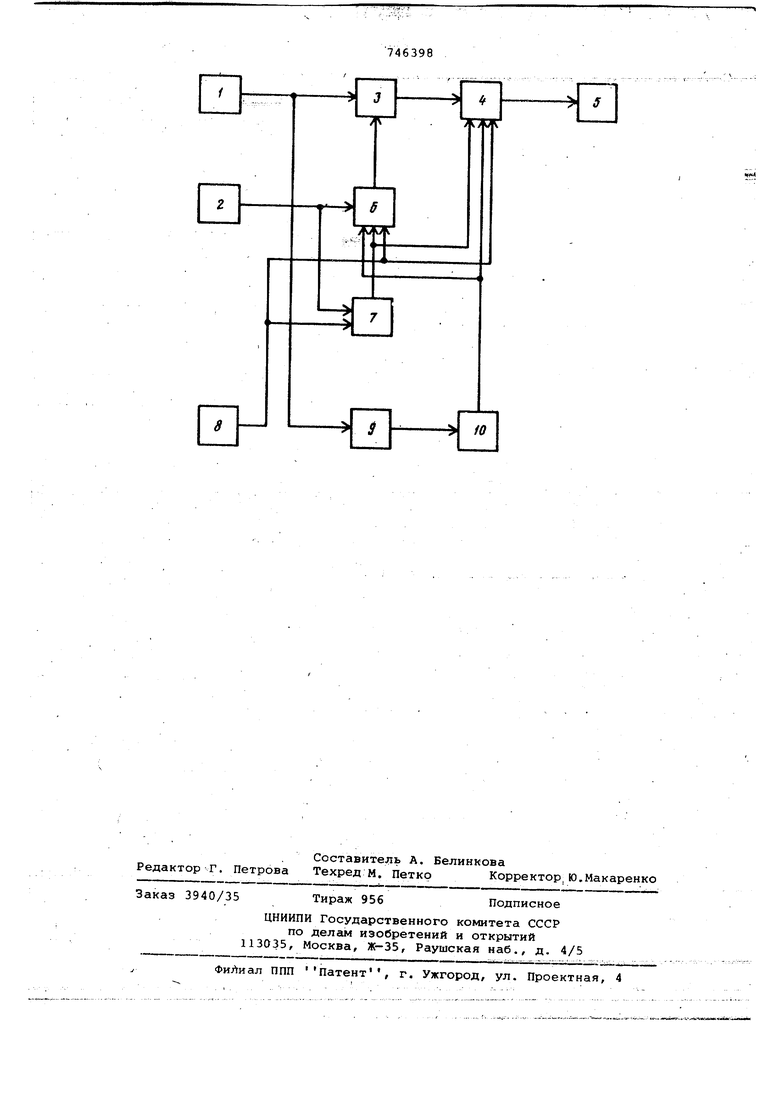
Изобретение относится к области механической обработки металлов, пре назначено для использования в систе тлах управления копировальными станка ми.. По .основному авт..свид. 525050известно устройство,содержащее последоватедьно включенные датчик угла копирования, преобразователь уголнапряжение, первый усилитель и при воды подач, а также датчик ошибки, подсоединенный непосредственно и через блок дифференцирования к управляющим входам второго усилителя, а его выход подключен к другому входу преобразователе уголнапряжение, причем выход блока диф ференцирования подсоединен к другому управляющему входу первого усилителя 1 . Недостатком известного устройства является отсутствие стабилизации силового параметра резания, что сни т: жает точность обработки, уменыиает стойкость инструмента. Целью изобретения является повышение точности устройства за счет стабилизации силового параметра процесса резания. Указанная цель достигается тем, что в устройство введены датчик мощности, фазочувствительный выпрямитель и нелинейный блок. Причем датчик мощности подключен к блоку дифференцирования и к управляющим входам первого и второго усид1ителей. Последовате.пьно соединенные фазочувствительный выпрямитель и нелинейный, блок включены между датчиком уг- . ла копирования и управляющими входами усилителей, причем нелинейный блок формирует заданный закон изменения скорости поступательного перёме - щения в функции угла копирования при постоянной добротности следящей системы. На чертеже приведено предлагаемое устройство, . Устройство содержит датчик 1 угла копирования и датчик 2 ошибки. Датчик угла копирования подсоединен к одному из входов преобразователя угол-напряжение 3. Выход преобразователя 3 через первый усилитель 4 подключается к входу приводов 5 подач. Датчик ошибки через второй усилитель 6 подсоединен к другому входу преобразователя угол746398
3, С выхода датчика ошибнапряжение
Кй сигнал, также подается на вход блока 7 дйффёрейцирования, выход Kotopoго подключен к управляющим входам первого и второго усилителей 4 и 6. Кроме того, к управляющим Ъходам усилителей 4 и 6 подключены датчик 1 угла и датчик 8 мощности. При этом датчик мощности .подсоединен непосредственно и через блок 7 дифференцирования, а датчик угла - через последовательно соединенные фазочувствительный выпрямитель и нелинейный блок 1
Устройство работает следующим образом.
При копировании профиля с плавным изменением угла копирования ошибка ко пирования мала, сигнал на выходе датчика 2 близок к нулю и не воздействует через блок 7 на коэффициенты пе редачи усилителей 4 и 6.
В этом случае коэффициент передачи усилителя 4 максимгшен, а коэффициент передачи усилителя 6 минимален. Усилитель 4 при этом обеспечивает заданное максимальное значение скорости поступательного перемещения датчиков 1 и 2 и жестко связанного с ними режущего инструмента, а усилитель 6 - постоянную добротность следящей копировальной системы
При копировании участка с резким изменением угла копирования растет скорость изменения ошибки копироваШя7 так ;kaK следящая система из-за инерционности не успевает реагировать на резкие изменения профиля. При этом напряжение на выходе блока 7 возрастает. Это вызывает уменьшение коэффициента передачи усилителя 4, снижение скорости поступательного перемещения датчиков 1 и 2 и режущего инструмента
Для поддержания постоянной добротности. одновременно со снижением крэффициента усиления усилителя 4 увеличивают коэффициент усиления усилителя 6.
Это обеспечивает копирование с малыми динамическими ошибками. После копирования участка с резкими изломами профиля скорость изменения ошибки снижается, сигнал на выходе блока 7 приближается к нулю, и коэффициенты передач усилителей 4 и 6 принимают прежние значения.
При обработке заготовок изделий нагрузка на режущий инструмент может изменяться как плавно, так и скачками. При плавном изменении нагрузки сигнал на выходе датчика 8 й Тйёйуяет ся плавно, напряжение на выходе блока 7 блйзКО К нул), CRd i octb ItOctyгтателЬного перемёщёнйя режущего йнструмента определяется непосредственно связью датчика 8 с управляющими входами усилителей 4 и 6.
При обработке участков с резкими изменениями нагрузки на режущий инструмент, например, при изменении припуска или при врезании в материал заготовки, резкое изменение сигнала на выходе датчика 8 приводит к появлению сигнала на выходе блока 7, который уменьшает поступательное перемещение режущего инструмента, что защищает его от поломок и износа. Однако нагрузка на -инструмент зависит не только от перечисленных факторов но и от угла наклона инструмента к поверхности обработки в точке резания. При врезании инструмента в заготовку процесс резания производитсй как торцовыми, так и боковыми зубьями. Угол при этом отрицательный
В этом случае нагрузка на режущий инструмент значительно выше, чем при положительном угле, когда инструмент работает только боковыми зубьями. Дл уменьшения нагрузки и, следовательно износа введена зависимость скорости поступательного перемещения режущего инструмента от угла наклона в точке резания. Сигнал от датчика 1 через фазочувствительный выпрямитель 9 подается на нелинейный блок 10, который формирует заданный закон изменения скорости поступательного перемещения в функции угла наклона. Выходной сигнал блока 10 воздействует на управляющие входы усилителей 4 и 6, регулируя скорость поступательного перемещения режущего инструмента при постоянной добротноЬти следящей системы.
Изобретение повышает производительность обработки на 10%, защиту режущего инструмента от поломок при резком возрастании нагрузки.
Формула изобретения
Корректирующее устройство по авт. свид. № 525050, о т л и ч а ю щ е е с Я тем, что, с целью повышения точности устройства, в него введены датчик мощности, нелинейный блок и фазочувствительный выпрямитель, вход которого подключен к выходу датчика угла копирования, а выход через нелинейный блок - к управлющим входам первого и второго усилителей, причем выход датчика мощности подключен к одному из входов блока дифференцирования и к другим управляющим входам первого и второго усилителей.
Источники инфорг ации, прийятые во внимание при экспертизе
1. Авторское сйидетельстбо СССР I 525050, кл. G 05 В 5/01, 21.06.74 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Корректирующее устройство | 1974 |
|
SU525050A1 |
| СХЕМА ОГРАНИЧЕНИЯ ВЕЛИЧИНЫ ДИНАМИЧЕСКОЙ ОШИБКИ КОНИРОВАНИЯ | 1968 |
|
SU219992A1 |
| ЭЛЕКТРОГИДРАВЛИЧЕСКИЙ СЛЕДЯЩИЙ ПРИВОД С НЕПОСРЕДСТВЕННЫМ УПРАВЛЕНИЕМ | 2002 |
|
RU2233464C2 |
| Авторулевой | 1979 |
|
SU842725A1 |
| ИНДИКАТОРНЫЙ ГИРОСТАБИЛИЗАТОР | 1996 |
|
RU2117915C1 |
| Следящий привод для компенсации ки-НЕМАТичЕСКиХ пОгРЕшНОСТЕй МЕХАНизМОВ | 1979 |
|
SU817959A1 |
| ЭЛЕКТРОГРАВИРОВАЛЬНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ РЕЛЬЕФНЫХ ПЕЧАТНЫХ ФОРМ | 1956 |
|
SU112764A1 |
| Следящая система | 1981 |
|
SU999014A1 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРОПРИВОДОМ И ЭЛЕКТРОПРИВОД | 2007 |
|
RU2361355C1 |
| Самонастраивающаяся электромеханическая резонирующая система | 1976 |
|
SU612356A1 |
т 5Hrist73 -J-гr- ii- -v--:- --
