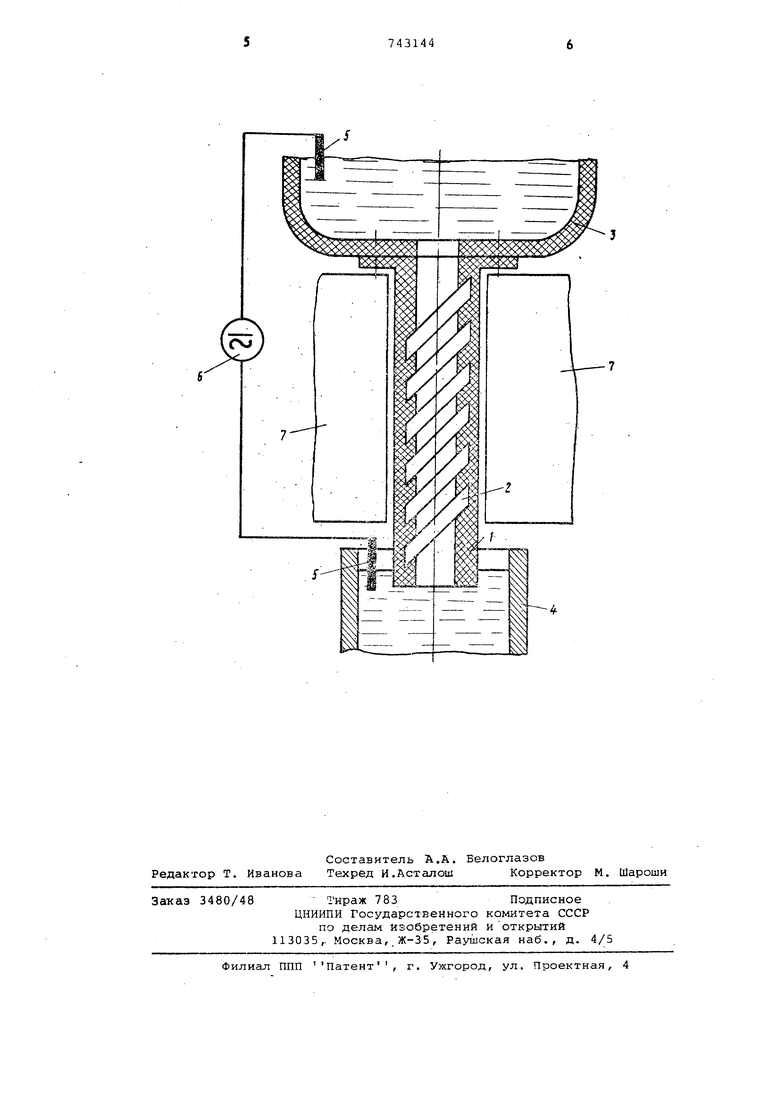
Не чертеже показана конструктивная схема предлагаемого устройства с раздаточной и приемной емкостями. Металлопровод 1 с наклоненными кольцевыми проточками 2, плоскость которых образует острый угол с осью металлопровода, соединен с раздаточной емкостью 3, в которой находится расплавленный металл, и направлен в приемную емкость 4. Электроды 5 введены в контакт с жидким металлом на входе и выходе металлопровода и к ним подключен источник электроэнергии б. С помощью полюсных наконечников 7 сис темы возбуждения в металлопроводе создается поперечное магнитное поле, Благодаря наличию наклонных кольце вых проточек протекающий в жидком металле электрический ток имеет по отно шению к оси металлопровода продольную и поперечную компоненты. При этом век тор магнитной индукции направлен пер пендикулярно к вектору поперечной компоненты плотности тока, в результате чего в металле возникают продоль ные силы, направление которых может быть изменено на противоположное изменением направления вектора индукци или полярности источника электроэнер гии. Кроме того, взаимодействие продольной компоненты тока с полем приводит к появлению в металлопроводе с кольцевыми проточками поперечной электромагнитной силы, обусловливающей возникновение в нем циркуляционных течений в поперечном к основному потоку направлении. Указанные циркуляционные течения оказьшают сильное тормозящее действие на основной поток металла и дополнительно -повьииают в 2-3 раза эффективность действия устройства в стопорном режиме. Целесообразно глубину проточек в металлопроводе выполнять не менее одной трети, а ширину проточек - не более половины диаметра проходного сечения металлопровода. Регулирование расхода можно вести как изменением величины магнитной индукции, так и величины прикладываемого напряжения. Форма кансша может быть любой. Благодаря наличию наклонных проточек удается уменьшать расход в 20 раз. Формула изобретения Электромагнитное устройство для управления расходом жидких металлов, содержащее металло провод из неэлектропроводного материала с полостями, магнитную систему, создающую поперечное магнитное поле в металлопроводе, и размещенные на входе и выходе металлопровода электроды, подключенные ко внешнему источнику электроэнергии постоянного тока, отличающееся тем, что, с целью повышения эффективности, полости металлопровода выполнены по всему периметру в виде наклоненных к оси канала проточек, глубина которых составляет не менее одной трети, а ширина не более половины гидравлического диаметра проходного сечения металлопровода. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство № 305818, кл. Н 02 N 4/20, В 22 D 39/00, 1969. 2.Патент Франции № 1496169, кл. В 22 D, опублик. 1967 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМАГНИТНОЙ РАЗЛИВКИ МЕТАЛЛА | 2001 |
|
RU2221672C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМАГНИТНОЙ РАЗЛИВКИ МЕТАЛЛА | 1998 |
|
RU2160653C2 |
| УСТРОЙСТВО ДЛЯ РАФИНИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ (ВАРИАНТЫ) | 2012 |
|
RU2598730C2 |
| УСТРОЙСТВО ДЛЯ ПЕРЕЛИВА ЖИДКОГО МЕТАЛЛА ИЛИ ЭЛЕКТРОПРОВОДЯЩИХ ЖИДКОСТЕЙ | 2002 |
|
RU2225279C2 |
| Магнитогидродинамический дроссель установки непрерывной разливки металлов | 1977 |
|
SU662250A1 |
| СПОСОБ НАГРЕВА ЖИДКОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2831575C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1996 |
|
RU2110356C1 |
| Магнитогидродинамический дроссель | 1978 |
|
SU789245A1 |
| Устройство для электромагнитной разливки металла | 1986 |
|
SU1405963A1 |
| Электромагнитный насос | 1976 |
|
SU649880A1 |