1
Изобретение относится к области станкостроения и может быть использовано при испытании отрезных ножовочных станков на заводе-изготовителе, а также при наладке их на заводе-потребителе.
Известные ножовочные станки включают пильную раму и тиски 1.
Распиливание заготовки ножовочным полотном возможно лишь при ходе его в одну сторону. Поэтому ход пильной рамы в одну сторону является рабочим, а в обратную - холостым. Во время холостого хода хобот станка вместе с рамой совершает «подскок, обеспечиваемый гидроприводом с целью предотвратить преждевременный износ инструмента и обеспечить качественную поверхность реза.
Таким образом, момент начала «подскока (приподнимания) ножовочного полотна совпадает с окончанием рабочего хода, а момент окончания «подскока должен совпадать с моментом начала рабочего хода (или окончания холостого хода).
Иначе говоря, «подскок должен продолжаться на протяжении всего холостого хода пильной рамы. Установить моменты начала и окончания «подскока хобота при отладке ножовочного станка представляется важным, так как преждевременное начало «подскока ведет к потере части рабочего хода, а с.ледовательно, к потере производительности резания, к этому же приводит запаздывание окончания «подскока. С другой стороны, запаздывание начала
5 «подскока приводит к соприкосновению ножовочного полотна и изделия на участке холостого хода, что способствует преждевременному износу и затуплению инструмента - это происходит также при
10 раннем окончании «подскока. В настоящее время моменты начала и окончания «подскока хобота определяют визуально приблизительно. Это приводит к снижению производительности резания и более быстJ5 рому затуплению полотна при эксплуатации станка.
Важным фактором для получения оптимальной производительности станка является усилие вертикальной подачи, которое создается весом хобота и рамы (постоянная часть усилия подачи) и усилием гидроцилиндра (переменная часть усилия подачи, которая устанавливается предохранительным клапаном гидропривода). Суммарное давление на ножовочное полотно ограничено прочностью последнего, так при толш,ине ножовочного полотна 0,8, 1 и 2 мм давление соответственно составляет 5, 10
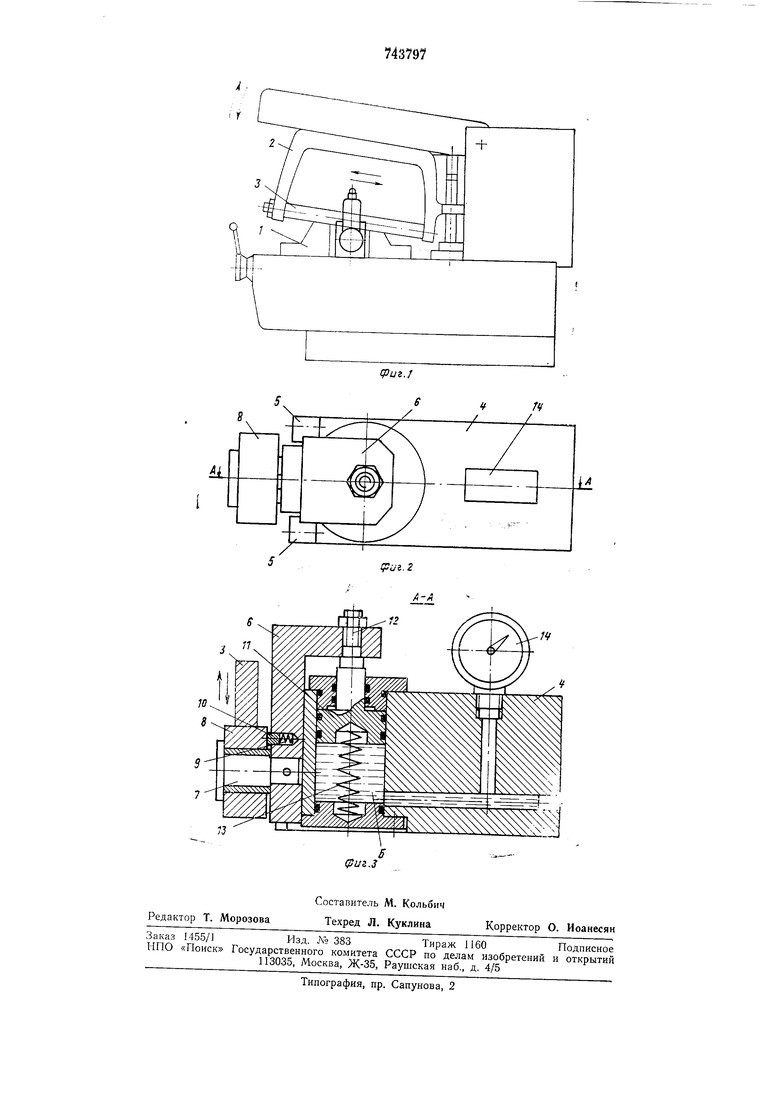
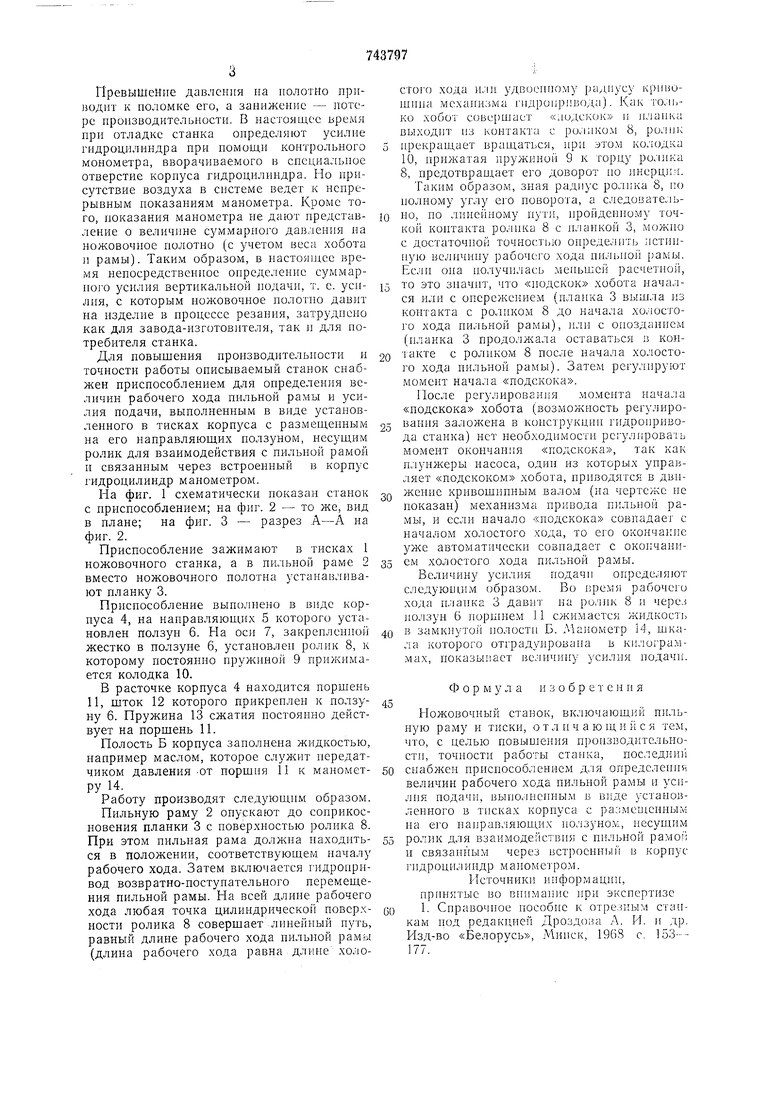
30 и 30 кг. превышение давления на полотно прн ЮД11Т к поломке его, а занижение - потере пронзводительностн. В настоящее время нрн отладке станка определяют усилие гидроцилнндра при номощи контрольного монометра, вворачиваемого в снециальиое отверстие корпуса гидроцилиндра. Но присутствие воздуха в системе ведет к непрерывным показаниям манометра. Кроме того, показания манометра не дают представление о величине суммарного давления на ножовочиое полотпо (с учетом веем хобота и рамы). Таким образом, в настояигее время неносредетвеииое онределение суммарnoio усилия вертикальной нодачи, т. е. усилия, с которым ножовочное полотно давит на изделие в процессе резания, затрудиено как для завода-изготовителя, так и для потребителя станка. Для повышения производительности и точности работы описываемый станок снабжен приспособлением для определения величин рабочего хода пильной рамы и усилия подачи, выполненным в виде установленного в тисках корпуса с размещеиным на его направляющих ползуном, несущим ролик для взаимодействия е нильпой рамой и связанным через встроенный в корпус гидроцилиндр манометром. На фиг. 1 схематически показан станок с приспособлением; на фиг. 2 - то же, вид в плане; на фиг. 3 - разрез А-А на фиг. 2. Приспособление зажимают в тисках 1 ножовочного станка, а в пильной раме 2 вместо ножовочного полотна устанавливают планку 3. Приспособление выполнено в виде корпуса 4, на направляющих 5 которого установлен ползун 6. На оси 7, закренлениой жестко в ползуне 6, установлен ролик 8, к которому постоянно пружиной 9 прижимается колодка 10. В расточке корпуса 4 находится поршень 11, шток 12 которого прикренлен к ползуну 6. Пружина 13 сжатия иостоянно действует на поршень 11. Полость Б корпуса заполнена жидкостью, например маслом, которое слулсит передатчиком давления-от поршия И к манометру 14. Работу производят следующим образом. Пильную раму 2 опускают до сопрнкосновения планки 3 с поверхностью ролика 8. При этом пильная рама должна находиться в положении, соответствующем началу рабочего хода. Затем включается гидропривод возвратно-поступательного перемещения пильной рамы. На всей длине рабочего хода любая точка цилиидрической поверхности ролика 8 совершает лииейный путь, равный длине рабочего хода иильной ра.мы (длина рабочего хода равна длине холо77 стого хода и;1И удпосииому pa.uiycy кривощииа. механизма гидро1;)). Как то;1ько хобот совершает «аодскок и ллаика выходит из коитакта с роликом 8, ролик ирекраидает вращаться, ири этом кол(;дка 10, прижатая ируЛСиной 9 к торцу ро.чика 8, предотвраи ает его доворот ио инерции. Таким образом, зиая радиус ролика 8, по иолиому углу его поворота, а следов ательио, ио линейному пути, иройдеииому точкой коитакта ролика 8 с иланкой 3, можно с достаточной точностью определить истиииую величниу рабочс;го хода иильиой рамы. Если оиа получилась меньшей расчетно, то это значит, что «подскок хобота начался или с онерел ением (планка 3 вышла из контакта с роликом 8 до начала холостого хода пильной рамы), п:и-: с опозданием (иланка 3 продолжала оставаться в контакте с роликом 8 после начала холостого хода пильной рамы). Затем регулируют момент начала «подскока. После регулирования момеита начала «подскока хобота (возможность регулироваиия залол ена в конструкцнн гидропривода станка) нет необходимости регулировать момент окончания «подскока, так как плуил еры насоса, одии из которых управляет «подскоком хобота, прпводятся в движение кривошииным валом (на чертеже ие иоказап) механизма привода пильной рамы, и если начало «подскока совпадает с началом холостого хода, то его окончание уже автоматически совпадает с окопчан ем холостого хода пильной рамы. Величину усилия нодачи определяют следуюни1М (образом. Во время рабочего ход.а п.1аика 3 давит на ролик 8 и через ползун 6 поршнем И сжимается жидкость в замкнутой иолости Б. Манометр 14, шкаjia которого отградунровапа в килограммах, показьп ает величину усилия подачн. Фор м у л а и 3 о б р е т е и и я Ножовочный станок, вк.чючающий пильную раму и тиски, о т л и ч а ю щ и и с я тем, что, е целью повып1еппя производительности, точности работы стайка, последнн сиабл ен приспособлением д.ля определения величин рабочего хода пильиой рамы и усплня иодачн, выполненным в виде устаиовлеиного в тисках корпуса с ра::мен1еииым иа его направляющих ползуном, несущим ролик для взаимодействия с иильной рамоГ; и связаиным через встроенный в корнус гидроцилнидр манометром. Источники информации, пргщятые во впимаине при экспертизе 1. Справочиое пособие к отре, стайкам под редакцией Дроздова А. И. и др. Р1зд-во «Белорусь, Минск, 1968 с. 153--177.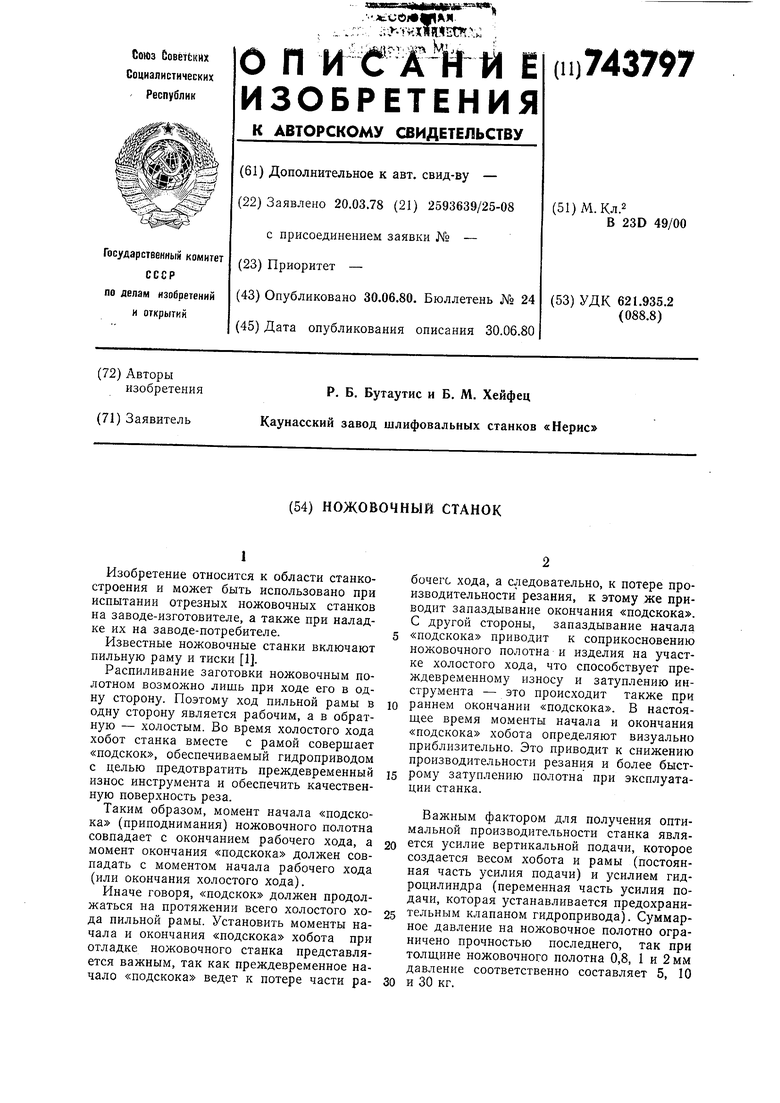
| название | год | авторы | номер документа |
|---|---|---|---|
| Ножовочный станок | 1976 |
|
SU650738A1 |
| Испытательный стенд | 1990 |
|
SU1740137A1 |
| Станок рельсорезный | 1982 |
|
SU1079723A1 |
| ЛЕНТОЧНО-ОТРЕЗНОЙ СТАНОК___.4,J | 1971 |
|
SU308823A1 |
| Отрезной станок | 1984 |
|
SU1177087A1 |
| ЛЕНТОЧНО-ОТРЕЗНОЙ СТАНОК | 2003 |
|
RU2262422C2 |
| Рельсорезный станок | 1978 |
|
SU767263A1 |
| ЛЕНТОЧНО-ОТРЕЗНОЙ СТАНОК | 1999 |
|
RU2151032C1 |
| Поперечный строгальный станок для нарезания лобзиковых пил и ножовочных полотен | 1933 |
|
SU37445A1 |
| ЛЕНТОЧНО-ОТРЕЗНОЙ СТАНОК | 2001 |
|
RU2211120C2 |