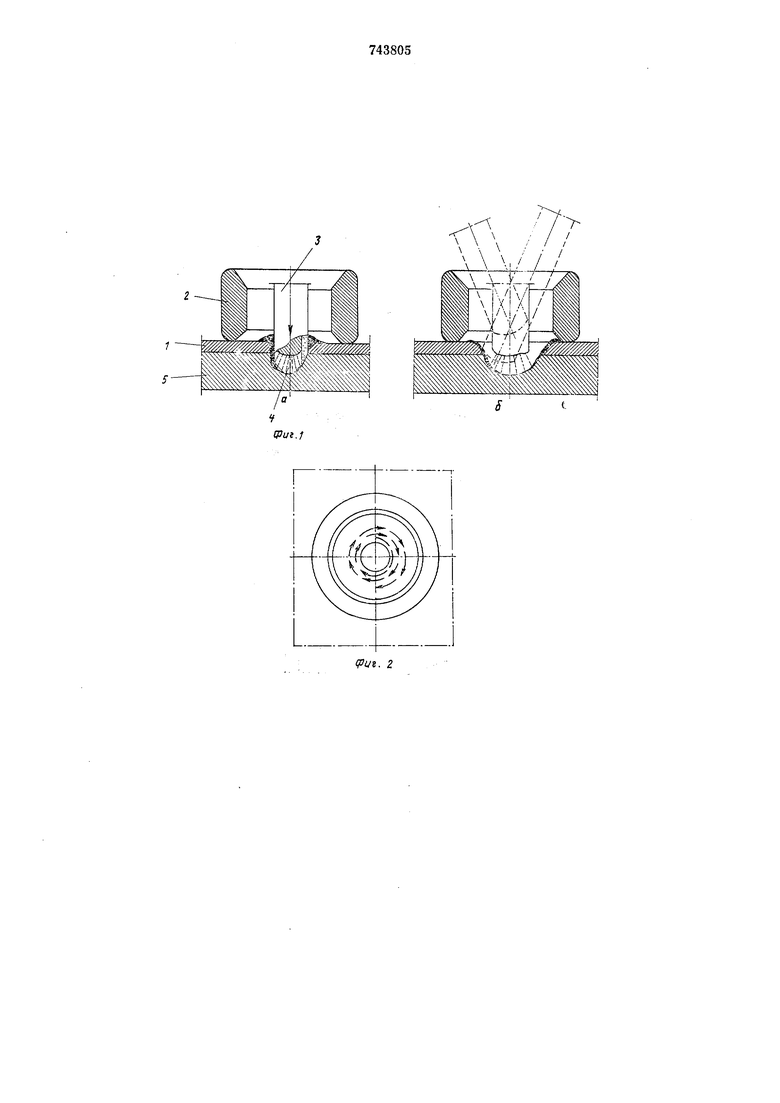
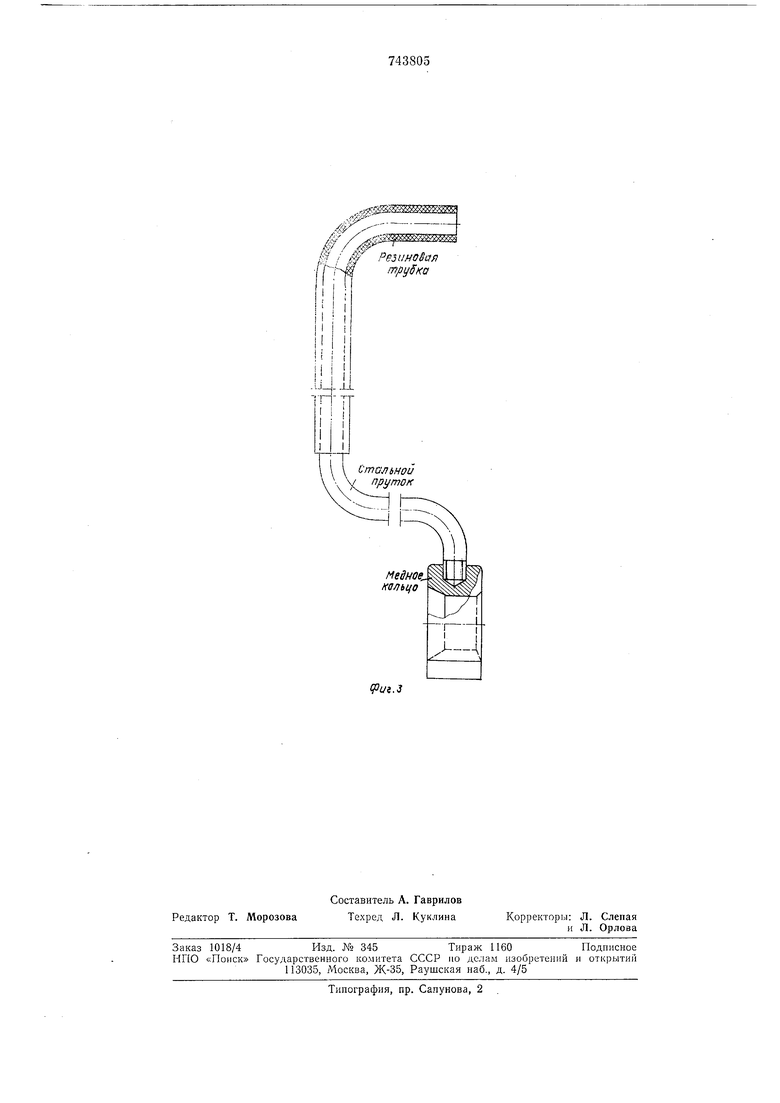
мента прекращают, быстро приподнимают электрод и сообщают его концу спиралеобразное в плане перемещение от центра точки к ее периферии. При этом электрод слегка наклоняют с тем, чтобы расщирить проплавляемую полость. Такое расшнренне образованной- на первом этапе проплавления нолости при сравнительно малых токах возможио благодаря использовапию тепла нагретых на первом этапе пронлавления тонких элементов. Все указанные выше перемещения электрода спиралеобразное и наклонное - осуществляют непрерывно и быстро в пределах формующего кольца. Образование сварной точки заканчивают наплавкой технологического прилива - головки точки.
Для получения головки точки с плавными очертаниями в сечении и без раковин и рыхлот применяется следующая техника. После заполнения полости, электрод располагают строго вертикально и, поддерживая предельно короткую дугу, сообщают ему спиралеобразное перемещение по направлению к центру точки. После наплавки технологического нрилива закорачивают дугу и затем быстро иоднимая электрод разрывают дугу.
Пример осуществления способа.
Электродом марки УОНИИ 13/55 диаметром 4 мм производили приварку оцинкованного профилированного настила толщиной 0,8-1,5 мм к элементам стального каркаса толщнной 4 мм (на весу). При этом сварочный ток 180 А, ностоянный, полярность - обратная.
Формирование точки и ее механические характеристики удовлетворительные.
Качество сварных соедипеннй может быть улучшено. Для этого вместо электродов марки УОПИИ 13/55 следует прн.меиять электроды марок УОНИИ-13/65 или УОНИИ-13/85.
Повыщенне разрушающих нагрузок может быть достнгиуто уве, 11че1111см диаметра формующею кольца.
Если к точкам нредъявлястся требование стойкости против коррозии, вместо электродов упомянутых марок должпы быть исн,ользованы электроды, предназначенные для сварки высоколегированных (коррознонноуст ойчивых) сталей. К таким относятся, иапример, электроды марок ПЛ8, ПЛИ. По сравнению с известными способами дуговой точечной сварки предложенный обеспечивает значительное улучщение механических свойств соединений.
Формула изобретения
Сиособ дуговой точечной сварки соедипений внахлестку с проплавленнем верхнего элемента, при котором производят подачу штучного электрода с нокрытием через установленное на верхнем элементе формующее устройство но центру выполненного
в нем отверстня н заглубление электрода в сварочную ванну, отличающийся тем, что, с целью улучшення качества сварных соеднне)1ий элементов, верхний из которых является бо.тее тонким, нутем увеличення нлощадн сечения проплавляемой нолости, после проплавления верхнего элемента электрод после заглубле1тя выводят из ваииы и сообшаю1 его концу спиралеобразное перемещение от центра формуемой точки к ее пернферии в пределах формующего устройства, при этом ось электрода располагают наклонно.
Источники ннформации, принятые во вннманне нрн экснертизе
1. Авторское свидетельство СССР Л 78959, кл. В 23К 9/00, 1948.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой точечной сварки | 1978 |
|
SU709292A1 |
| Способ дуговой точечной сварки | 1980 |
|
SU958053A1 |
| ЭЛЕКТРОД ДЛЯ ДУГОВОЙ СВАРКИ | 2017 |
|
RU2717429C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ПРОПЛАВЛЕНИЯ ОСНОВНОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ | 2021 |
|
RU2791542C2 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| КОМПОЗИЦИОННЫЙ ПОРОШКОВЫЙ ЭЛЕКТРОД | 1999 |
|
RU2152860C1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ТРУБ С НАРУЖНЫМ ПЛАКИРУЮЩИМ СЛОЕМ | 2018 |
|
RU2684735C1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ТОЛСТОСТЕННЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА ИЗ ВЫСОКОПРОЧНЫХ МАРОК СТАЛИ | 2018 |
|
RU2678110C1 |
| Способ дуговой наплавки ленточным электродом | 1988 |
|
SU1586868A1 |
| Способ дуговой сварки неповоротных стыков труб | 1976 |
|
SU707729A1 |