1
Изобретение относится к приборам контроля технологических параметров, а более конкретно, к устройствам контроля гранулометрического состава сырья в горнорудной промышленности, промышленности стройматериалов, гидростроительстве и в других отраслях народного хозяйства.
Известно устройство автоматическо-«О го контроля содержания характерных классов крупности в потоке сыпучего материала, позволяющее осуществлять контроль как в подакадей части потока, где производит перемешивание частиц, 15 так и на ленте конвейера. Такое устройство имеет воспринимающий элемент в виде металлической балки или плиты,помещенный в поток падающего материала, с прикрепленными на нем датчиками ускорений колебаний (пьеэодатчиками), избирательные усилители, ограничитель амплитуды, интенсиметры, блок деления сигналов и вторичный регистрирующий прибор 1. 25
:Ввиду непосредственного взаимодействия воспринимающего элемента с потоком абразивной среды устройство имеет низкую надежность, что вызы-, вает.необходимость периодической за- 30
мены воспринимакяцего элемента. Уменьшение массы балки и плиты вследствие их быстрого износа приводит также к изменению резонансных частот их колебаний и, как результат этого, к уменьшению точности измерений.
Указанные недостатки устранены в устройствах, принцип действия которых основан на изменении сопротивления магнитной цепи, частью которой является контролируемый материал.
Известно устройство, включакядее ленточный конвейер с перегрузочным бункером и неподвижной станиной, жестко закрепленный на станине непосредственно ,под лентой передающий элемент (индукционный датчик), усилитель, ограничитель амплитуды (формирователь импульсов) интенсиметр (частотомер) и вторичный регистрируквдий прибор 2J.
Магнитная цепь индукционного датчика замыкается через транспортируемый материал и,вследствие непостоянсттва гранулометрического состава железной руды при движении потока над датчиком, сопротивление цепи изменяется. Это приводит к возникновению электрического сигнала на выходных зажимах датчика,который анализируется электронной схемой устройства.
В известном устройстве магнитная цепь идукционного датчика замыкается в основном только через нижний слой потока материала, лежащий непосредственно на ленте конвейера. Таким образом, показания устройства могут характеризовать гранулометрический состав всего потока материала при условии, что там, где установлен индукционный датчик, имеет место равномерное распределение частиц материла по сечению потока. Ввиду гранулометрической сегрегации, имеющей мест при движении сыпучих материалов на ленточных конвейерах, такое условие выполнимо только при установке индукционной головки под перегрузO4HtiCM бункером. Практически же невозможно установить индукционную головку под бункером из-за прямых ударов частиц материала о ленту.
Вследствие указанной гранулометрической сегрегации контролируемого потока, устройство имеет низкую точность, а так как большинстве перерабтываемых материалов немагнитны, ограниченное примерение
Цель изобретения - повышение точности и надежности измерений.
Указанная цель достигается тем, что в устройстве использованы два передающих элемента, один из которых жестко прикреплен к станине конвейера на росстоянии, равном половине ширины ленты от. перегрузочного бункера, а второй выполнен подвижным по направлению движения ленты. Передающие элементы выполнены в виде подпружиненых к ленте конвейера роликоопор подвижных в вертикальной плоскости, а прикрепленные к каждому из них вибродатчики подключены к избирательным усилителям. „
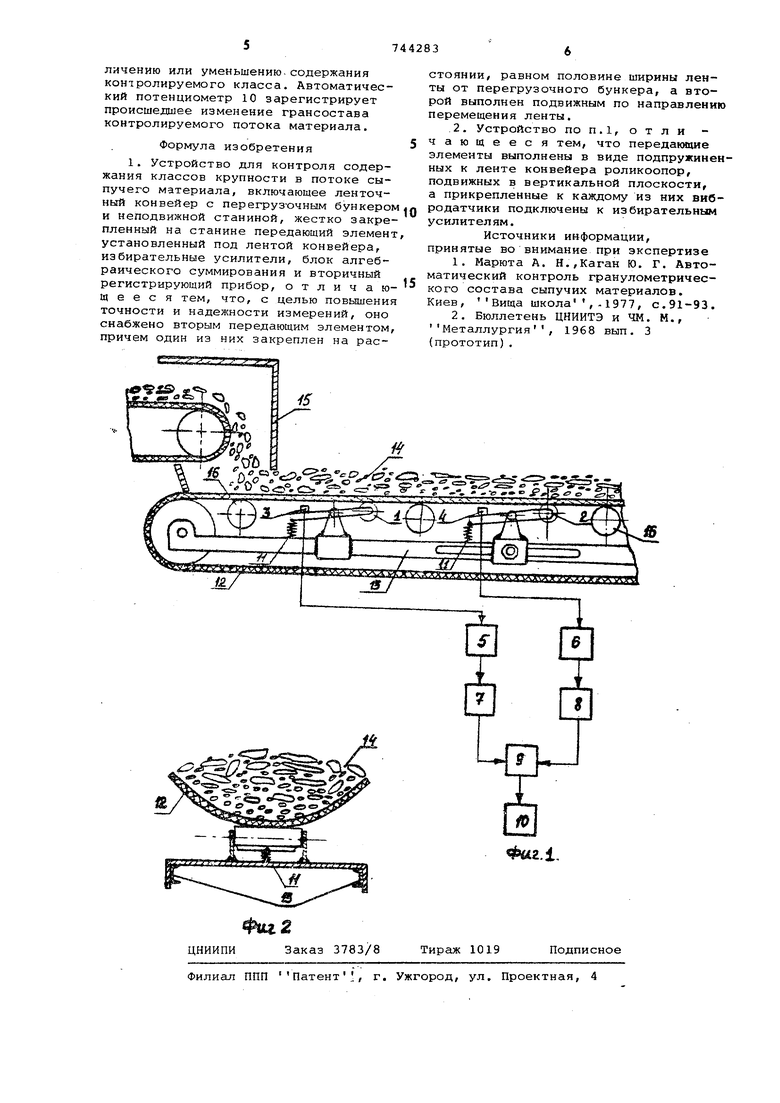
На фиг. 1 представлена блок-схема устройства и общий вид установки передающих элементов на конвейере; на фиг. 2 - поперечное сечение конвейера с передающим элементом,
В устройстве к роликоопорам 1 и 2 прикреплены вибродатчики 3 и 4.Вибродатчики подключены к избирательным усилителям5 и 6, которые подключены к. выпрямителям 7 и 8. Выходы выпрямителей соединены с входами блока 9 алгебраического суммирования,на выходе которого подключен вторичный регистрирующий прибор 10. Роликоопоры 1 2 подпружинены с помощью пружин 11 : к ленте 12 конвейера и установлены на его неподвижной станине 13. Место закрепления роликропоры 2 определяется степенью гранулометрической сегрегации контролируемого потока и может быть определено, например, следуквдим образом: с остановленного под нагрузкой конвейера через каждые 0/5 м, начиная от места установки роликоопоры 1,снимают пробы материала и рассеивают отдельно верхнюю и
нижнюю по высоте сечения половины на сите, размер ячеек которого соответствует контролируемому классу (например +20мм). Там, где относительное содержание контролируемого класса в верхней половине; сечения равно 1,35 - 1,5 и необходимо произвести закрепление, контролируемый поток 14 ссыпается на ленту конвейера в перегрузочном бункере 15.
При работе конвейера роликоопоры 1 и 2 совершают вынужденные колебания в вертикальной плоскости под действием ленты 12. Помимо низкочастотных составляющих спектра колебаний ленты, вызываемых неравномерностью погонной массы материала и наличием эксцентриситета несущих роликоопор 16 конвейера, в спектре присутствуют также колебания с более высокими частотами. Последние обусловлены осуиествляe ЬJM через, ленту механическим взаимодействием частиц нижнего, слоя материала с несущими роликоопорами конвейера. Амплитуды высокочастотных составляющих спектра изменяются при изменении содержания контролируемых классов в нижней половине потока. Вследствие гранулометрической сегрегации высокочастотные колебания ленты 12 в местах установки роликоопор 1 и 2 различны, так как содержание крупных классов в лежащем непосредственно на ленте слое материала при движении потока изменяется. Вследствие этого и спектры колебаний роликоопор 1 и 2 различны. Сигналы вибродатчиков 3 и 4 преобразуются по двум идентичным самостоятельным каналам. Сигнал вибродатчиков 3 поступает на вход избирательного усилителя 5, где выделяется высокочастотная составляющая спектра, соответствующая резонансной частоте передающей роликоопоры 1 Выделенная составляющая преобразуется в постоянное напряжение выпpя 4итeлeм 7, Канал преобразования сигнала вибродатчика 4 аналогичен. В блоке 9 алгебраического суммирования сравниваются выходные сигналы выпрямителей 7 и 8, а разностный сигнал поступает на вход вторичного регистрирующего прибора 10.
Устройство работает следующим образом.
При изменении гранулометрического состава транспортируемого материала 14 изменяе ся степень гранулометрической сегрегации контролируемого потока на участке между местами установки передающих роликоопор, вследствие чего содержание контролируемого крупного класса в нижней части сечения над роликоопорой 2 изменяется. В результате изменяется высокочастотная часть спектра сигнала вибродатчика 4, Таким образом, на выходе блока 9 г1лгебраического сложения резонансный сигнал изменяется пропорционально уве
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля содержания крупного класса в потоке сегрегированного материала | 1977 |
|
SU659184A1 |
| Установка для контроля крупности в потоке кускового ферромагнитного материала | 1976 |
|
SU684427A1 |
| Устройство для контроля содержания крупного класса в потоке кускового материала | 1977 |
|
SU701709A1 |
| Способ контроля содержания крупного класса в потоке кускового материала | 1977 |
|
SU662145A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО КОНТРОЛЯ СРЕДНЕЙ КРУПНОСТИ ПОТОКА СЫПУЧЕГО МАТЕРИАЛА | 1972 |
|
SU344889A1 |
| Стенд для исследования параметров конвейерной линии и сегрегации транспортируемого по ней материала | 1982 |
|
SU1090632A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ СОДЕРЖАНИЯ КРУПНОГО КЛАССА В ИСХОДНОЙ РУДЕ | 1973 |
|
SU394099A1 |
| Способ контроля содержания классов крупности сыпучего материала | 1976 |
|
SU556834A1 |
| Способ контроля заполнения бункера | 1990 |
|
SU1792899A1 |
| Способ автоматического контроля крупности кускового материала | 1990 |
|
SU1749778A1 |
