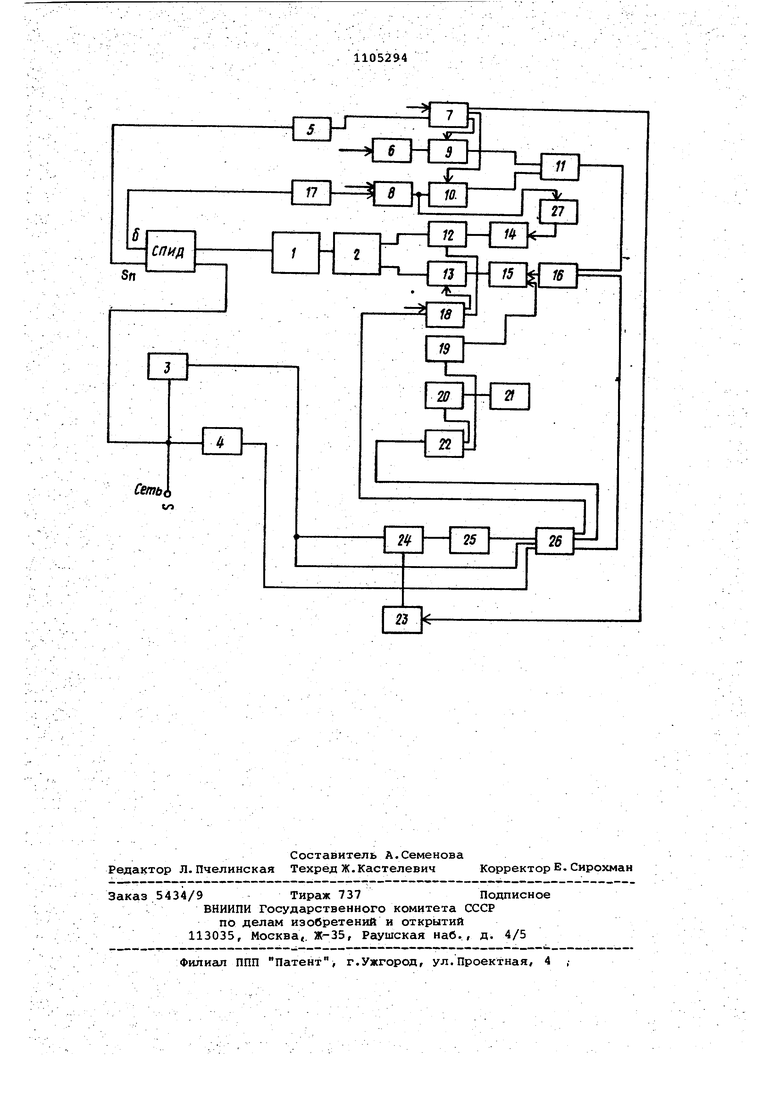
Изобретение относится к станкостроению, конкретнее к автоматизации технологических процессов металлообр ботки на шлифовальных станках. Известно устройство для автоматического управления рабочим циклом врезного ишифования, содержащее элект родвигатель привода поперечной подачи шлифовального круга, датчики активной мощности привода шлифовальног круга, задатчики мощности шлифования, связанные со схемой суммирования, и релейный командоаппарат для включения электродвигателя привода подачи tl Устройство позволяет стабилизировать на заранее заданном уровне мощность ишифования, однако в нем не компенсируются погрешности способа измерения активной мощности шлифования, обусловленные нестабильностью параметров электрического напряжения, питающего электродвигатель привода шлифовального круга, что приводит к погрешностям в отработке задан ных режимов шлифования.. Цель изобретения-- повышение производительности шлифовальных станков и устранение динамических погрешностей в отработке задаваемой программ Поставленная цель достигается тем что устройство для автоматического управления рабочим циклом врезного шлифования, содержащее электродвигатель привода поперечной подачи шлифо вального круга, датчик активной мощности привода шлифовального круга, связанный с первым сумматором, датчи диаметра -шлифовального круга, связан ный со вторым сумматором, вход кото рого также связан с задатчиком мощности чернового этапа шлифования, датчик припуска,связанный с третьим сумматором, вход которого также связан с задатчиком мощности чистового этапа шлифования, и релейный-командо аппарат для включения электродвигате ля привода подачи шлифовального круга, снабжено аналоговой моделью электродвигателя,связанной с первым сумматором, включенным последователь но между датчиком активной мощности и первым сумматором, первым аналоговым ключом и устройством выборки хранения, причем один из входов первого сумматора непосредственно связан с датчиком активной мощности и компаратором программы, вход которого соединен с датчиком припуска, пер вый выход через релейный командоаппа рат - с первым аналоговым ключом, второй выход - с вторым аналоговым {ключом, связывающим задатчик мощноЬти чернового режима с третьим сумма ТОР9М,. третий выход - с третьим анал .говым ключом, связывающим задатчик мощности чистового режима с третьим сумматором, причем выход третьего сумматора соединен с вторьпч сумматором д блоком функциональной связи, вход которого соединен с вьдходом задатчика мощности чернового режима, а выход - с задатчиком скорости быстрого подвода, который через четвертый аналоговый ключ связан с управляемым силовым преобразователем электродвигателя привода поперечной подачи шли-фовального круга, причем второй вход управляемого силового преобразователя связан через пятый аналоговый ключ с выходом блока коррекции, вход которого соединен с вторым сумматором, а также компаратором касания шлифовального круга с деталью, первый выход которого через шестой аналогдвый ключ соединен с лампой визуальной индикации касания шлифовального круга с деталью, а второй выход через седьмой аналоговый ключ - с блоком коррекции. На чертеже представлена структурная электрическая схема устройства управления рабочим циклом врезного шлифования. Предлагаемое устройство содержитэлектродвигатель 1 подачи шлифовального круга на обрабатываемую деталь, управляемый силовой преобразователь 2, датчик 3 активной мощности, потребляемой электродвигателем шлифовального круга из питающей электрической сети, аналоговую модель 4 электродвигателя шлифовального круга, датчик 5 припуска металла, задатчик б мощности шлифования на чистовом этапе обработки, компаратор 7 программы, задатчик 8 мощности шлифования на черновом этапе обработки, аналоговые ключи 9 и 10, суммирующее устройство 11 аналоговые ключи 12 и 13, задатчик 14 скорости быстрого подвода шлифовального круга к детали, блок 15 корректирующего устройства, суммирующее устройство 16, датчик 17 диаметра круга, компаратор 18 начала чернового режима обработки, аналоговые ключи 19 и 20, лампу 21 визуальной индикации момента соприкосновения шлифовального круга с деталью, компаратор 22 момента соприкосновения шлифовального круга с деталью, релейный командоаппарат 23,, аналоговый ключ 24, устройство 25 выборкихранения, суммирующее устройство 26 и блок 27 функциональной связи. Устройство работает следующим образом. Для организации рабочего цикла врезного шлифования устройство реализует способ управления процессом шлифования в функции текущего припуска металла Sn- Текущий припуск металла 5р контролируется датчиком 5, выход , которого подключен на вход компара- . тора 7. На выходе компаратора 7 формируется требуемая для организации рабочего цикла последовательность 1сигналов, которые поступают на управ ляющие входы аналоговых ключей 9 и 10 и релейного командоаппарата 23. Измерение мощности шлифования производится косвенно по активной мощности, потребляемой из питающей сети электродвигателем шлифовального круга с помощью.датчика 3 активной мощности, вход которого подключен к питающей электродвигатель шлифовального круга электрической сети, а выход - к входу суммирующего устройства 26 и входу аналогового ключа 24. Для устранения погрешностей измерения мощности шлифования, обусловленная вариациями потерь мощности холостого хода в электродвигателе шлифовального круга, в предлагаемом устрой стве использован способ запоминания этих потерь с помощью устройства 25 выборки-хранения. Перед началом цикл обработки сигнал с выхода датчика 3 активной мощности через аналоговый ключ 24 подается на вход устройства 25 выборки-хранения, которое запоминает уровень мощности потерь холосто го хода. Для устранения погрешностей измерения мощности шлифования, обусловленных быстротечными изменениями амплитуд и вариациями частотного спектра питаквдего электродвигатель круга сетевого напряжения, устройство дополнительно снабжено аналоговой моделью 4 электродвигателя шлифоваль ного круга, реализующей передаточную функцию электродвигателя шлифовального круга по каналу напряжения питания. Вход аналоговой модели 4 подключен к питающей электродвигатель шлифовального круга электрической сети, а выход - на вход суммирующего устройства 26. На выходе аналоговой модели 4 формируется сигнал компенсации сетевых помех измерения мощности шлифования. При подходе шлифовального круга детали релейный командоаппарат 23/ управляемый через компаратор 7 датчиком 5 припуска металла, переключает аналоговый ключ 24, в результат чего на входы суммирующего устройст ва 26 подаются сигнал активной мощности шлифования с выхода датчика 3 активной мощности, сигнал уровня мощности потерь холостого хода с вы |хода устройства 25 выборки-хранения и сигнал компенсации сетевых помех с выхода аналоговой модели 4. На выходе суммирующего устройства 26 имеет место сигнал, пропорциональны мощности шлифования. Применение в устройстве аналоговой модели 4 позволяет полностью ус ранить динамические погрешности в о работке задаваемой программы измене ния мощности шлифования, вызванных колебаниями амплитуды и вариациями частотного спектра сетевого напряжения, питающего электродвигатель шлифовального круга. Сигнал с выхода суммирующего устройства 26 используется для отрицательной обратной связи по мощности шлифования на этапе черновой обработки детали (с этой целью он подается на вход суммирующего устройства 16). Этот сигнал используется также и для управления компараторами 18 и 22 (, с этой целью он подается с выхода суммирующего устройства 26 на входы компараторов 18 и 22 ), Компараторы 16 и 22 срабатывают при двух разных заранее задаваемых оператором уровнях мощности шлифования. На этапе быстрого подводашлифовального круга к детали аналоговый ключ 12 открыт, а аналоговый ключ 13 закрыт. При этом сигнал с выхода задатчика 14 скорости быстрого подвода подается на вход управляемого силового преобразователя 2, который своим выходом подключен на вход электродвигателя 1 подачи шлифовально|ГО круга к детали. Выход электродвигателя 1 подачи подключен к входу системы СПИД (станок-приспособлениеинструмент-деталь . При этом скорость перемещения шлифовального круга на деталь на этапе быстрого подвода устанавливается в функции величины мощности шлифования на этапе чернового шлифования с помощью дополнительного . блока 27 функциональной связи, вход которого подключен к выходу задатчика 8 мощности шлифования на этапе чернового шлифования, а выход - к входу задатчика 14. Блок 27 устанавливает между скоростью быстрого подвода шлифовального круга к детали и величиной Зсщаваемой мощности шлифования на этапе чернового шлифования линейную зависимость, параметры которой определяются экспериментально исходя из конкретных характеристик системы СПИД. Применение блока 27 функциональной связи позволяет значительно повысить показатели качества переходного процесса в устройстве в момент переключения системы управления с режима быстрого подвода на черновую обработку, что, в свою очередь, позволяет при стабилизации качественных показателей обработки изделия значительно увеличить скорость перемещения шлифовального круга к деташи на этапе быстрого подвода. Таким образом, применение блока 27 функциональной связи позволяет повысить производительность шлифовального станка. На этапе чернового шлифования осуществляется стабилизация мощности шлифования, уровень которой заранее назначается задатчиком 8 по предельной стойкости ашифовального круга или минимуму приведенных затрат и автоматически корректируется по мере изменения относительного диаметра шлифовального круга за счет подачи на вход задатчика 8 сигнала, с выход датчика 17 диаметра круга. Нач:ало чернового этапа обработки фиксируется датчиком 5 припуска. При этом компаратор 7 замыкает анало говый ключ 10 и сигнал с выхода задатчика 8 через суммирующее устройст во 11 подается на вход суммирующего устройства 16, на другой вход которо го поступает сигнал мощности шлифова ния с выхода су1 1мирующего устройства 26. При этом сигнал с выхода суммиру ющего устройства 26 достигает величи ны, при которой срабатывает компарагор 18, который замыкает аналоговый ключ 13 и размыкает аналоговый ключ 12. Таким образом, на в-ход управляемого силового преобразователя 2 поступает сигнал с выхода блока 15 корректирующего устройства, на вход которого поступает управляющий сигнал с выхода суммирующего устройства 16, при этом организуется система стабилизации мощности шлифования на черновом этапе обработки. Компаратор 22 срабатывает в первоначальный момент соприкосновения круга с деталью. При этом аналоговый кпюч 20 замыкается и выдает команду на лаглпу 21 визуальной индикации начала врезания шлифовального круга в детал Аналоговый ключ 19 также замыкается, подавая сигнал команды с выхода компаратора 22 на вход блока 15 корректирующего устройства. При вариациях режущей способности шлифовального круга и жесткости упругой системой СПИД меисцу моментами срабатывания компараторов 22 и 18 будет различное время. Это время используется для автоматической перестройки параметров корректирующего звена в блоке 15 с таким расчетом, чтобы сохранить показатели переходного процесса в системе стабилизации мощности :В момент переключения программы с бы строго подвода на рабочую подачу независимо от величины постоянной времени объекта. Это позволяет, сохранив показатели качества переходных процессов на уровне, достижимом известными устройствами, назначить ско рость перемещения шлифовального круга на деталь на этапе быстрого подвода на максимальном по стойкости шли-, фовального круга уровне. Применение в устройстве блока 27 функциональной связи и компаратора 22 повышает производительность шлифовальных станков, при стабилизации качественных показателей обработки деталей вследствие значительного увеличения скорости быстрого подвода шлифовального круга к детали. Момент начала цикла чистовой обработки фиксируется датчик-ом 5 припуска. При этом компаратор 7 размыкает аналоговый ключ 10, и замыкает аналоговый ключ 9. При этом сигнал с выхода задатчика 6 мощности шлифования на чистовом этапе обработки поступает на вход управляемого силового преобразователя 2. Задатчик 6 формирует экспоненциально изменяющийся сигнал задания величины мощности шлифования на участке чистового шлифования, что позволяет оптимизировать режим шлифования по минимуму машинного времени. По окончании чистового шлифования, что также фиксируется датчиком 5 припуска и включенном на его выход компаратором программы 7 устройство приходит в исходное состояние, и после посаупления новойдетали рабочий цикл врезного шлифования автоматически повторяется. Значительное увеличение скорости перемещения шлифовального круга к детали на этапе быстрого подвода, ставшее возможным в результате применения блока функциональной связи и компаратора, фиксирующего момент касания шлифовальным кругом детали, повзоляет увеличить производительность шлифовального станка в 1,5-2 раза, повысить производительность труда обслуживающего персонала на 30% и снизить норму обслуживания наладчика на 15-20%. Уменьшение динамически}{ погрешностей в отработке задаваемой программы рабочего цикла врезного шлифования, достигаемое вследствие применения аналоговой модели электродвигателя шлифовального круга позволяет при стабилизации на заданном уровне качественных показателей обработки деталей снизить в условиях реального изменения сетевого напряжения в цехах со ш.аифовальными станками на 20-40% количество брака.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления рабочим циклом поперечной подачи при врезном шлифовании и устройство для его осуществления | 1985 |
|
SU1296385A1 |
| Устройство управления рабочим циклом при врезном шлифовании | 1986 |
|
SU1400865A1 |
| Устройство управления шлифованием | 1978 |
|
SU1030149A1 |
| Способ автоматического управления процессом врезного шлифования | 1981 |
|
SU952555A1 |
| Способ управления шлифованием при работе в цикле и устройство для его осуществления | 1984 |
|
SU1204368A1 |
| Самонастраивающаяся система активного контроля размеров и режима обработки деталей при врезном шлифовании | 1985 |
|
SU1391862A1 |
| Способ управления процессом врезного круглого шлифования и устройство для его осуществления | 1986 |
|
SU1382636A1 |
| Способ управления процессом врезного внутреннего шлифования | 1977 |
|
SU645826A1 |
| Система дискретного управленияшлифОВАНиЕМ | 1979 |
|
SU810464A1 |
| Устройство для управления шлифовальным станком | 1981 |
|
SU1053067A1 |
УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ РАБОЧИМ ЦИКЛОМ ВРЕЗНОГО ШЛИФОВАНИЯ, содержащее электродвигатель привода поперечной подачи шлифовального круга, датчик активной мощности привода шлифовального круга, связанный с первым сумматором, датчик диаметра шлифовального круга, связанный с вторым сумматором, вход которого также срязан с задатчиком мощности чернового этапа шлифования, датчик припуска, связанный с третьим сумматором, вход которого также связан с задатчиком мощности чистового этапа шлифования, и релейный командоаппарат для включения электродвигателя привода подачи шлифовального круга, отличающееся тем, что, с целью повышения производительности шлифовального станка и устранения динамической погрешности в отработке задаваемой nporpai-iTvibi, оно снабжено аналоговой моделью электродвигателя, связанной с первым сумматором, включен ним последовательно между датчиком активной мощности и первым сумматором, первым аналоговым ключом и устройством выборки-хранения, причем один из входов первого сумматора непосредственно связан с датчиком активной мощности и компаратором программы, вход которого соединен с датчиком припуска, первый выход через релейный командоаппарат - с первым, аналоговым ключом, второй выход - с вторым аналоговым ключом, связывающим задатчик мощности чернового режима с третьим сумматором, третий выход с третьим аналоговь1М ключом, связы S вающим задатчик мощности чистового режима с третьим сумматором, причем выход третьего сумматора соединен с вторым сумматором и блоком функциональной связи, вход которого соединен с выходом задатчика мощности чернового режима, а вьоход - с задатчи- S ком скорости быстрого подвода, который через четвертый аналоговый ключ связан с управляемым силовым преобразователем электродвигателя привода поперечной подачи шлифовального крусл ю га, причем второй вход управляемого /силового преобразователя связан через пятый аналоговый ключ с выходом со. блока коррекции, вход которого сое4; динен с вторым сумматором, а также компаратором касания шлифовального круга с деталью, первый выход которого через шестой аналоговый ключ соединен с лампой визуальной индикации касания шлифовального круга с деталью, а второй выход через седьмой аналоговый ключ - с блоком коррекции.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Михелькевич В.Н | |||
| Автоматическое управление шлифованием | |||
| М | |||
| , Машиностроение, 1975, с | |||
| Аппарат для передачи фотографических изображений на расстояние | 1920 |
|
SU170A1 |
