Изобретение относится к металлургии и может быть использовано для разливки жидких металлов и сплавов.
Известно устройство по а. с. СССР 48265, МПК B 22 D 39/00, предназначенное для дозированного разлива металла, состоящее из емкости для металла, металлопровода и рабочей ячейки, работающей по принципу магнитогидродинамического насоса и установленной под емкостью для металла.
Недостатком конструкции является низкая производительность насоса вследствие повышенного гидросопротивления, возникающего в результате вихревого движения металла в зоне над рабочей ячейкой, которое обусловлено взаимодействием электрического тока в металле, протекающего между электродом и центральным отверстием рабочей ячейки, и магнитного поля, проникающего в эту зону (в а.с. 418264 источник магнитного поля на чертеже не показан).
Известно устройство для электромагнитной разливки металла по а.с. СССР 1405963, МПК B 22 D 39/00, содержащее емкость для разливки металла, в которой свободно установлена в зоне внешнего поперечного магнитного поля дисковая камера с центральным и боковым отверстиями. Источник поперечного магнитного поля установлен под дисковой камерой вне емкости. Соосно центральному отверстию установлен заборный патрубок, а к боковому отверстию подсоединен металлопровод. Токоподвод осуществляется через металлопровод и электрод, погруженный в металл.
Недостатками конструкции являются:
1. Низкая производительность насоса вследствие невозможности создания в дисковой камере индукции магнитного поля более 0,1 Тл, так как имеет место разомкнутая магнитная система с большим немагнитным зазором;
2. Перемешивание металла в емкости в результате взаимодействия магнитного поля за пределами дисковой камеры и рабочего тока приводит вновь к засорению чистого металла примесями, которые были сконцентрированы в поверхностной и донной части емкости в процессе отстоя;
3. Для использования в качестве источника магнитного поля электромагнита требуется дополнительный расход электроэнергии.
Наиболее близким по конструкции и достигаемому техническому результату и выбранным за прототип является устройство для электромагнитной разливки металла (патент РФ 2160653, МПК B 22 D 39/00 от 20.12.00), содержащее емкость для металла и расположенную в емкости дисковую камеру с центральным отверстием и боковым отверстием, соединенным с металлопроводом, снабженное П-образным магнитопроводом, охватывающим дисковую камеру в области между центральным и боковым отверстиями.
Недостатками конструкции является невысокая производительность устройства.
Целью изобретения является увеличение производительности устройства.
Указанная цель достигается тем, что устройство для электромагнитной разливки металла, содержащее емкость для металла, имеет две расположенные в емкости дисковые камеры, каждая камера имеет центральное и два диаметрально противоположных боковых отверстия, одно из которых соединено с металлопроводом, а другое - с боковым отверстием соседней камеры, и устройство снабжено П-образными магнитопроводами, охватывающими дисковые камеры в областях между центральным и боковыми отверстиями.
Разливка металла основана на использовании электромагнитной силы, возникающей в жидком металле в результате взаимодействия рабочего тока, протекающего в дисковых камерах между боковыми отверстиями, и магнитного поля рабочего тока, возбуждаемого между полюсами П-образных магнитопроводов.
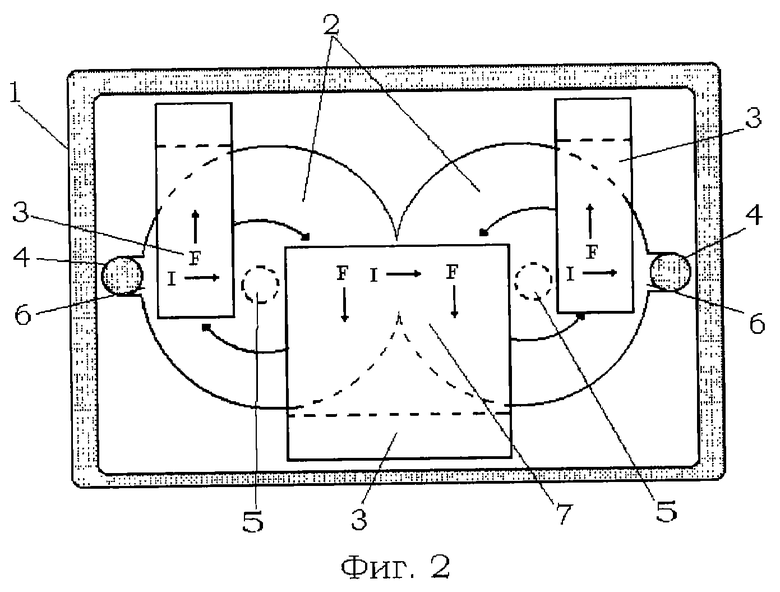
На фиг.1 показано устройство для электромагнитной разливки металла в разрезе. На фиг.2 показан вид дисковых камер сверху.
Устройство для электромагнитной разливки металла содержит емкость 1, внутри которой установлены две дисковые камеры 2 с магнитопроводами 3 и металлопроводами 4. Дисковые камеры имеют центральные (заборные) отверстия 5 и по два боковых отверстия 6 и 7, расположенные в каждой камере 2 диаметрально противоположно друг другу. В области жидкого металла металлопроводы 4 имеют электроизоляцию (на фиг.1 не показано). Для подвода рабочего тока к дисковым камерам 2 использованы металлопроводы 4. Магнитопроводы 3 охватывают дисковые камеры 2 в областях между центральными и боковыми отверстиями.
Устройство работает следующим образом.
Рабочий ток I, подведенный к металлопроводам 4, протекает в дисковых камерах 2 между боковыми отверстиями 6 через боковые отверстия 7 и возбуждает между полюсами П-образных магнитопроводов 3 аксиальное магнитное поле B. В результате взаимодействия рабочего тока I и аксиального магнитного поля B в металле возникает направленная по касательной электромагнитная сила F, величина которой пропорциональна произведению плотности тока и величины индукции магнитного поля. Магнитопроводы 3 охватывают дисковые камеры 2 между центральными 5 и боковыми 6 и 7 отверстиями таким образом, что сила F, возникающая в жидком металле между полюсами магнитопроводов 3 в областях дисковых камер 2, расположенных между центральными отверстиями 5, имеет одно направление, в остальных областях - противоположное. Пара противоположно направленных сил F создает в металле в каждой камере 2 вращающий момент относительно центрального отверстия 5, приводящий к вращению металла в дисковой камере 2, и центробежные силы, возникающие при этом, создают перепад давления между центральными 5 и боковыми отверстиями 6, 7. Металл одновременно через оба боковых отверстия 6 поступает в металлопроводы 4.
Диаметральное течение электрического тока в камерах (в прототипе используется радиальное течение, т.е. от центра к боковому отверстию) вызывает больший вращающий электромагнитный момент в каждой камере, приводящий к созданию большего перепада давления и росту производительности каждой камеры в отдельности, а следовательно, и росту производительности всего устройства.
Установка может длительно разливать металл с температурой до 900oС, что достаточно для разливки таких цветных металлов как алюминий, магний, цинк, олово, свинец и др. Верхняя тепловая граница определяется точкой Кюри материала магнитопроводов; так сплавы 49К2Ф и 65К имеют точку Кюри 980oС, 18КХ - 930oС, 27КХ - 940oС. При выполнении магнитопроводов из кобальта эта температура может быть поднята до 1000-1100oС. Разливка металла с большей температурой возможна при использовании принудительного охлаждения магнитопровода.
Опытную лабораторную установку испытывали при разливке сплава галлия. Внутренний диаметр дисковой камеры был 110 мм. При рабочем токе 1800 А установка развивала в стопорном режиме давление 32527 Па (0,321 атм), а при давлении 13809 Па (0,136 атм) расход сплава составил 0,89 кг/с.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМАГНИТНОЙ РАЗЛИВКИ МЕТАЛЛА | 1998 |
|
RU2160653C2 |
| Устройство для электромагнитной разливки металла | 1986 |
|
SU1405963A1 |
| Устройство для оплавки и разливки металла | 1975 |
|
SU621463A1 |
| Электромагнитное устройство для заливки металла | 1982 |
|
SU1049181A1 |
| МАГНИТОГИДРОДИНАМИЧЕСКИЙ НАСОС | 2005 |
|
RU2285999C1 |
| ИНДУКЦИОННАЯ КАНАЛЬНАЯ РАЗДАТОЧНАЯ ПЕЧЬ | 1988 |
|
RU2007682C1 |
| Индукционная канальная печь для плавления,обработки и разливки жидкого металла | 1983 |
|
SU1072574A1 |
| Устройство для литья под электромагнитным давлением | 1978 |
|
SU738759A1 |
| СПОСОБ, СИСТЕМА И АППАРАТ, ИСПОЛЬЗУЮЩИЕ ВЫСОКОЭНЕРГЕТИЧЕСКИЕ ПОСТОЯННЫЕ МАГНИТЫ ДЛЯ ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕЩЕНИЯ, ТОРМОЖЕНИЯ И ДОЗИРОВАНИЯ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ, ПОДАВАЕМЫХ В ЛИТЕЙНЫЕ МАШИНЫ | 2000 |
|
RU2256279C2 |
| Устройство для испытания материалов в потоке жидкого металла | 1983 |
|
SU1107032A1 |
Изобретение относится к металлургии. Устройство содержит емкость для металла и расположенные в ней две дисковые камеры. Каждая камера имеет центральное и два диаметрально противоположных боковых отверстия. Одно боковое отверстие соединено с металлопроводом, а другое - с боковым отверстием соседней камеры. В областях, расположенных между центральным и боковыми отверстиями, дисковые камеры охватывают П-образные магнитопроводы. В металле создается пара электромагнитных сил, направленных по касательной и противоположно. Возникающий в каждой камере вращающий момент приводит к вращению металла в дисковой камере. Между центральными и боковыми отверстиями создается перепад давлений, обеспечивающий одновременное поступление металла в металлопроводы через оба боковых отверстия. Увеличиваются расход металла и производительность. 2 ил.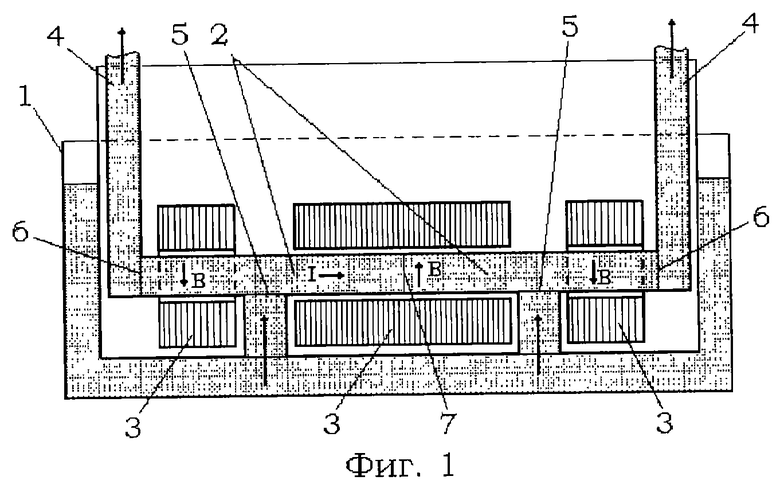
Устройство для электромагнитной разливки металла, содержащее емкость для металла, расположенную в емкости дисковую камеру с центральным отверстием и боковым отверстием, соединенным с металлопроводом, и П-образный магнитопровод, охватывающий дисковую камеру в области, расположенной между центральным и боковым отверстиями, отличающееся тем, что оно снабжено дополнительной дисковой камерой с П-образным магнитопроводом и дополнительным П-образным магнитопроводом, при этом в дисковых камерах диаметрально противоположно первым боковым отверстиям выполнены дополнительные боковые отверстия, дисковые камеры гидравлически соединены дополнительными боковыми отверстиями, а дополнительный П-образный магнитопровод охватывает дисковые камеры в области, расположенной между их центральными отверстиями.
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМАГНИТНОЙ РАЗЛИВКИ МЕТАЛЛА | 1998 |
|
RU2160653C2 |
| Устройство для электромагнитной разливки металла | 1986 |
|
SU1405963A1 |
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ МЕТАЛЛА | 1971 |
|
SU418265A1 |
| Устройство для электромагнитной разливки металла | 1989 |
|
SU1664459A1 |
