изделии, а следовательно, ухудшит качество обрабатываемой поверхности.
Известен многозаходный червячный инструмент со снециальными витками, профиль каждого витка в нормальном сечении с обеих сторон от вершины криволинейный и выполнен в виде дуги окружности ,, где Ri и Rz - радиусы ирофилей но обе стороны от вершины; D-диаметр сверла .
Недостаток этого инструмента состоит в том, что к внтку червячного инструмента прикладывается большая нагрузка, так как канавка сверла сразу обрабатывается по обеим сторонам. Тепловой поток, выделяюп;нйся при одновременной обработке обенх сторон канавки сверла, отрицательно влияет на стойкость инструмента и качество обрабатываемой поверхности.
Вследствие этого стойкость червячного инструмента занижена, особенно если материалом является червячный абразив.
Целью изобретения является увеличеиие стойкости обрабатываемого инструмента и качества обработки.
Поставленная цель достигается тем, что профиль каждого витка в нормальном сечении с одной стороны от вершииы выполнен прямолинейным, с другой - криволинейным, а обраш,енные одна к другой поверхности двух соседних витков аналогичны.
Кроме того, криволинейный профнль одного витка вынолнен соответствуюш,им частям профиля канавки изделия в иормальном сечении, а криволинейный профиль соседнего витка - соответствуюш,им другой части профиля канавки изделия.
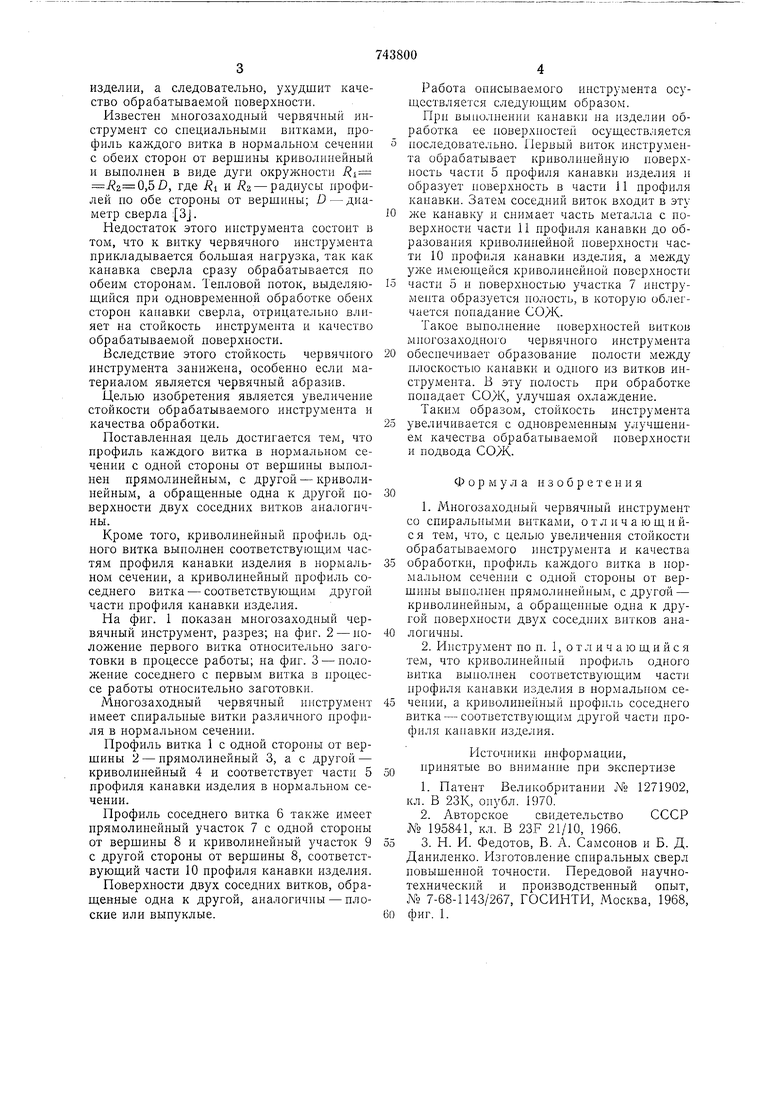
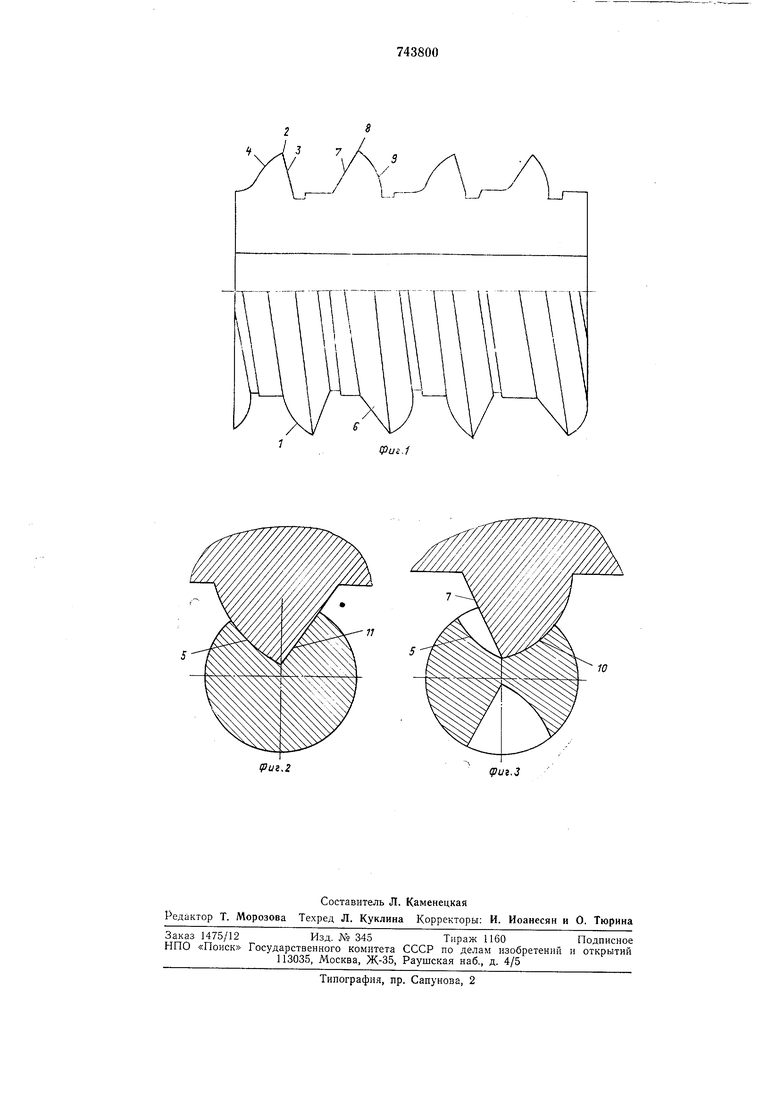
На фиг. 1 показан многозаходный червячный инструмент, разрез; на фиг. 2 - иоложение первого витка относительно заготовки в процессе работы; на фиг. 3 - положепие соседнего с первым витка в процессе работы относительно заготовки.
Многозаходный червячный ниструмент имеет сниральные витки различного профиля в нормальном сечении.
Профиль витка 1 с одной стороны от вершины 2 - прямолинейный 3, а с другой - криволинейный 4 и соответствует части 5 профиля канавки изделия в нормальном сечении.
Профиль соседнего витка 6 также имеет прямолинейный участок 7 с одной стороны от вершины 8 и криволинейный участок 9 с другой стороны от вершины 8, соответствуюш.ий части 10 профиля канавки изделия.
Поверхности двух соседних витков, обраш,енные одна к другой, аналогичны - плоские или выпуклые.
Работа описываемого инструмента осуш,ествляется следуюш,им образом.
Прн вы11о;1нении канавки на нзделии обработка ее иоверхиостеГ осуш,ествляется носледовательно. Первый виток ннструмента обрабатывает криволинейную поверхность части 5 профиля канавки изделия и образует новерхность в части 11 нрофиля канавки. Затем соседиий виток входит в эту
же канавку н снимает часть металла с поверхности части 11 профиля канавкн до образования криволигюйной новерхности части 10 профиля каиавки изделия, а между уже имеюш.ейся криволинейной поверхности
части 5 и поверхностью участка 7 инструмента образуется полость, в которую облегчается попадание СОЖ.
Такое выполнение поверхностей витков многозаходного червячного инструмента
обеснечивает образование полости между плоскостью канавки и одного из витков инструмента. В эту полость при обработке поиадает СОЖ, улучшая охлаждение. Таким образом, стойкость инструмента
уве;1ичивается с одновременным улучшением качества обрабатываемой новерхностн и подвода СОЖ.
Формула и 3 о б р е т е н и я
1.Многозаходный червячный инструмент со спиральными витками, о т л и ч а ю ш, н йс я тем, что, с целью увеличення стойкости обрабатываемого шютрумеита и качества
обработки, нрофиль каждого внтка в нормальном сечении с одиой стороиы от вершины вынолнен ирямолинейным, с другой - крнволинейным, а обраш,енные одна к другой иоверхности двух соседних витков аналогичны.
2.Инструмент но н. 1, о т л и ч а ю ш и и с я тем, что криволинейный профиль одного витка выполнен соответствуюш,им части профиля канавки изделия в нормальном сеченнн, а криволинейный нрофиль соседнего витка - соответствуюш,им другой части нрофиля капавкп изделия.
Источники информации, принятые во внимание нри экспертизе
1.Патент Великобритании N° 1271902, кл. В 23К, опубл. 1970.
2.Авторское свидетельство СССР № 195841, кл. В 23F 21/10, 1966.
3. Н. И. Федотов, В. А. Самсонов и Б. Д. Даниленко. Р1зготовление спиральных сверл повышепиой точности. Передовой научнотехнический и производственный опыт, № 7-68-1143/267, ГОСИНТИ, Москва, 1968,
фиг. 1.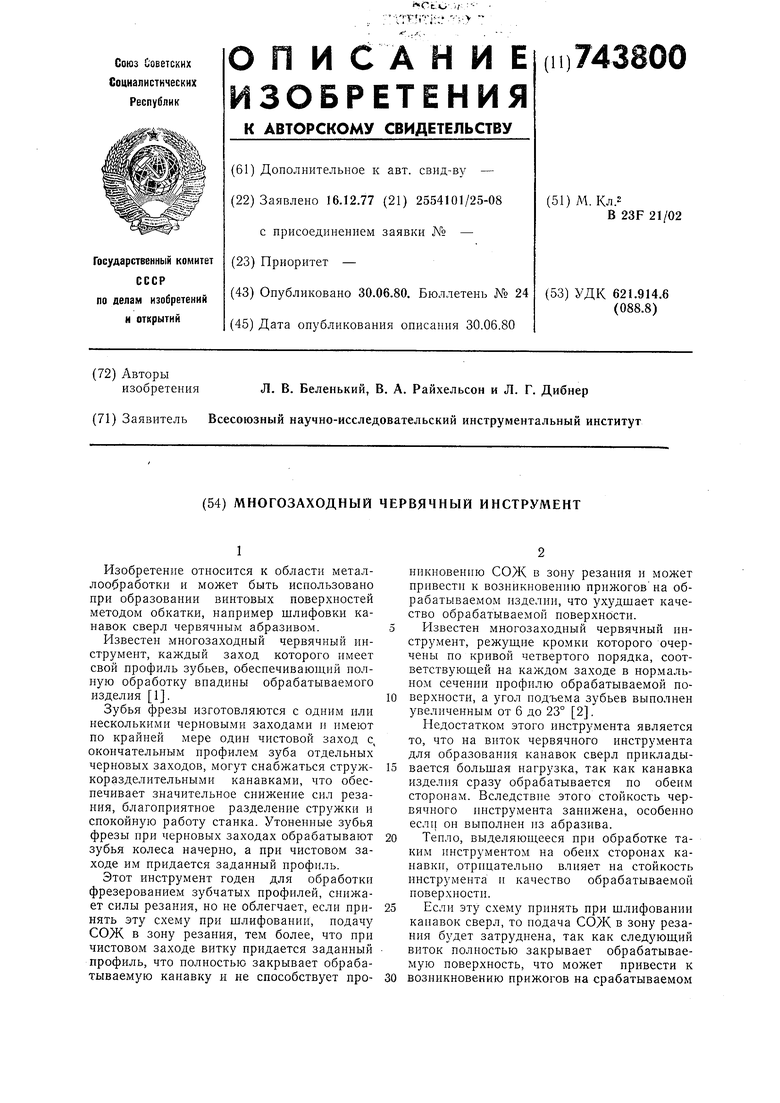
IPUi.Z
(риг.З
