикулярно оси шпинделя 16 так, чтобы они являлись продолжением зубчатой рейки 12 при установке этой зубчатой рейки против них поворотом планшайбы 6. Смена столов-спутников з этом слу чае производится следующим образом. Планшайба 6 поворотного стола 7 поворачивается так, чтобы зубчатая рей ка 18 была продолжением зубчатой рей ки 12, закрепленной на планшайбе. Стол 19 станка отводится в крайнее левое заднее положение и выдвигается шток 9 гидроцилиндра 8 с зубчатой шестерней 11, Выдвижение производится до упора в гидроцилиндре, поэтому зубчатая шестерня Ив конце хода гидроцилиндра всегда находится в определенном угловом и линейном положении. Ходом, например стола 19 станка, параллельным оси шпинделя 16, зубчатая шестерня 11 вводится в зацепление с зубчатой рейкой 5, закрепленной на столе-спутнике 4, находящемся на накопителе 15, Подается давление в штоковую полость гидроцилиндра 8, зубчатая шестерня 11, обкатываясь по зубчатым рейкам 18 и 12, перемешает стол-спутник 4 с накопителя 15 на планшайбу 6, По окончании обработки детали стол 7 станка перемещают в положение предыдущей амены, переводят стол-спутник на накопитель 15, отводят стол ходом, параллельным оси шпинделя, в заднее положение, поворачивают накопитель 15 на следующую позицию, возвращают стол 7 в положение смены и устанавливают новый столспутник на поворотный стол станка. Аналогично производится смена столов спутников с правого накопителя. Расположение механизма перемещения столов-спутников на планшайбе nor воротного стола позволяет обойтись без дополнительных механизмов, производящих расцепление стола-спутника с механизмом перемещения во время обрйботки детали и во время смены столовспутников, что упрощает конструкцию и снижает время смены по сравнению с известными устройствами. Исполнение механизма перемещения в виде гидроцилиндра с ходом вдвое меньшим величины перемещения столаспутника, на штоке которого на оси закреплена зубчатая шестерня, находящаяся в зацеплении с одной стороны с зубчатой рейкой стола-спутника, а с другой - с зубчатой рейкой, состоящей из двух частей,одна из которых закреплена на планшайбе, а другая на корпусе поворотного стола станка, обеспечивает малые габариты механизма, отсутствие редукторов и меньшую металлоемкость по сравнению с известными механизмами перемещения. При Ьтом усилие, перемещающее стол-спут;ник, прикладывается в центре столаспутника между его направляющими, что устраняет перекосы при перемещении и повышает надежность работы механизма. Кроме того, расположение механизма перемещения на планшайбе позволяет почти без дополнительных затрат увеличивать время автономной работы станка за счет размещения возле него дополнительных накопителей, обслужи- . вание которых производится тем же механизмом.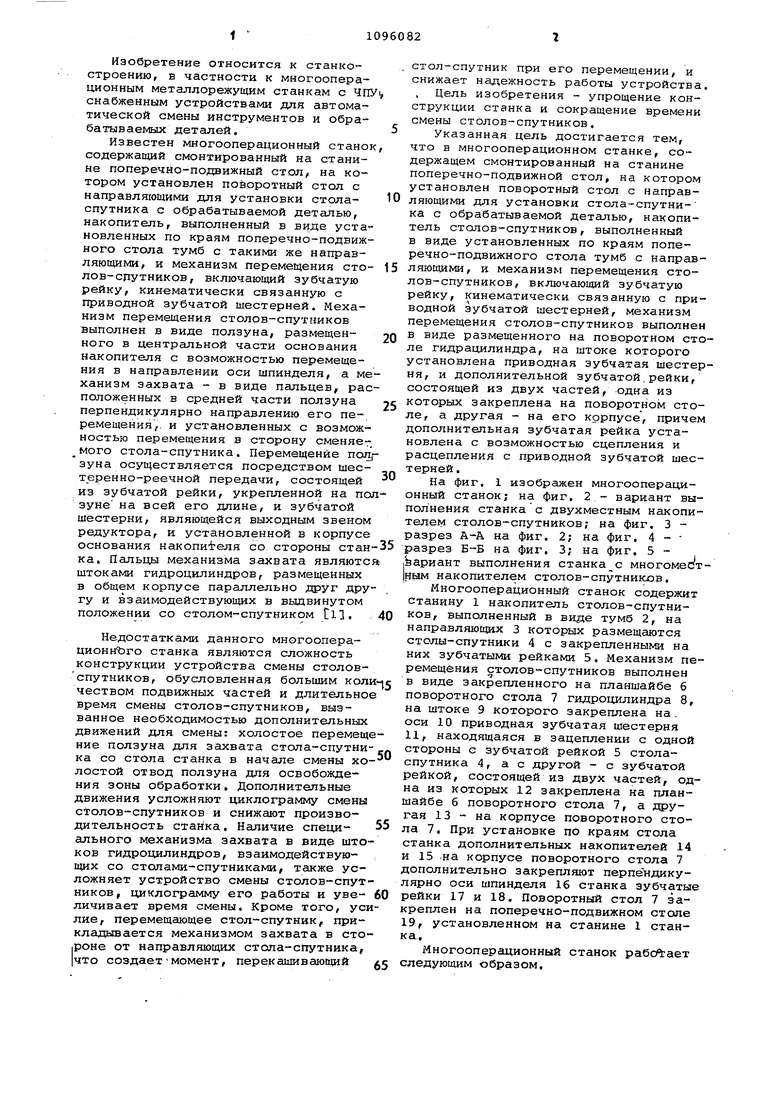
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоцелевой станок | 1989 |
|
SU1660937A1 |
| Металлорежущий станок | 1980 |
|
SU956240A2 |
| Металлорежущий станок | 1977 |
|
SU680858A2 |
| Металлорежущий станок | 1982 |
|
SU1069972A1 |
| Металлорежущий станок с устройством для автоматической смены обрабатываемых деталей | 1977 |
|
SU745649A1 |
| Многооперационный станок | 1987 |
|
SU1469729A1 |
| Станок для протягивания внутренних поверхностей | 1982 |
|
SU1021558A1 |
| Станок для заварки стеклозаготовок | 1979 |
|
SU870362A1 |
| Гибкий производственный модуль автоматической линии | 1985 |
|
SU1456297A1 |
| Многоцелевой станок с ЧПУ | 1983 |
|
SU1090538A1 |
МНОГООПЕРАЦИОННЫЙ СТАНОК, содержащий смонтированный на станине поперечно-подвижный стол, на котором установлен поворотный стол с направляи№щми для установки стола-спутника с обрабатываемой деталью, накопитель столов-спутников, выполненный в виде установленных по краям поперечно-подвижного стола тумб с направляющими, и механизм перемещения столовспутников, включающий зубчатую рейку, кинематически связанную с приводной зубчатой шестерней, отличающ и и с я тем, что, с целью упрощения конструкции и сокращения времени смены столов-спутников, механизм перемещения столов-спутников выполнен в виде размещенного на поворотном столе гидроцилиндра, на штоке которого установлена приводная зубчатая шестерня, и дополнительной зубчатой рейки, состоящей из двух частей, одна из которых закреплена на поворотном столе, а другая - на его корпусе, причем дополнительная зубчатая рейка установлена с возможностью jg сцепления и расцепления с приводной (Л зубчатой шестерней. со о:) О 00 ю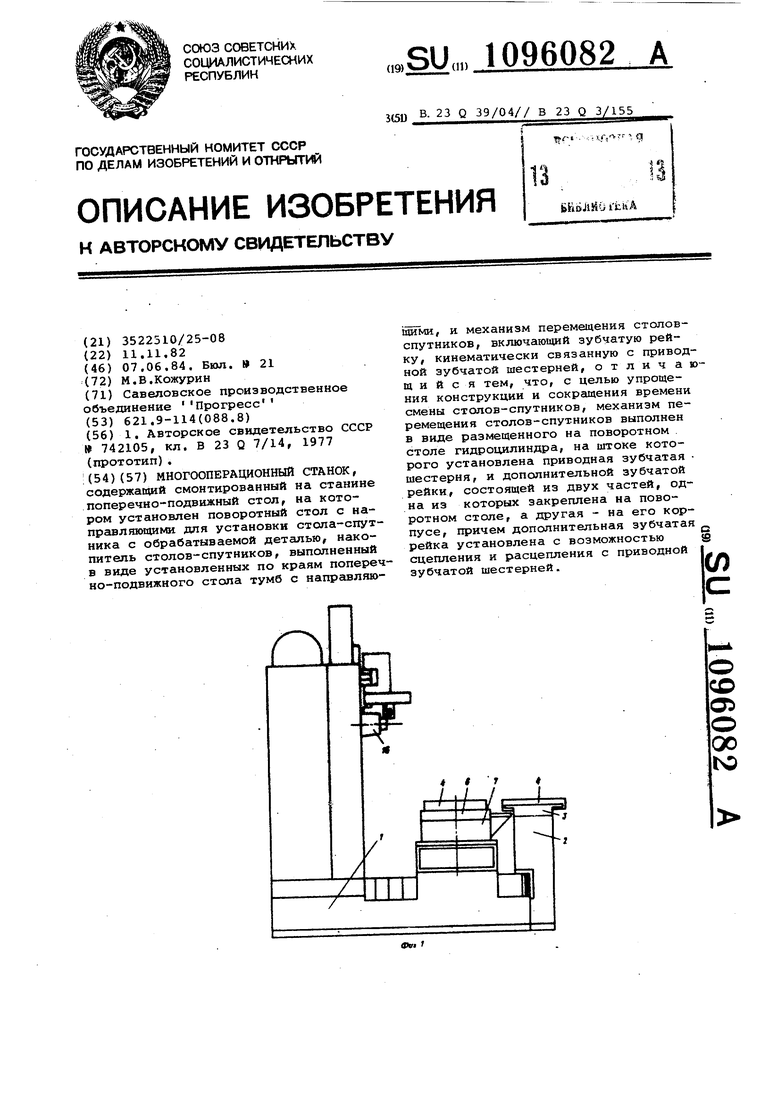
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Металлорежущий станок с устройством для автоматической смены обрабатываемых деталей | 1977 |
|
SU742105A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
