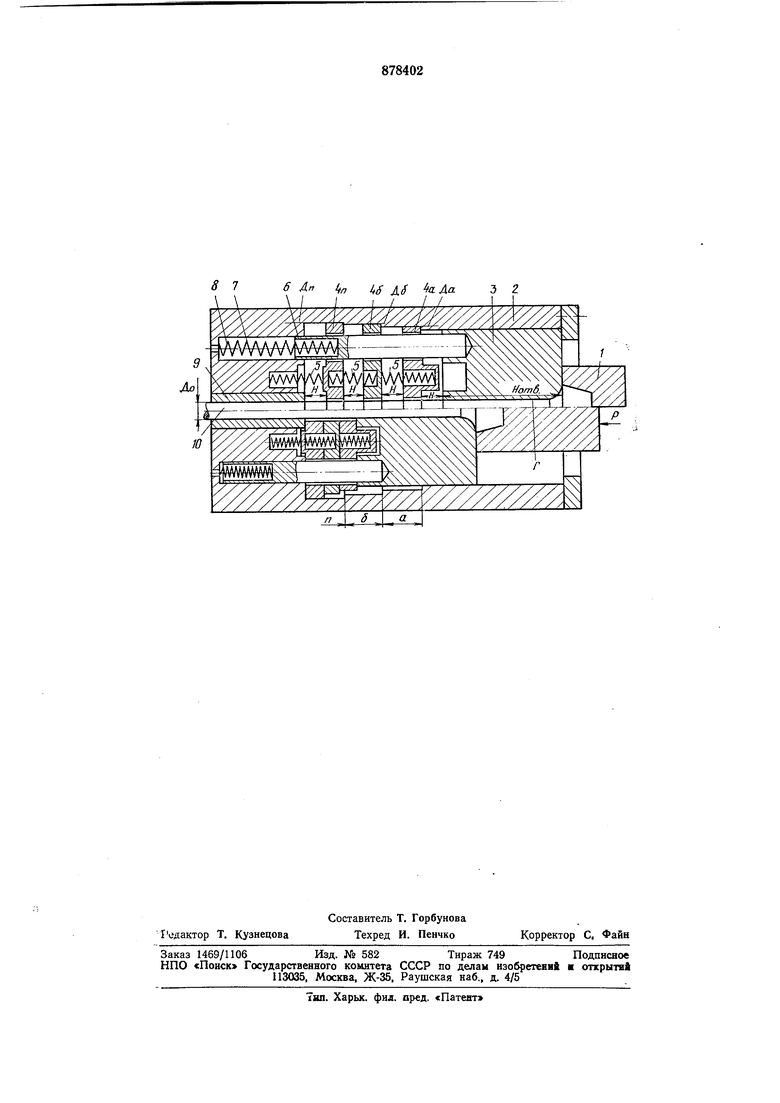
полненных в корпусе 2. Пальцы 6 лодпруЖ1иивны пружинами 8, размещенными в отверстиях 7 iKopinyca 2. ;Все секции поддерживающего инструмента подвижно смонтированы на .направляющих пальцах 6. Для размещения /и зажима заготовки в корлусе 2 относительно оси высадки смонтирована разрезная зажимная втулка 9, а в высадочной матрице 3 выполнено центральное отверстие Г, длина которого Я, должна быть Принята равной ле менее двух ДЛИН припуска .на осадку. Это обусловлено тем, чтобы обеспечить размещение заготовки Ю в указанном отверстий высадочной матрицы 3 как нагретой ее части, так и хоЛОДНОЙ. Устройство работает -следующим образом. Предварительно нагретая до температуры высадки, заготовка 10 устанавливается в зону высадки и заж-имается. Под действием силы Р (усилие осадки), триложенной к переднему торцу 1пуа.нсона 1, последний, замыкаясь с торцом высадочной матрицы 3, вместе с ней перемещается в направлении действия указанной силы, наезжает на заготовку 10, которая в процессе деформации, утолщается в лолости высадки. .При перемещении матрицы 3 с пуансоном 1 в указанном .направлении происходит сокращение, первоначально выставленных зазоров Н между секциями поддерживающего инструмента до полного смыкания торца матр.ицы с торца-ми секций и торца корпуса в зоне зажима заготовки. Окончавне высадки заготовки определяется выбором всех зазоров Н. По окончании высадки, пуансоп отводится в заднее крайнее положение, раскрывается заж.нм и снимается готовая деталь- Матр.ица 3 и секции 4 а, 4б ... 4„ под действием пружин 5 и 8 возвра.щаются в .исходное положение и устройство готово к высадке следующей заготовки. Устройство для однопереходной горячей высадки утолщений на стержневых заготовках позволяет получать утолщения на стержнях из материала труднодеформироваННых сталей с применением предварительного нагрева осаживаемой части заготовки до температуры пластической деформации за один переход .при длине припуска на осадку более десяти :критических длин. Формула изобретения Устройство для однопереходной горячей высадки утолщений .на стержневых заготовках, содержащее пуансон и корпус, внутри которого размещены высадочная матрица и поддерживающий инструмент, состоящий из подпружиненных разрезных плавающих секций с механизмом зажима, отличающееся тем, что, с целью повышения качества поверхности высаживаемых утолщений, высадоч1ная матрица установлена в корпусе с возможностью ее совместного синхронного .перемещения с пуансоиом вдоль оси высадки, а поддерживающий инструмент размещен между высадочной матрицей и механизмом зажима, при этом нарул ная поверх.ность каждой секции поддерживающего инструмента имеет -цилиндрическую форму, а в корпусе выполнены ступенчатые цилиидрические направляющие, соответствующие наружному диаметру каждой секции. Источник информации, принятый во внимание при экснертизе: 1. Авторское свидетельство СССР № 626871, кл. iB 21 J 5/08, 1978 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для высадки утолщений на концах заготовок типа стержней | 1980 |
|
SU878403A1 |
| Устройство для высадки | 1978 |
|
SU745586A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041007C1 |
| Устройство для высадки концов труб | 1980 |
|
SU871970A1 |
| УСТРОЙСТВО ДЛЯ ОДНОПЕРЕХОДНОЙ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЯХ | 1966 |
|
SU180078A1 |
| Устройство для высадки концевых утолщений на трубах | 1983 |
|
SU1094663A1 |
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
| Штамп для однопереходной высадки утолщений на стержневых заготовках | 1975 |
|
SU561600A1 |
| СПОСОБ ВЫСАДКИ ДЕТАЛЕЙ С ПРЯМЫМ ШЛИЦЕМ НА ГОЛОВКЕ | 1992 |
|
RU2016691C1 |