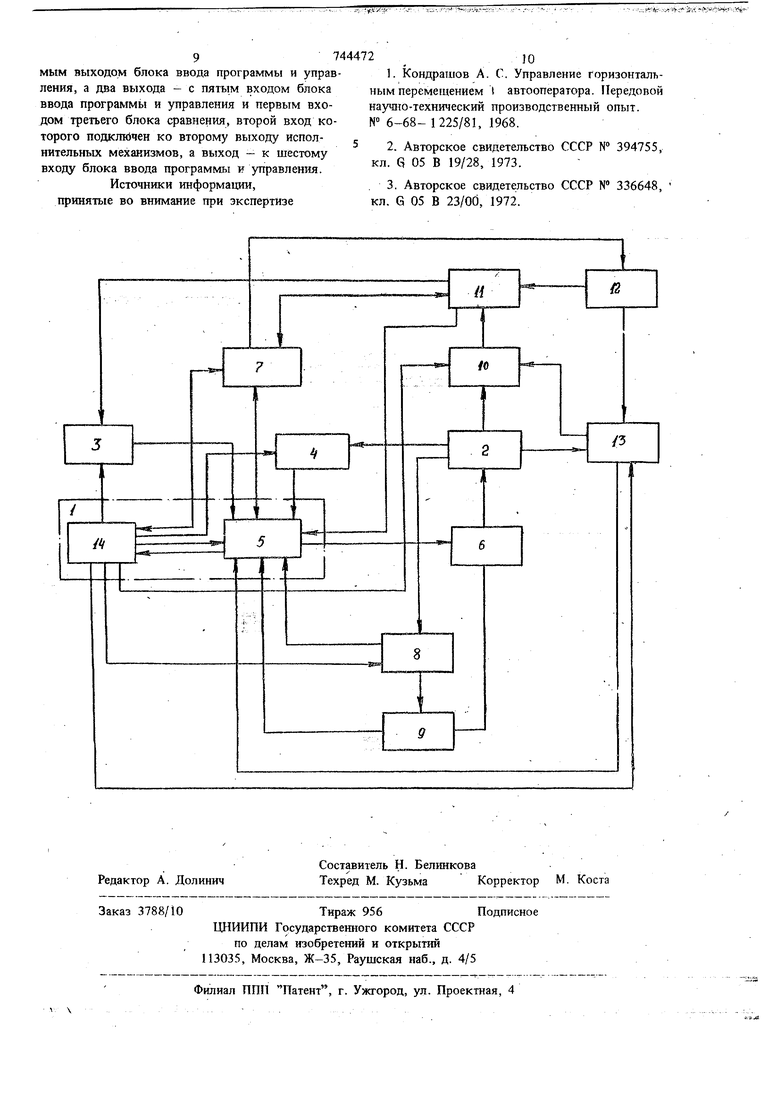
(54) УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ АВТОМАТИЧЕСКИМ : Изобретение относится к автоматгоации прбйз Бедственных процессов и может быть использовано, в линиях химической обработки печатных плат в радиоэлектронной промышленности. Известны устройства для управления автомв: тическими Л1ШИЯМИ, содержащие программный коммутатор датчики положения автооператора на линии, блок автоматического выбора направления перемещения автооператора, блок управления исполнительными механизмами 1 и 2. Недостатком известных устройств является применение трех датчиков для каждой позиции останова: предварительного торможения, фиксированного останова и двоичного датчика положе ния автооператора на линии, что приводит к увеличению суммарной динамической ощибки при остановке автооператора на заданной позиции. Это, в свою очередь, вызывает увеличение габаритов ванн и линии. Применение в устройстве тор(можения двигателя электромагнитного тормоза вызывает частую регулировку тормоза вследствие деформации прижимающей пружиньь Кроме того, неисправность схемы автоматического выбора направления перемещения автоЛИНИЯМИоператора (например, залипание контактов реле, или динамическая ощибка в двоичном дат-/ чике положения автооператора на линии) приводит к ложному выбору направления перемещения, что недопустимо при управлении процессом химической обработки печатных плат. Наиболее близким техническим решением к изобретению является устройство для управления автоматическими линиями, содержащее блок датчиков перемещений, соединенный с блоком переработки 1тформации, программный блок, реверсивный блок счета позиций, соединенный с регистром счета позиций, блок счета времени, регистр команд, регистр задания позиций, блок управления автооператором, соединенный с регистрами задания позиций и счета позиций через блок совпадений, исполнительный механизм, соединенный с блоком управления автооператором и с блоком датчиков перемещений, выходы блока переработки информащ1и подключены к программному блоку, реверсивному блоку счета позиций, блоку счета времени и блоку управления автооператором, один из выходов которого соединен с блоком счета времени, а входы - непосредственно через блок совпадений с блоком счета времени и через регистр команд с программным блоком, выходы которого подключены к регистру команд и регистру задания позиций 3. :. - . Недостатками устройства, является невозможность оперативной, непрограммной коррекции временной выдержки печатных плат в ванне по мере истощения раствора и некоторая громоздкость аппаратурного решения, связанная с введением двух регистров - распределителей. Кроме того, отсутствие датчика занятой ванны и схемы автоматического выбора направления перемещения автооператора является причиной аварийной ситуации на линии. Цель изобретения - повышение надежности и точности устройства за счет установления стро гого приоритета исполнения операций и учета изменений состояния позиций во времени. Указанная цель достигается тем, что в извест ное устройство для управления автоматическими линиями, содержащее блок ввода программы и управления, первые вход и выход которого соединены соответственно с выходом и с первым входом блока задания времени, второй. выход - со входом исполнительных механизмо второй вход и третий выход - с выходом и первым входом первого блока сравнения соответственно, второй вход которого подключен к первому выходу блока датчиков, соединенного входом с первым выходом исполнительных механизмов, введены блок приоритета операций, второй и третий блоки сравнения, блок Диагностики технологических параметров , блок коррекции программы, блок задания уста вок технологических . параметров и блок кон троля исполнения операций, три входа которого подключены ко второму выходу блока датчиков, первому выходу блока задания уставок технологических па| аметров и четвертому выходу блока ввода программы и управления соответственно, а два выхода - к третьему входу блока ввода программы и управления и первому входу блока диагностики технологичес ких параметров, соединенного вторым входам с пятым выходом блока ввода программы и упрайления, третьим входом - с третьим вьтходом блока Датчиков и выходом - с первым входом блока коррекции программы, первый выход котсфогр подключен к четвертому входу блока ввода программы и управления, второй выход - ко второму входу блока задания времени, второй вход - ко второму выходу блока задания уставок технологических параметров, соединенного входом с вь1ходом блока прйоритёта операций, первые входы которого подключены к щестым выходам блока ввода iitporjpisMMb и управления, а вторые - к ipe744472 тьим входам блока коррекции программы, два вХЬйа второго блока сравнения соединены с четвертым выходом блока датчиков и седьмым выходом блока ввода программы и управления, а два выхода - с пятым входом ввода программы и управления и первым, входом третьего блока сравн(ения, второй вход которого подключен ко второму выходу исполнительных механизмов, а выход - к шестому входу блока ввода программы и управления. На чертеже представлена блок-схема устройства. Устройство для управления автоматическими линиями содержит блок 1 ввода программы и управления, блок 2 датчиков, блок 3 задания времени, первый блок 4 сравнения, формирователь 5 управляющих сигналов, исполнительные механизмы 6, блок 7 приоритета операций, второй блок 8 сравнения, третий блок 9 сравнения, блок 10 диагностики технологических параметров, блок 11 коррекции программы, блок 12 задания уставок технологических п араметров, блок 13 контроля исполнения операций, узел 14 ввода информации. Блок 1 ввода программы и управления предназначен для обеспечения информацией и взаимосвязанной работы блоков. Узел 14 определяет последовательность всех операций, проводимых автооператором и производит необходимую коммутацию цепей в блоке 3 задания времени и формирователе 5 управляющих сигналов. Программа, нанесенная на носитель информации, обладает определенной информационной избыточностью. Имеющаяся информационная избыточность используется для контроля исполнения операций в блоке 13 контроля исполнения операций. Общая синхронизация узла 14 обеспечивае-ся. сигня лами блока 7 приоритета операций. Блок 1 задает также .предельные значения основных электрических параметров линии и через блок Ш диагностики технологических параметров и второй блок 8 сравнения обеспечивает сравнение величины контролируемых параметров сих эталонными значениями. Блок 2 датчиков используется для выдачи управляющих сигналов во все блоки устройства, связанные с регистрацией и отработкой сигналов об истинном положении автооператора. Исходной информацией для этого блока 2 является информация с датчиков положения автооператора на линии, с датчиков занятых ванн, с датчиков верхнего или нижнего положения каретки (на чертеже не показаны). Блок 3 задания времени служит для обеспечения заданной выдержки времени на каждой технологической операции и управляется сигналами узла 14 и блока 11 коррекции программы. Основными узлами блока 3 являются вьгсокоточные реле времени. Управляющие сигналы из узла 14 осуществляют программное изменение количества дискретных отсчётов для выбранного реле времени. По сигналам нз блока 11 коррекции программы осуществляется непрограммная операгивная Коррекция временных интервалЬв на линии путём юменения цены программной метки времени. Первый блок 4 сравнения производит анали информации, полученной из узла 14 и блока 2 датчиков по сигналам с и выдает в формирователь 5 управляющих сигналов сигна на продолжение движения автооператора до со падения кодов с носителя информации и с лини Формирователь 5 управляющих сигналов обе печивает синхронную работу исполнительных м ханизмов 6 на линии. Основными тактзтошими сигналами для этого блока являются сигналы из узла 14 ввода информации и блока 3 задания времени. По этим сигналам обеспечивается включение исполнительных механизмов автооператора и выполнение команд Вперед, Назад, Опускание, Подъем. По окончани команды выдается сигнал в узел 14 на смену кадра программы. Испольнительные механизмы 6 имеют два реверсивных привода, обеспечивающих горизонтальное движение автооператора и верти альное движение каретки с печатньгми платами. Включение приводов производится специальными контакторами, которые имеют сигнальные контакты для передачи в третий блок 9 сравнения кодированной информации о направлении движения. Блок 7 приоритета операций осуществляет анализ действий, которые должен выполнить автооператрр в одном кадре программы и опре деляет их приоритет и последовательность. Схема этого блока 7 выполнена в виде распределителя и наборного коммутатора (на чертеже не показаны), что позволяет выполнить в одном кадре программы целую совокупность опе раций по обслуживанию такого технологического процесса, когда автооператбр последовател но переносит кассету с платами по ваннам, рас положенным одна за другой. Имеется возможность программного обращения к одному из исполнительных механизмов 6, непосредственно связанному с формирователем 5. Во втором блоке 8 сравнения производится регистрация текущих положений после подачи из блока 2 датчиков сигнала на торможение одного из исполнительных механизмов 6. Блок 8 производит периодическую подачу тормозных импульсов в формирователь 5. Выдача тормозных импульсов прекращается по сигналам из блока 2 датчиков по достижении автооператором заданного положения. V Третий блок 9 сравнения обеспечивает контроль схемы автоматического выбора направлени движения автооператора, являющейся составной частью формирователя 5. Такой контроль обеспечивается информационной избыточностью, заложенной в программе узла 14. В кадре програм №1 у :азыМе тШ 1Ге бльШ да ЩШШаШв но и на йрайлёйие перемещения автооператора. Код направления перемещения, заложенный в программе, сравнивается в блоке 9 сравнения с кодом со схемы автоматического выбора напрЗвления перемещения формирователя 5. Это существенно повыщает надежность устройства и предотвращает возможности йознйКМбШния аварийной ситуации на линии вследствие сбоя в работе формирователя 5., Блок 10 диагностики технологических параметров обеспечивает оперативный программный и аппаратный контроль технологического процесса путем сравнения программных уставок с эталонными, а также выводит на заданный режим работы нагреватели растворов ванн, колориферы для сушки печатных плат, поддерживает заданные плотности растворов. Сигнализация блока 10 указывает позицию, на которой находится автооператор, адрес следующей позиции останова, состояние датчиков ванн, состояние нагревателей, предельные значения уставок. Блок 11 коррекции программы используется для непрограммного изменения технологического процесса. Такая коррекция может задаваться из блока 7 приоритета операций и из блока 12 задания уставок технологических параметров и может быть вызвана исто.дением растворов в ваннах. В этом случае по сигналу из блока 12, свидетельствующем об изменении плотности растворов, в блоке II коррекции программы производится изменение цены временной выдержки, приходящейся на единицу дискретного отчета времени. Это означает, что одной и той же временной метке программоносителя будет соответствовать больщая временная выдержка. Блок 12 задания уставок технологических параметров определяет точность отработки технологических уставок исполнительными устройствами линии и задает пределы изменений сравниваемых и измеряемых величин. Заданный порядок съема значений контролируемых параметров: величины тормозного пути, температуры, плотности растворов и т.д. проводится по сигналам из блока 7 приоритета опера щй. Блок 12 по выходам непосредственно связан блоком 11 коррекции программы и с блоом 13 контроля исполнения операций 13. В тих блоках происходит непосредственное сравение технологических уставок, тогда как в локе 12 обеспечиваются необходимые интералы времени между моментагли их подачи сравнения. Блок 13 контроля исполнетгия операций обеспечивает проверку правильности отработки автооператором технологических операций, зада1шых программой, а также производит Логический анализ с целйо определения техническ9Гб сдйШйия линии инахождеиие места неисправности. По сигналам из блока 2 датчиков и из узла 14 ввода информации производится оперативный контроль путем сравнения кодированной информации с датчиков пинии и информации с программоносителя. Блок 13 вклю чает в себя и генераторы стимулов, основное назначение которых - генерация и формирование возбуждающих сигналов. Сюда относятся также генератор электрического напряжения ДЛЯ проверки датчиков температуры и генератор временных шгтервалов для проверки схем задания временных установок и определения времени торможения (на чертеже не показаны) Устройство для управления автоматическими линиями работает следующим образом. Перед началом работы производится подкадровая проверка изготовленной программы. Проверка производится путем последовательного выполнения операций циклограммы, задаваемых ктгавищным устройством блока приоритета операций 7 и сравнения с шгформацией, записанной на программоносителе. Такой контроль дает возможность произвести отработку заданной циклограммы работы автооператора и выявить ощибки, связанные с неверным адресованием. Ошибки обнаруживаются схемой автоматического выбора направления движения в формирователе 5 благодаря информацио ной избыточности. После этого, программа автоматически устанавливается на начало цикла по соответствзтопдей метке на программоносителе. Нажимается кнопка Пуск, и автооператор начинает испол нение первой кбйанШ,а рай1рёде1Ше1Й- ко мутатор блока 7 приоритета операций приводится в исходное состояние. При горизонтальн движении автооператора блок сравнения 4 про изводит последовательное сравнение кодов с позиционных датчиков линии и кода програм мы. После выполнения всех операций на данно Позиции распределителя-коммутатора блока 7 приоритета операций срабатывает старт-стопный механизм перемещения программоносителя в узле 14, под считывающей головкой устанавли вается новый кадр программы. Формирователь 5 выдает в блок 8 сравнения сигнал на выдач Тормозного импульса, момент выдачи которого задается из блока 2 датчиков. В блоке 13 контро ля исполнения операций фиксируется правильность исполнения операщш. Блок 7 приоритет операций отслеживает очередность исполнения операций в задагшом кадре программы и выд ет в блок 12 команды На ввод ; уставок в 7 8 лок 11 коррекции программы в заданные иклограммой моменты времени. Предлагаемое устройство для управления автоматическими линиями позволяет более поло использовать дефицитные химические раствоы, уменьшить габариты ванн. Это имеет прямое отнощение к проблеме нейтрализации химических растворов и охране окружающей среды, так как приводит к уменьшению вредных отходов, при этом обеспечивается высокая производительность и надеясност) устройства. Экономический эффект использования изобретения составляет 44 тыс. руб. в год. Формул,а изобретения Устройство для управления автоматш ескими ЛШ1ИЯМИ, содержащее блок ввода программы и управления, первые вход и выход которого соединены соответственно с выходом и с первым входом блока задания времени, второй выходсо входом исполнительных механизмов, второй вход и третий выход - с выходом и первым входом первого блока сравнения соответственно, второй вход которого подкгаочен к первому входу блока датчиков, соединённого входом с первым выходом исполнительных механизмов, отличающееся тем, что, с целью повь шения надежностии точности устройства, оно содержит блок приоритета операций, второй и третий блоки сравнения, блок диагностики технологических параметров, блок коррекции программы, блок задания уставок технологических параметров и блок контроля исполнения операций, три входа которого подключены ко второму выходу блока датчиков, первому выходу блока задания уставок технологических параметров и четвертому выходу блокаввода программны и управления соответстаёнйо, а два выхода - к третьему входу блока ввода программы и управления и первому входу блока диагностики технологических параметров, соедштенного вторым входом с пятым выходом блока ввода программы и управления, третьим входом - с третьим выходом блока датчиков и выходом с первым входом блока коррекции гфограммы, первый выход которого подключен к четверто-. му входу блока ввода программы и управления, второй выход - ко второму входу блока задания времени, второй вход - ко второму выходу блока задания уставок технологических параметров, соединенного входом с выходом блока приоритета операций, первые входы которого подключены к шестым выходам блока ввода программы и управления, а вторые - к третьим входам блока коррекции программы, , даа входа второго блока сравнения соединены с четвертым выходом блока датчиков с седь97мым выходом блока ввода программы и управ ления, а два выхода - с пятым входом блока ввода программы и управления и первым входом третьего блока ч авнения, второй вход которого подключен ко второму выходу исполнительных механизмов, а выход - к шестому входу блока ввода программы и управления. Источники информации, принятые во внимание при экспертизе 2 1.Кондратов А. С. Управление Горизонтальным перемещением I автооператора. Передовой научно-технический производственный опыт. № 6-68-1225/81, 1968. 2.Авторское свидетельство СССР № 394755, кл. 6 05 В 19/28, 1973. . 3. Авторское свидетельство СССР N 336648, кл. G 05 В 23/00, 1972.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления транспортными средствами | 1977 |
|
SU690500A1 |
| Устройство для управления рабочимипОСТАМи | 1979 |
|
SU840927A2 |
| Устройство программного управления автооператорами гальванической линии | 1980 |
|
SU943337A1 |
| Устройство для программного управления объектом | 1984 |
|
SU1208535A1 |
| Устройство для управления прошивкой постоянных накопителей | 1979 |
|
SU894788A1 |
| Устройство для контроля качества межслойных соединений печатной платы | 1978 |
|
SU781722A1 |
| Устройство для управления автооператором химико-гальванической линии | 1981 |
|
SU966667A1 |
| Устройство для программного управления перемещением транспортного механизма | 1977 |
|
SU739474A1 |
| Многоканальный регулятор | 1979 |
|
SU873207A1 |
| Устройство для управления автоматическими линиями | 1983 |
|
SU1149223A1 |
