1
Изобретение относится к области машиностроения и может быть использовано в строительстве, судостроении, энергомашиностроении и других отраслях промышленности, в которых находят применение конструкции, предусматривающие неразъемные соединения, выполняемые дуговой точечной сваркой.
Известен способ дуговой точечной сварки, при котором собранные внахлестку элементы проплавляют с использованием штучного электрода, установленного на верхнем элементе формуюшего устройства и заглубляемого в ванну в процессе сварки 1.
Недостатком известного способа является то, что он не обеспечивает удовлетворительного и равномерного проплавления по всей плошади формируемой точки, особенно при сварке элементов разной толщины, из-за того, что электрод имеет только одно перемещение - вниз, что не способствует разо, греву периферийных участков точки.
Целью изобретения является повышение качества сварных соединений элементов, верхний из которых более тонкий, путем увеличения площади проплавляемой полости.
Поставленная цель достигается тем, что по предлагаемому способу после проплавления верхнего элемента электрод после заглубления выводят из ванны и перемещают его на периферию формующего устройства до упора в стенку полости формующего устройства, а затем - вдоль стенKrf этой полости с кратковременными остановками и с приложением усилия для образования ряда дискретных точек с последующим перекрытием этих точек рядом таких же точек до заполнения полости.
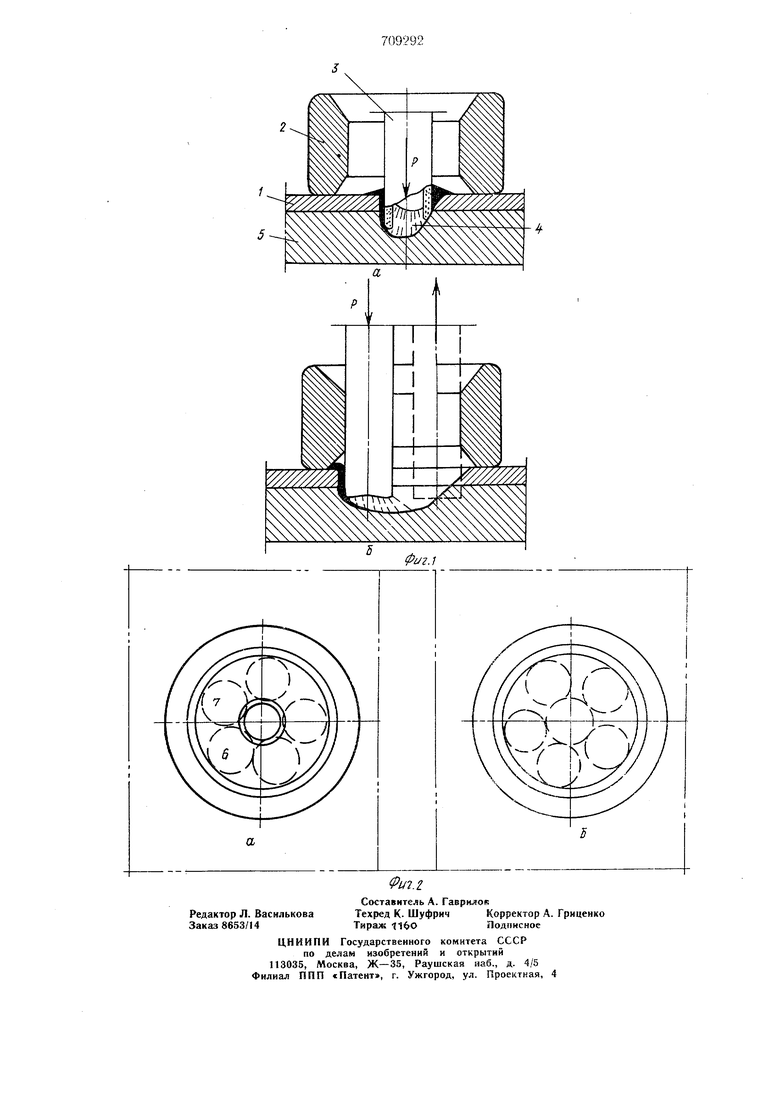
На фиг. 1 (а, б) показаны этапы проплавления при формировании точки; на фиг. 2 (а, б) - порядок образования дискретных точек.
Способ осуществляют следующим образом.
На поверхность наружного элемента 1 (фиг. 1 а) устанавливают формующее устройство 2, которое в течение всего процесса сварки остается на месте, где должна быть поставлена сварная точка. Затем, расположив в центре формующего кольца конец электрода 3, зажатого в электрододержателе трущим движение электрода возбуждают
дугу. Вслед за возбуждением дуги на электрОлТе образуется козырек 4. Торец козырька yriHpaioT в поверхность наружного элемента 1, прикладывая к электроду через электрододержатель усилие, под воздействием которого электрод перемещается вдоль своей оси вертикально вглубь соединяемых металлических элементов. После проплавления нижнего элемента 5 на глубину около 1/2 его толщины дальнейшее внедрение электрода вглубь нижнего элемента прекращают, электрод быстро приподнимают и перемещают в боковую сторону до упора в стенку формующего устройства. В этом положении к электроду вновь прикладывают усилие и под его действием электрод проплавляет новый участок 6 (фиг. 2 а). Затем опять быстро приподнимает электрод и перемещает быстро приподнимают электрод и перемещают его на соседний участок также до упора в стенку формующего устройства. Здесь повторяют проплавление следующего участка 7 и т. д. Так постепенно образуют первый ряд дискретных точек. Все описанные операции быстро повторяют, сдвинув дискретные точки на угол в 10- 15°, перекрывая ими ранее выполненные, и т. д. до заполнения гголости. Образование сварной точки заканчивают наплавкой технологического прилива головки точки.
Все описанные операции проплавлевия элементов выполняют без перерывов и быстро для того, чтобы было наиболее эффективно использовано тепло дуги, аккумулируемое соединяемыми элементами при проплавлении каждого участка.
Пример осуществления способа.
Электродом марки УОНИИ-13/85 диаметром 4 мм производили приварку стальной
мембраны толщиной 4 - 5 мм к элементам стального каркаса 5 - 6 мм (на весу). Диаметр формующей полости24 мм
Сварочный ток180 А
Род токапостоянный
ПолярностьОбратная
По сравнению с известными предложенный способ обеспечивает повыщение механических свойств соединения.
Формула изобретения
Способ дуговой точечной сварки соединений внахлестку с проплавлением верхнего листа, при котором производят подачу штучного электрода с покрытием через установленное на верхнем элементе формующее устройство и заглубляют электрод в сварочную ванну, отличающийся тем, что, с целью повыщения качества сварных соединений элементов, верхний из которых является более тонким, путем увеличения площади проплавляемой полости, после проплавления верхнего элемента электрод после заглубления выводят из ванны и перемещают его на периферию формующего устройства до упора в стенку полости формующего устройства, а затем перемещают электрод вдоль стенки этой полости с кратковременными остановками и с приложением усилия для образования ряда дискретных точек с последующим перекрытием этих точек рядом таких же точек до заполнения полости.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР
№ 78959, кл. В 23 К 9/00, 1948.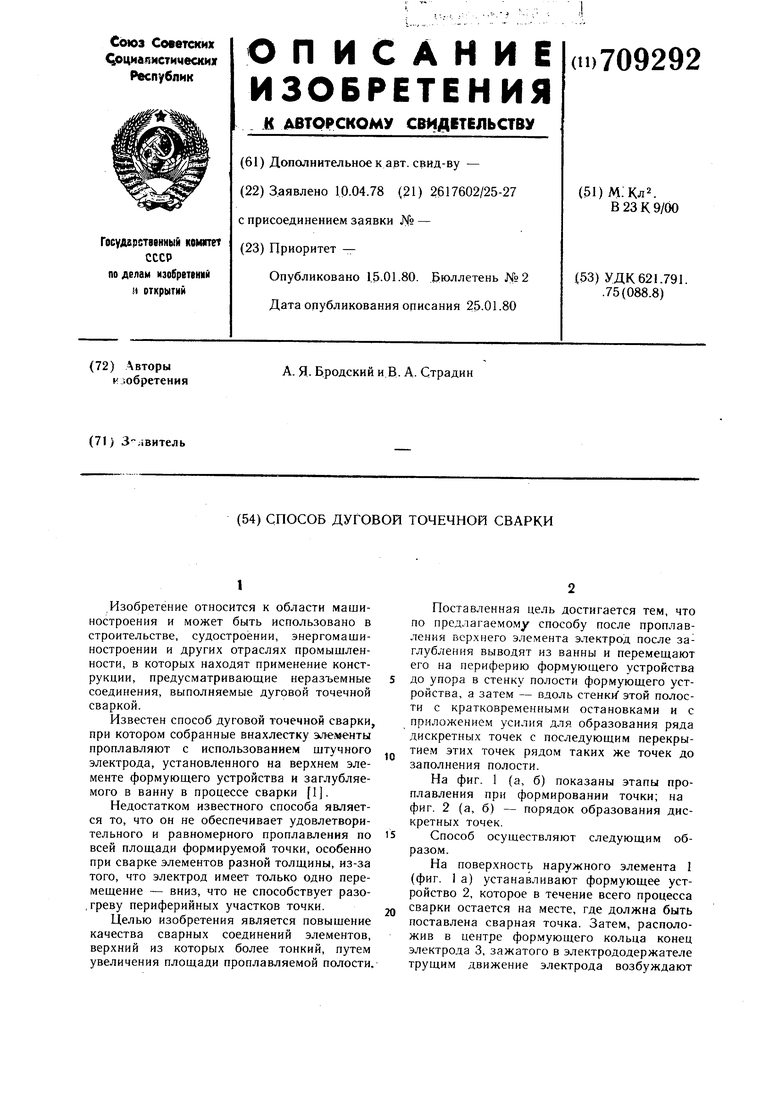
| название | год | авторы | номер документа |
|---|---|---|---|
| "Способ дуговой точечной сварки | 1978 |
|
SU743805A1 |
| Способ электродуговой точечной сварки плавящимся электродом | 1984 |
|
SU1507548A1 |
| Способ дуговой сварки неплавящимся электродом в среде защитных газов проникающей дугой | 2023 |
|
RU2803615C1 |
| Способ дуговой сварки проволоки с листом | 1980 |
|
SU944837A1 |
| Способ дуговой точечной сварки | 1980 |
|
SU958053A1 |
| Способ электрошлаковой сварки ленточным электродом | 1991 |
|
SU1776520A1 |
| Способ дуговой сварки электрозаклепками | 1986 |
|
SU1440641A1 |
| СПОСОБ СВАРКИ НАХЛЕСТОЧНЫХ СОЕДИНЕНИЙ | 2011 |
|
RU2467844C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1967 |
|
SU223225A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПОГРУЖЕННЫМ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2000 |
|
RU2182061C2 |