(54) УСТРОЙСТВО ДЛЯ ВЫСАДКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для однопереходной горячей высадки утолщений на стержневых заготовках | 1980 |
|
SU878402A1 |
| Устройство для высадки утолщений на концах заготовок типа стержней | 1980 |
|
SU878403A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПОЛЫХ ИЗДЕЛИЙ | 2015 |
|
RU2605875C1 |
| ШТАМПОВАННАЯ ПРЕЦИЗИОННАЯ ПАТРОННАЯ ГИЛЬЗА | 2013 |
|
RU2732462C1 |
| Устройство для высадки концов труб | 1980 |
|
SU871970A1 |
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
| ШТАМПОВАННАЯ ПРЕЦИЗИОННАЯ ПАТРОННАЯ ГИЛЬЗА | 2013 |
|
RU2607853C2 |
| Штамп для высадки головок наСТЕРжНяХ | 1979 |
|
SU837533A1 |
| Устройство для высадки и осадки заготовок | 1981 |
|
SU1020177A1 |
| Штамп для однопереходной высадки утолщений на стержнях | 1980 |
|
SU967662A1 |
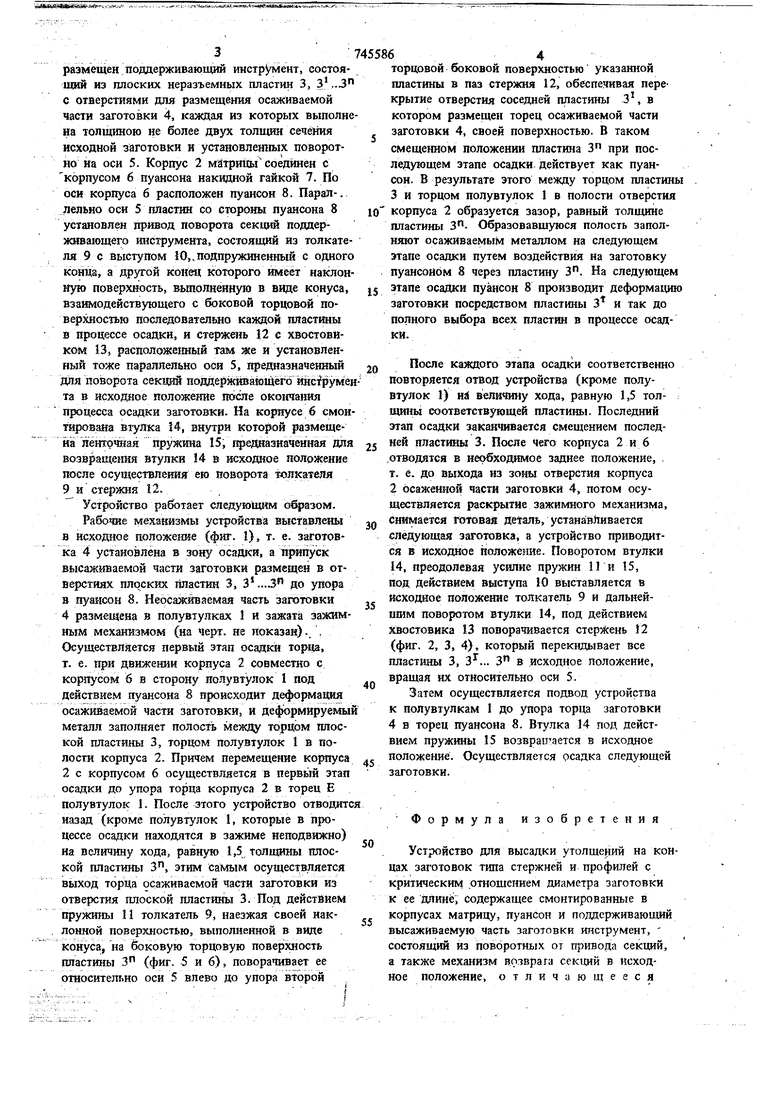
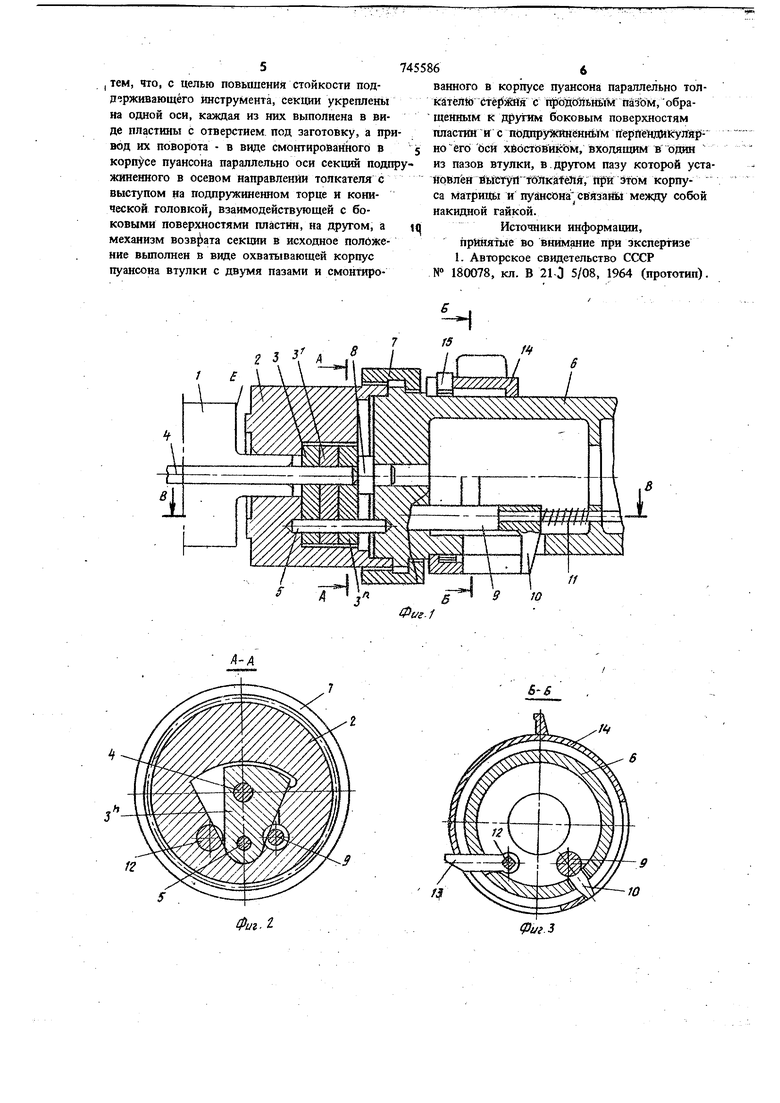
Изобретение относится к кузнечно-прессовому оборудованию и может быть использовано ( для высадки утолщений на заготовках с критическим отношением их диаметра к длине. Известно устройство для высадки утолщений на концах заготовок типа стержней и профилей с критическим отношением диаметра затотовки к ее длине, содержащее смонтированные в корпусах матрицу, пуансон и поддерживающий высаживаемую часть заготовки инструмент, состоящий из поворотных от привода секций, а также механизм возврата секций в исходное, положение 1. Однако в известном устройстве недостаточно стойкий поддерживающий инструмент. Цель изобретения повышение стойкости поддерживающего инструмента. Для этого секции укреплены на одной оси, каждая из них выполнена в виде пластины с отверстием под заготовку, а привод их поворо та - в виде смонтированного в корпусе пуйнсо на параллельно оси секций подпружиненного в осевом направлении толкателя с выступом на подпружинетюм торце и конической головкой взаимодействующей с боковыми поверхностями пластин - на другом, а механизм возврата секций в исходное положение выполнен в виде охватывающей корпус пуансона втулки с двумя пазами и смонтированного в корпусе пуансона параллельно толкателю стержня с продольным пазом, обращенным к другим боковым поверхностям пластин и с подпружиненным перпендикулярно его оси хвостовиком, входяпдим в один из пазов втулки, в другом пазу которой установлен выступ толкателя, при этом корпуса матрицы и пуансона связаны между собой накидной гайкой. На фиг. 1 изображен общий вид устройства в исходном положении; на фиг. 2 - разрез А-А фиг. 1; на фиг. 3 - разрез Б-Б фиг. I; на фиг. 4 - разрез В-В фиг. 1; на фиг. 5 - положение устройства в процессе осадки; на фиг.6разрез Г-Г фиг. 5; на фиг. 7 - разрез Д-Д фиг. 5, в процессе осадки. Устройство состоит из двух полувтулок 1, установленных в зажимном механизме (на черт, не показан) высадочной матрицы, выполненной в виде корпуса 2, внутри которого размещен поддерживающий инструмент, состоящий из плоских неразъемных пластин 3, 3V..3 с отверстиями для размещения осаживаемой части заготовки 4, каждая из которых выполн на толщиною не более двух толщин сечения исходной заготовки и установленных поворотно на оси 5. Корпус 2 мйтриЦы соединен с корпусом 6 пуансона накидной гайкой 7. По оси корпуса 6 расположен пуансон 8. Парал-. лельно оси 5 пластин со стороны пуансона 8 установлен привод поворота секирнй поддерживающего инструмента, состоящий из толкате ля 9 с выступом О,, подпружиненный с одного конца, а другой конец которого имеет наклон ную поверхность, ш шолненную в виде конуса, взаимодействующего с боковой торцовой поверзшостью последовательно каждой пластины в процессе осадки, н стержень 12 с хвостовиком 13, расположе1шый там же и установленный тоже параллельно оси 5, предназначенный для поворота секций поддерШваюЩёго та в исходное положение после окотания процесса осадки заготовки. На корпусе 6 смон тирована В1улка 14, внутри которой размещейалентошая пружина 15, 1федяаэначенная для возвращения втулки 14 в исходаое положение после осуществления ею поворота толкателя 9 н стержня 12. Устройство работает следующим образом. Рабочие механизмы устройства выставлены в исход юе иоложе ше (фиг. I), т. е. заготовка 4 устаиовлена в зону осашси, а припуск высаживаемой части заготовки размещен в отверстиях плоских пластин 3, 3 ....3 до упора в пуаисон 8. Нерсажйваемая часть заготовки 4 размещена в полувту.1ках 1 и зажата зажимным механизмом (на черт, не показан). . Осуществляется первый этап осадки торвд, т. е. при движении корпуса 2 совместно с корпусом б в сторону полувтулок 1 под действием пуансона 8 происходит деформация осаживаемой части заготовки, и дефЬрМируемы металл заполняет полость между торцом плоской пластины 3, торцом полувтулок 1 в полости корпуса 2. Причем перемещение корпуса 2 с корпусом 6 осуществляется в первый этап осадки до упора торца корпуса 2 в торец Е полувтулок 1. После этого устройство отводит назад (кроме полувтулок 1, которые в процессе осадки находятся в зажиме неподвижно) на величину хода, равную 1,5 толищны плоской пластины 3, этим самым осуществляется выход торца осаживаемой части заготовки из отверстия плоской пластины 3. Под действием пружи1п 1 11 толкатель 9, наезжая своей наклонной поверхностью, выполненной в виде конуса, на боковую торцовую поверхность пластины 3 (фиг. 5 и 6), поворачивает ее относительно оси 5 влево до упора второй торцовой боковой поверхностью указанной пластины в паз стержня 12, обеспечивая перекрытие отверстия соседней пластины 3, в котором размещен торец осаживаемой части заготовки 4, своей поверхностью. В таком смещенном положении пластина 3 при последующем зтапе осадки действует как пуансон. В результате этого между торцом пластины 3 и торцом полувтулок 1 в полости отверстия корпуса 2 образуется зазор, равный толщине пластины 3. Образовавщуюся полость заполняют осаживаемым металлом на следующем этапе осадки путем воздействия на заготовку пуансоном 8 через пластину 3. На следующем этапе осадаи пуансон 8 производит деформацию заготовки посредством пластины 3 и так до полного выбора всех пластин в процессе осадки. После каждого этапа осадки соответственно повторяется отвод устройства (кроме полувтулок 1) нг1 величину хода, равную 1,5 толщшш соответствующей пластины. Последний этап осадки закзн швается смещением послед пластины 3. После чего корпуса 2 и 6 отводятся в необходимое заднее положение, . т. е, до выхода из зоны отверстия корпуса 2 Ьсаженно|1 части заготовки 4, потом осуществляется раскрытие зажимного механизма, снимается готовая , устанавливается следующая заготовка, а устройство приводится в исходное положение. Поворотом втулки 14, преодолевая усилие пружин Пи 15, под действием выступа 10 выставляется в исходное положение толкатель 9 и дальнейшим поворотом втулки 14, под действием хвостовика 13 поворачивается стержень 12 (фиг. 2, 3, 4), который перекидывает все пластины 3, З... 3 в исходное положение, вращая их относительно оси 5. Затем осуществляется подвод устройства к полувтулкам 1 до упора торца заготовки 4 в торец пуансона 8. Втулка 14 под действием пруж1юы 15 возвраиается в исходное положение. Осуществляется осадка следующей заготовки. Формула изобретения Устройство для высадки утолщений на концах заготовок типа стержней и профилей с критическим отношением диаметра заготовки к ее длине, содержащее смонтированные в корпусах матрицу, пуансон и поддерживающий высаживаемую часть заготовки инструмент, состоящий из поворотных от тгривода секций, а также механизм возврага секций в исходное положение, отличающееся 5 I тем, что, с целью повышения стойкости поддерживающего инструмента, секщш укреплены на одной оси, каждая из них выполнена в виде пластины с отверстием под заготовку, а при вод их поворота - в виде смонтированного в корпусе пуансона параллельно оси секций подп жиненного в осевом направлении толкателя с выступом на подпружиненном торце н конической головкой, взаимодействующей с боковыми поверхностями пластин, на другом, а механизм возврата секции в исходное полбжение вьшолнен в виде охватывающей корпус пуансона втулки с двумя пазами и смонтиро6ванного в корпусе пуансона параллельно толкатели с 1ф6:цЬйьнь1М riaiBOM, обращенш ш к боковым поверхностям пласткн И с подпрушменнйм перПеНДйКулярно его бей хбостовиком, входящим в один из пазов втулки, в.другом пазу которой установлен ebiCfyrttbnKafeWff, При этом корпуса матриць и пуансона связаШ между собой накидной гайкой. Источники информации, принятые во внимание при зкспертизе 1. Авторское свидетельство СССР N 180078, кл. В 210 5/08, 1964 (прототип).
Фиг.
6-S
/-V
Ю
Фиг.З
