(54) УСТРОЙСТВО ДЛЯ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления сварных шнеков | 1975 |
|
SU599942A1 |
| Устройство для приварки болтов | 1989 |
|
SU1660893A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| Устройство для сборки и сварки двух продольных швов прямоугольных изделий | 1985 |
|
SU1338998A1 |
| ГАЙКОВЕРТ | 2006 |
|
RU2333089C2 |
| Установка для автоматической сварки замкнутых швов с радиусными скруглениями | 1982 |
|
SU1038161A1 |
| Стенд для сборки и сварки шнеков | 1981 |
|
SU996148A1 |
| Полуавтоматический станок для совместной обработки грифа и корпуса музыкальных инструментов | 1986 |
|
SU1339016A1 |
| Устройство для растяжки спиралей шнеков | 1976 |
|
SU609567A1 |
| Устройство для автоматической сварки угловых соединений | 1990 |
|
SU1764915A1 |
Изобретение относится к области сварки и может найти применение на машиностроительных предприятиях, изготавливающих шнеки способом растяж- g ки спирали по стержню с последующей ее приваркой.
Известно устройство для приварки пера шнека к стержню l . Рабочая головка этой машины содержит сварочную Q головку, установленную на каретке, подвижной относительно свариваемого шнека. На этой же каретке имеется копирующий ролик, который при вращении свариваемого шнека обеспечивает перемещение сварочной головки.
Недостатком этого устройства является сложность установки сварочной головки и копирующего ролика на рабочую позицию, т.е. по обе стороны от 20 пера шнека, что производится при каждой закладке нового шнека.
Известно устройство для сварки, содержащее направляющие, каретку с установленной на ней перпендикулярно 25 направляющим стойкой, консольный кронштейн, закрепленный на втулке, смонтированной на стойке с возможностью перемещения вдоль нее, сварочную головку, закрепленную на кронштейне с
возможностью поворота в двух направлениях 2 ,
При использовании этого устройства для сварки шнеков затруднена точная установка головки в исходное положение, на что уходит много времени.
Целью изобретения является повы-, шение производительности при сварке. шнеков путем сокращения времени на установку сварочной головки в исходное полрже нйе./
Поставленная цель достигается.тем, что устройство снабжено дополнитель. ной втулкой, установленной мезкду стойкой и упомянутой выше основной втул- кой, и пружиной кручения, которой соединены обе втулки, причем основная втулка подпружинена относительно дополнительной.
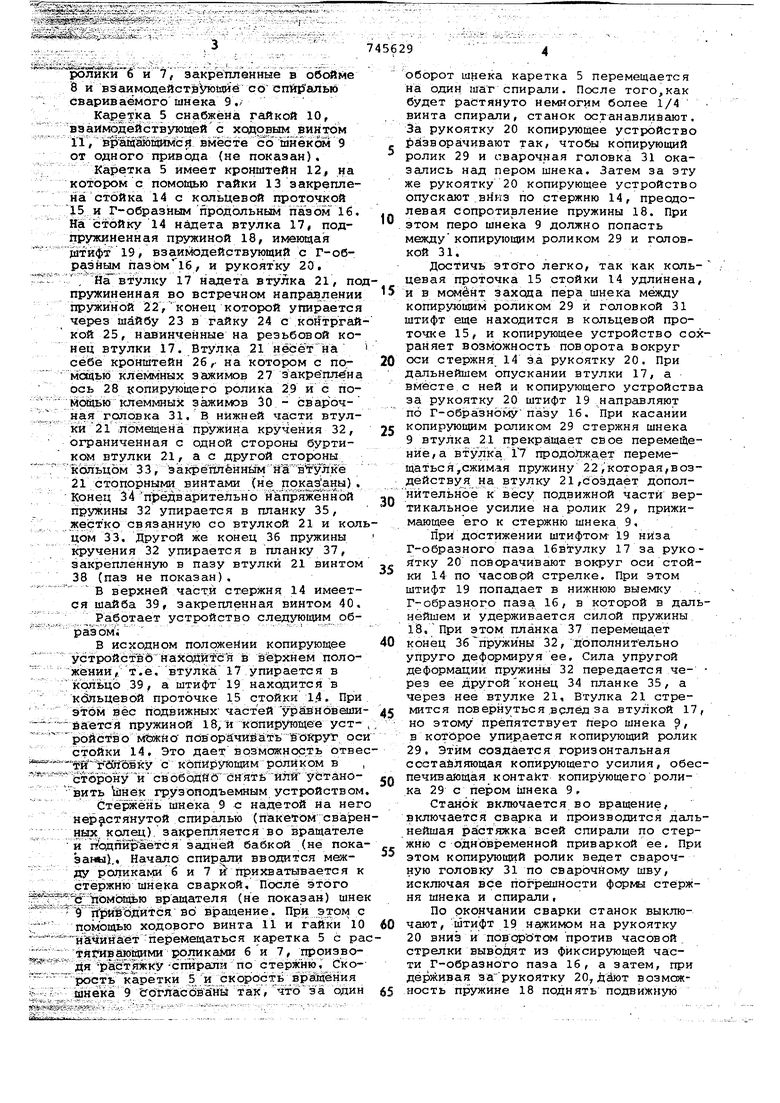
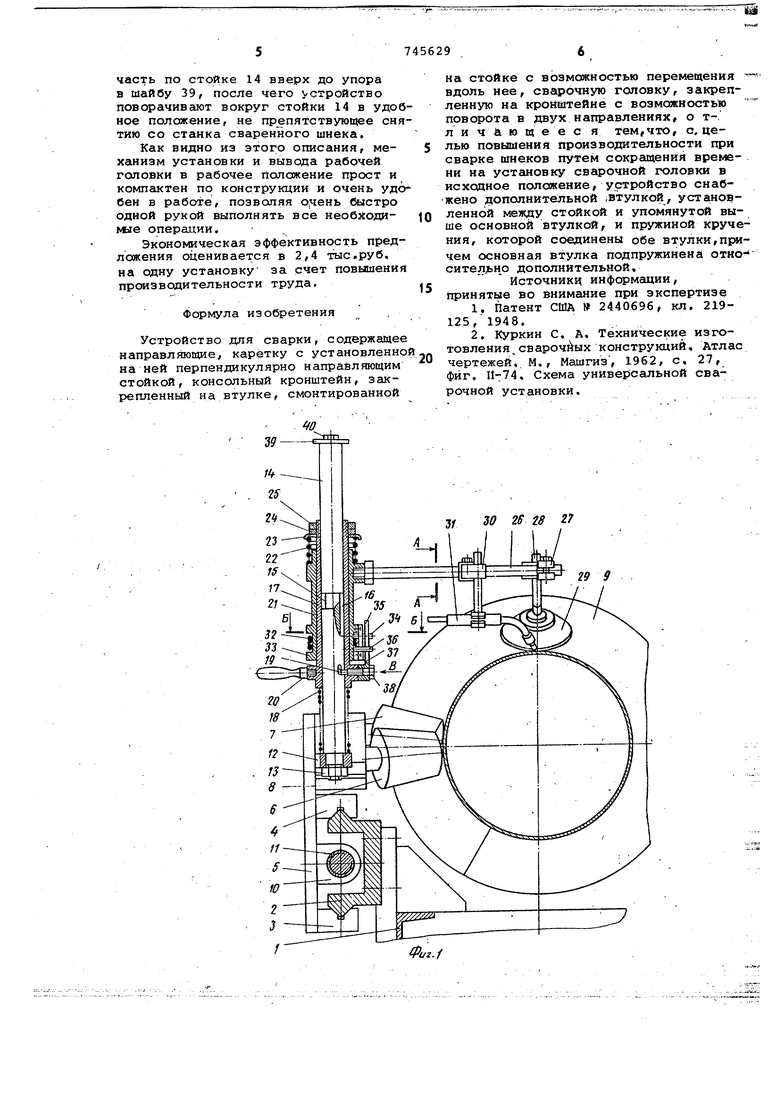
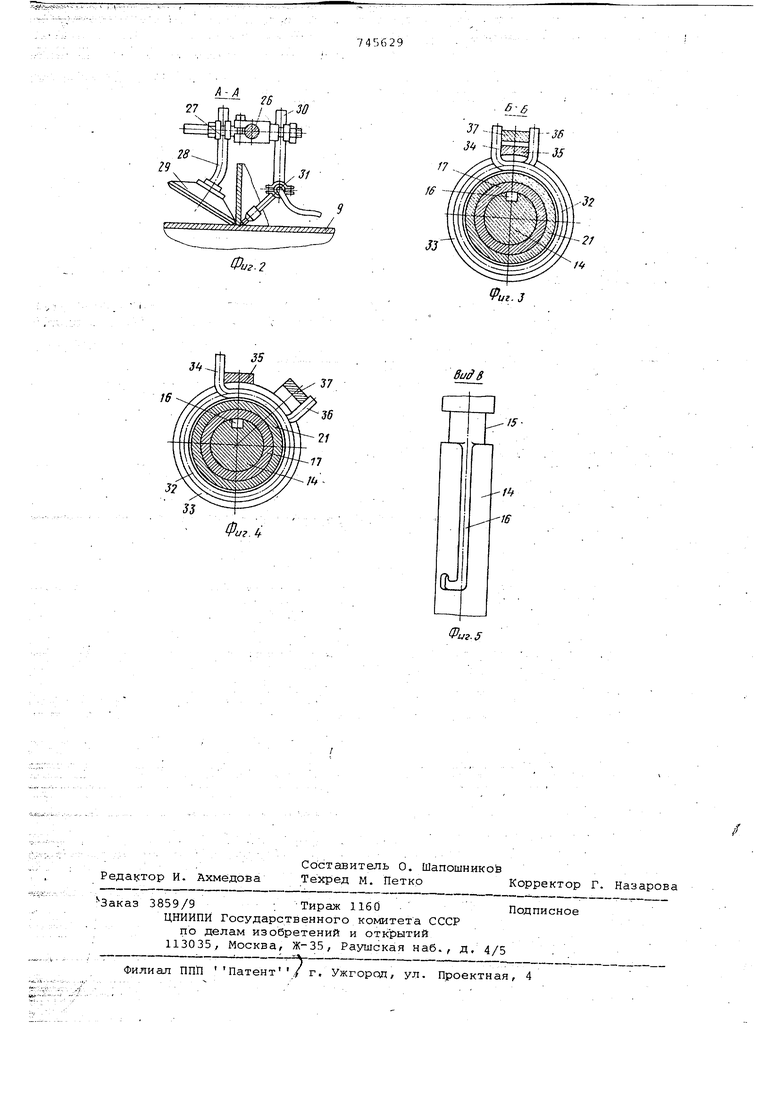
На фиг. 1 приведено устройство, общий вид ; на фиг, .2 - разрез А-А; на фиг, 3 - разрез Б-Б; на фиг, 4 то же, при закрутке пружины кручения; на фиг. 5 - вид В,Устройство для сварки включает в себя станину 1 с закрепленной на ней направляющей 2, по которой на салазках 3 и 4 перемещается каретка 5, несущая на себе растягиваиощие . it-iji..,-,-...... .-.--- ,. -- f-----:,-- -- - .-...,...-,--,- - . .-.-: ролики 6 И 7, закрепленные в обсйме 8 и взаимсдейстэУюпхиё СОспйр1алью свариваемого шнека 9,/ Kapffka 5 снабжена гайкой 10, взаимодействующей с хедовьш винтом 11У1в|Шй®1:Шй;яГвместеШЩнвкШ9 от одного привода (не показан). Каретка 5 имеет кронштейн 12, на котором с помощью гайки 13 закреплена стойка 14 с кольцевой проточкой 15, и Г-образным продольный naVoiw 16, Йа стойку 14 надета втулка 17, подпружиненная пружиной 18, имеющая :штифт 19, взаимодействующий с Г-обраэйым пазом 16, и рукоятку 20, /, Йа втулку 17 надета втулка 21, под пружиненная во встречном направлении пружиной 22,конец которой упирается через шайбу 23 в гайку 24 с контргай кой 25, навинченные на резьбовой конец втулки 17, Втулка 21 несетна себе кронштейн 26 , на котором с помсядью клёммных зажимов 27 эакреплёна ось 28 копирующего ролика 29 и с пом6Й1ЬЮ клёммных зажимов ЗО - сварочная 31, В нижней части втулки21 ,пЬ 1ацен а пружина кручения 32, ограниченная с одной стороны буртиком втулки 21, а с другой стороны «Шьцбм 33, закрёЙлённйм н§™в улкё 21 стопорным, винтами (не показаны), Конец 34 пЬёдварительно нЖпряженноЙ пружины 32 упирается в планку 35, жестко связанную со втулкой 21 и кол цом 33, Другой же конец 36 пружины кручения 32 упирается в планку 37, закрепленную в пазу втулки 21 винтом 38 (паз на показан), В верхней части стержня 14 имеется шайба 39, закрепленная винтом 40. Работает устройство следующим об разЪм; ,- В исходном положении копирующее устройств б нахояиггся в верхнем положении,т.е, втулки 17 упирается в колзьцо ,39, а штифт 19 наксздится в кдльдевой проточке 15 стойки 14. При этом и ее ПОДВИЖНЫХ частей урйв н6веши йается пружиной 18, и копирующе-е уст роййтво MtMcHO поворачйёа гьюкруг ос стойки 14, Это дает возможность отве fn rWoSKy с копирующим рОлЦком в сяО Ьнуй свббЬЙйС| снятЁ йЙЯГ уетановить нёк грузоподъемным устройством (JTeiptsceHb шнека 9 с надетой на нег нер§1стянутой спиралью (пакетом сваре нызс, колец), закрепляется во вращателе и подпй р1аётся задней бабкой (не пока заны).. Начало спирали вводится между роликами б и 7 if прихватывается к стержню шнека сваркой. После этого 0Т ОмЬадью вращателя (не показан) шне Тгфйейдитбя в6 вращение, При этом с помощью ходового винта 11 и гайки 10 начйн&ёт ггеремещаться каретка 5 с ра зря| гва ЮЩими ротаб и 7, произво Йя рШт т КУ -спиралиПО стержнк, Скорость1каретк 1 5 и Скорость вpiйцeния шнейа 9 &огле1с:Ш1ш так, что за один оборот шнека каретка 5 перемещается на один шат спирали. После того,как будет растянуто немногим более 1/4 винта спирали, станок останавливают. За рукоятку 20 копирующее устройство 1Ьйзворачивают так, чтобы копирующий ролик 29 и сварочная головка 31 оказались над пером шнека. Затем за эту же рукоятку 20 копирующее устройство опускают,BrfH3 по стержню 14, преодолевая сопротивление пружины 18, При этом перо шнека 9 должно попасть междукопирующим роликом 29 и головкой 31, Достичь этого легко, так как кольцевая проточка 15 стойки 14 удлинена, ив мсмёнт захода пера шнека между копирующим роликом 29 и головкой 31 штифт еще находится в кольцевой проточке 15, и копирующее устройство сохраняет возможность поворота вокруг оси стержня 14 за рукоятку 20. При дальнейшем опускании втулки 17, а вместе с ней и копирующего устройства за рукоятку 20 штифт 19 .направляют по Г-образномупазу 16, При касании копирующим роликом 29 стержня шнека 9 втулка 21 прекращает свое перемеЩение, а втулка i7 продоУскает перемещаться,сжимая пружину 22,которая,воздействуя на втулку 21,Создает дополнйтельноё к весу подвижной части вертикальное усилие на ролик 29, прижимающее его к стержню шнека 9, При достижении штифтом 19 низа Г-образного паза 16втулку 17 за рукоятку 20 поворачивают вокруг оси стойки 14 по часовой стрелке. При этом штифт 19 попадает в нижнюю выемку Г-образного паза 16, в которой в дальнейшем и удерживается силой пружины, 18.При этом планка 37 перемещает конец Зб пружины 32, дополнительно упруго деформируя ее. Сила упругой деформаций пружины 32 передается че- рез ее другой конец 34 планке 35, а через нее втулке 21, Втулка 21 стремится повернуться .вслед за втулкой 17, но этому препятствует tiepo шнека , в которое упирается копирующий ролик 29, Этим создается горизонтальная состайЛ5те)щая копирующего усилия, обеспечивающая контакт копирующего ролика 29 с пером шнека 9, Станок включается во вращение, включается сварка и производится дальнейшая растяжка всей спирали по стержню с одно временной приваркой ее. При этом копирующий ролик ведет сварочную головку 31 по сварочному шву, исключая всзе пог решности Формы стержня шнека и спирали, По окончании сварки станок выключают, штифт 19 нажимом на рукоятку 20 вниз и пбворотом против часовой стрелки выводят из фиксирующей части Г-образного паза 16, а затем, при держивая за рукоятку 20, йёют возможность пружине 18 поднять подвижную
часть по стойке 14 вверх до упора в шайбу 39, после чего устройство поворачивают вокруг стойки 14 в удобное положение, не препятствующее снятию со станка сваренного шнека.
Как видно из этого описания, механизм установки и вывода рабочей головки в рабочее положение прост и компактен по конструкции и очень удо бен в работе, позволяя быстро одной рукой выполнять все необходимее операции.
Экономическая эффективность предложения оценивается в 2,4 тыс.руб. на одну установку за счет повышения производительности труда.
Формула изобретения
Устройство для сварки, содержащее направляющие, каретку с установленной на ней перпендикулярно направляющим стойкой, консольный кронштейн, закрепленный на втулке, смонтированной
3 -
на стойке с возможностью перемещения ™ вдоль нее, сварочную головку, закрепленную на кронштейне с возможностью поворота в двух направлениях, о тл и ч & ю щ е е с я Тем,что, с, целью повышения производительности при сварке шнеков путем сокращения времени на установку сварочной головки в исходное положение, устройство снабжено дополнительной ;втулкой, установленной между стойкой и упомянутой вы0ше основной втулкой, и пружиной кручения, которой соединены обе втулки,причем основная втулка подпружинена относител н о дополнительной.
Источники информации,
5 принятые во внимание при экспертизе
1,Патент США 2440696, кл. 219125, 1948.
0 чертежей. М., Машгиз, 1962, с. 27, фиг. 11-74, Схема универсальной сварочной установки.
30 25 28 27
fPuz.l
/)-xJ
27
6-6
35
37
W. 4
