Изобретение относится к прокатному производству и может быть использовано при прокатке несимметричных рельсовых профилей, преимущественно остряковых рельсов, характеризующихся большой разницей длины фланцев подошвы с разных сторон профиля.
Известен способ прокатки несимметричных рельсовых профилей типа остряковых рельсов на рельсобалочном стане [1. стр.49, рис 2, рис.3]; который является наиболее близким по своей технической сущности и достигаемым результатам к предполагаемому изобретению и взят за прототип.
К недостаткам способа прокатки несимметричных рельсовых профилей по прототипу следует отнести то, что для прокатки несимметричного в области фланцев подошвы острякового рельса применяется раскат в виде симметричной трапеции. В результате этого в фасонных рельсовых калибрах приходится интенсивно укорачивать один фланец, который на готовом профиле формируется в короткий, а длинный фланец из-за недостатка металла нередко получается незаполненным и не соответствует требованиям по выполнению геометрии профиля. Таким образом неравномерная деформация металла в области фланцев профиля в рельсовых калибрах не способствует качественному оформлению профиля, требует настроек при прокатке, что приводит к снижению качественных показателей и производительности.
Техническая задача, решаемая изобретением, состоит в улучшении качества прокатываемого профиля за счет точного выполнения его геометрии и увеличения производительности.
Технический результат достигается тем, что в известном способе прокатки несимметричных рельсовых профилей типа острякового рельса, включающем многопроходное обжатие заготовки в валках с калибрами, начальное формирование разной длины фланцев подошвы острякового рельса осуществляют в первом несимметричном трапециевидном калибре в дуореверсивной клети 900, смещая гребень нижнего ручья калибра относительно верхнего ручья в сторону будующего короткого фланца подошвы острякового рельса на величину k=3-5 мм, а последующую прокатку осуществляют в симметричных трапециевидных калибрах линии 800 при значительно меньшем заполнении их металлом со стороны будущего короткого фланца подошвы по сравнению с другой стороной калибров, идущей на образование длинного фланца подошвы острякового рельса.
Известное и предложенное технические решения имеют следующие общие признаки: оба они являются способами прокатки несимметричных рельсовых профилей типа острякового рельса, оба включают многопроходное обжатие заготовки в валках с калибрами, предусматривающими применение трапециевидных калибров в качестве черновых, калибров рельсового типа косорасположенных в качестве промежуточных и чистового калибра.
Отличия предложенного способа от прототипа состоят в том, что начальное формирование разной длины фланцев подошвы острякового рельса осуществляют в первом трапециевидном калибре в дуореверсивной клети 900, смещая при расточке валков в нижнем ручье калибра гребень относительно верхнего ручья в сторону будущего короткого фланца подошвы на величину k=3-5 мм, а последующую прокатку осуществляют в симметричных трапециевидных калибрах линии 800 при значительно меньшем заполнении их металлом со стороны будущего короткого фланца подошвы по сравнению с другой стороной калибров, идущей на образование длинного фланца подошвы острякового рельса.
Указанные отличительные признаки проявляют во всей совокупности новые свойства, не присущие им в известных совокупностях признаков и заключающиеся в повышении точности выполнения геометрии профиля, сокращении времени настройки профиля при прокатке и повышении производительности. Это свидетельствует о соответствии предложенного технического решения критерию изобретению "новизна".
При изучении других известных технических решений в данной области техники признаки, отличающие заявляемое решение от прототипа, не были выявлены и поэтому они обеспечивают заявленному техническому решению соответствие критерию "изобретательский уровень".
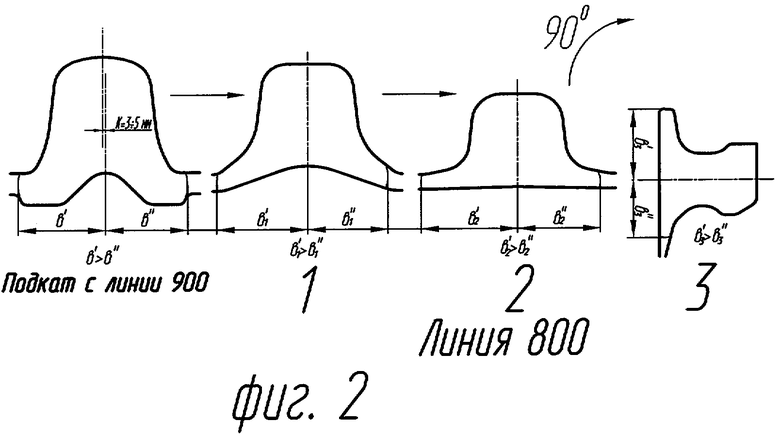
На фиг.1-2 представлен предлагаемый способ прокатки несимметричных рельсовых профилей типа рельсов остряковых ОР-50 и ОР-65 (фиг.3) в черновых калибрах.
На фиг.1 показаны валки дуореверсивной клети 900 с калибрами 1-2-3-4 и схема прокатки в них исходной заготовки (движение заготовки показано стрелками). Поочередная двойная прокатка раската без кантования в калибрах 2 и 3 объясняется стремлением улучшить качество поверхности граней раската, идущих на образование подошвы, головки и массивной шейки профиля за счет предварительной их разрезки с последующей осадкой. В калибре 4, являющемся первым трапециевидным калибром в общей схеме прокатки профиля, при расточке валков предусмотрено смещение гребня нижнего ручья относительно верхнего на величину k=3-5 мм в сторону будущего малого фланца профиля.
На фиг.2 показано заполнение металлом фланцев трапециевидных калибров при прокатке по предлагаемому способу. На фиг.3 показана форма профиля остряковых рельсов типа ОР-50 и ОР-65.
Пример реализации способа показан при прокатке профиля рельса острякового ОР-65 в рельсобалочном цехе ОАО "НКМК".
Исходную заготовку сечением 300×330 мм прокатывают в валках клети 900 по следующей схеме: 2 пропуска в 1-ом калибре до сечения 210×350 мм, после кантования на 90° в калибрах 2-3 до сечения 210×260 мм, после следующей кантовки на 90° в тех же калибрах 2-3 до сечения 155×255 и после очередного кантования на 90° раскат прокатывают в трапециевидном вертикальном калибре до размеров по высоте 165/210 мм и по ширине подошвы - 190 мм. В трапециевидном калибре произведено смещение гребня нижнего ручья относительно верхнего ручьев на величину k=5 мм (фиг.2) в сторону будущего малого фланца подошвы. Такое смещение позволило в последующих симметричных трапециевидных калибрах на линии 800 при прокатке раската в них увеличить длину фланца, ориентированного на образование большого фланца подошвы профиля, и уменьшить длину фланца раската, идущего на образование малого фланца подошвы профиля.
Уменьшение величины смещения гребня в нижнем ручье первого трапециевидного калибра k<3 мм не оказывает необходимого эффекта, а при увеличении величины смещения k>5 мм ухудшается устойчивость прокатки раската в этом калибре, что отрицательно сказывается на точности выполнения элементов готового профиля и на стабильности прокатки.
Использование предлагаемого способа прокатки несимметричных рельсовых профилей в черновых калибрах обеспечивает по сравнению с существующим следующие преимущества:
1. повышает точность выполнения элементов профиля;
2. повышает производительность при прокатке.
Источники информации
1. Журнал "Сталь", 1990 г. № 12, с.47-50.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ РЕЛЬСОВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 2019 |
|
RU2721968C1 |
| СИСТЕМА ЧЕРНОВЫХ КАЛИБРОВ ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2021 |
|
RU2784961C1 |
| СПОСОБ ПРОКАТКИ ТРАМВАЙНЫХ ЖЕЛОБЧАТЫХ РЕЛЬСОВ | 2022 |
|
RU2787897C1 |
| Способ прокатки несимметричных рельсовых профилей | 1989 |
|
SU1667952A1 |
| Способ прокатки рельсов | 2019 |
|
RU2717251C1 |
| СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2005 |
|
RU2284872C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ С ПРОДОЛЬНЫМИ ПАЗАМИ | 2008 |
|
RU2403104C2 |
| Система прямополочных калибров для прокатки рельсов | 1979 |
|
SU869869A1 |
| СПОСОБ КАЛИБРОВКИ КОСОРАСПОЛОЖЕННЫХ КАЛИБРОВ С ЧЕРЕДУЮЩИМСЯ НАПРАВЛЕНИЕМ НАКЛОНОВ В ВАЛКАХ КЛЕТИ ДУО ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2018 |
|
RU2684126C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2015 |
|
RU2595082C1 |

Изобретение относится к прокатному производству и может быть использовано при прокатке несимметричных рельсовых профилей, преимущественно остряковых рельсов, характеризующихся большой разницей длины фланцев подошвы с разных сторон профиля. Задача изобретения - улучшение качества профиля и увеличение производительности. Способ включает многопроходное обжатие заготовки в валках с калибрами: симметричными трапециевидными, которые используют в качестве черновых, косорасположенными рельсового типа - в качестве промежуточных и чистовыми. Начальное формирование разной длины фланцев подошвы острякового рельса производят в первом трапециевидном калибре со смещением гребня нижнего ручья калибра относительно верхнего ручья в сторону будущего короткого фланца подошвы рельса на величину k=3-5 мм. Последующую прокатку в симметричных трапециевидных калибрах осуществляют при значительно меньшем заполнении их металлом со стороны будущего короткого фланца подошвы по сравнению с другой стороной калибров, соответствующей длинному фланцу подошвы рельса. Изобретение обеспечивает повышение точности выполнения элементов профиля, повышение производительности. 3 ил.
Способ прокатки несимметричных рельсовых профилей в черновых калибрах, преимущественно остряковых рельсов, характеризующихся большой разницей длины фланцев подошвы с разных сторон профиля, включающий многопроходное обжатие заготовки в валках с калибрами, предусматривающий использование симметричных трапециевидных калибров в качестве черновых, косорасположенных калибров рельсового типа в качестве промежуточных и чистового калибра, отличающийся тем, что начальное формирование подошвы с разной длиной фланцев осуществляют в первом трапециевидном калибре, со смещением гребня нижнего ручья калибра относительно верхнего ручья в сторону будущего короткого фланца на величину k=3-5 мм, а последующую прокатку в симметричных трапециевидных калибрах осуществляют при значительно меньшем заполнении их металлом со стороны будущего короткого фланца подошвы по сравнению с другой стороной калибров, соответствующей длинному фланцу подошвы.
| СТАЛЬ, 1990, №2, с.47-50 | |||
| СПОСОБ ПРОИЗВОДСТВА ОСТРЯКА СТРЕЛОЧНОГО ПЕРЕВОДА | 1996 |
|
RU2094488C1 |
| Способ прокатки несимметричных рельсовых профилей | 1989 |
|
SU1667952A1 |
| Способ калибровки прокатных валков для прокатки рельсов | 1991 |
|
SU1799647A1 |
| US 4400962 A, 30.08.1983. | |||

