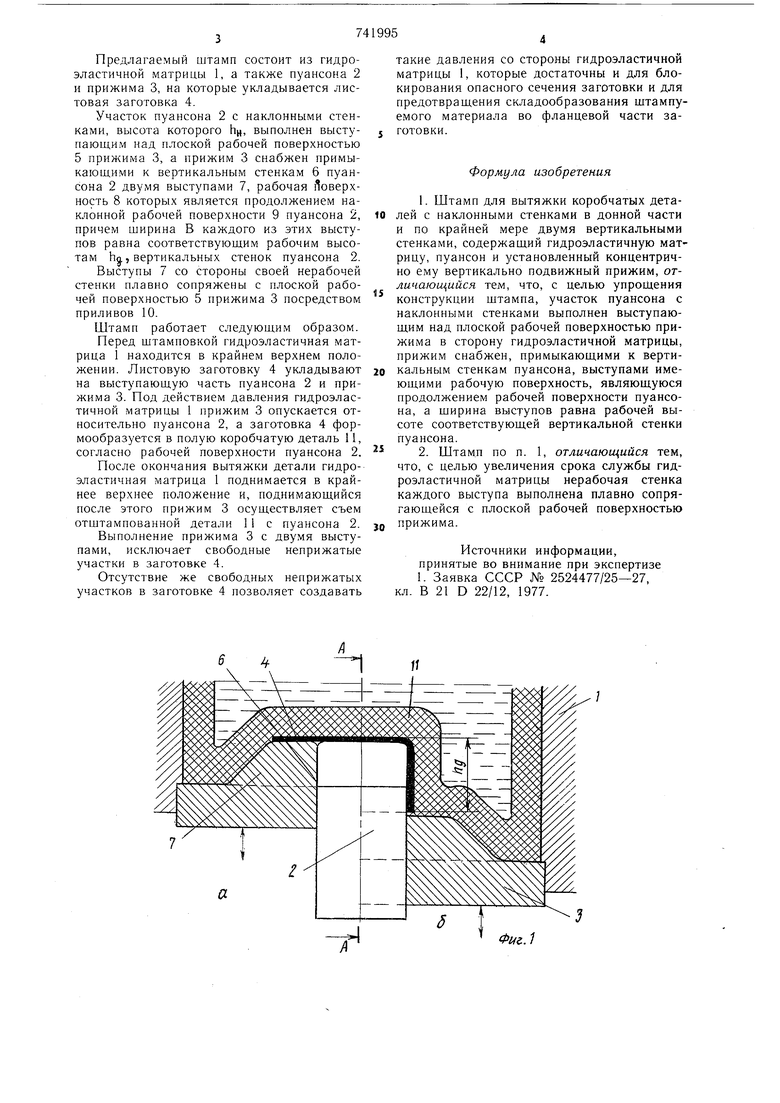
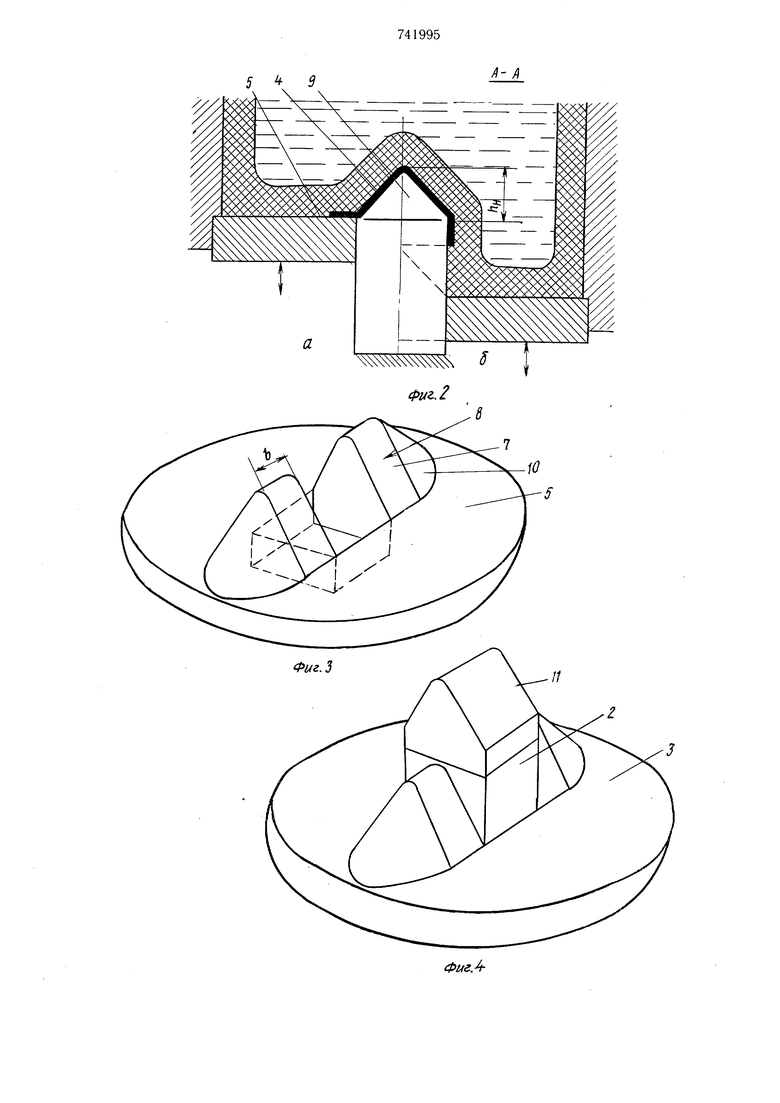
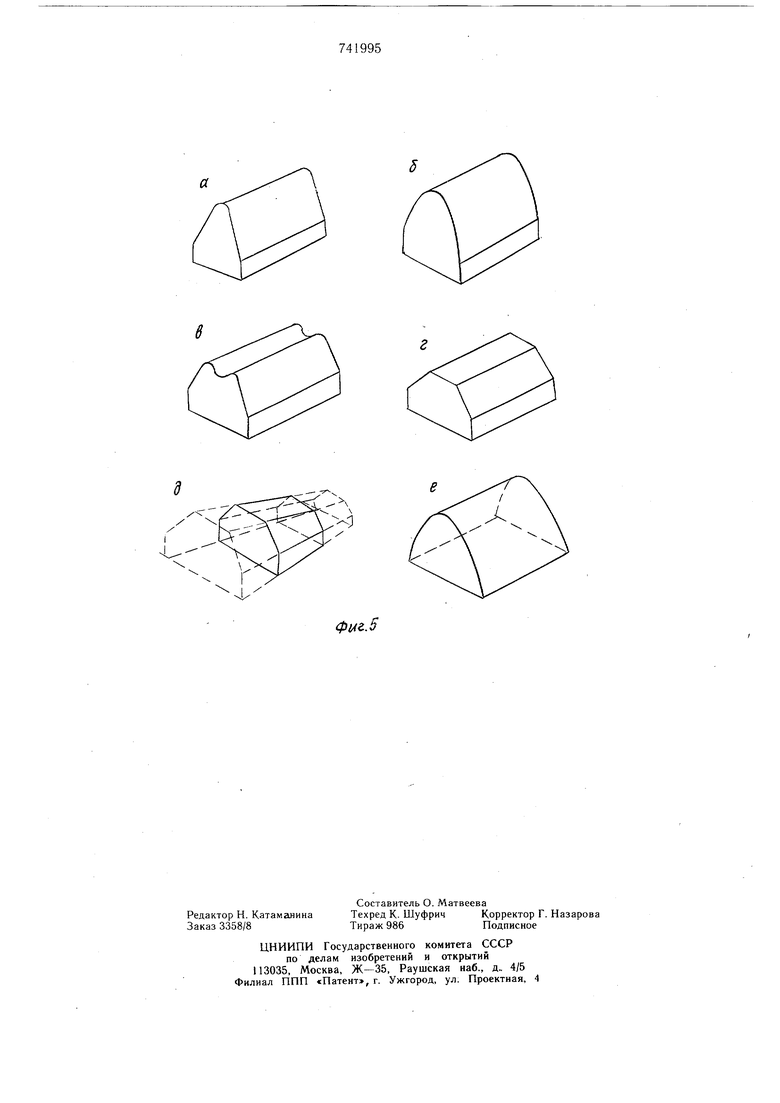
Изобретение относится к области листовой штамповки. Известен штамп для вытяжки коробчатых деталей с наклонными стенками в донной части и по крайней мере двумя вертикальными стенками, содержаш.ий гидроэластичную матрицу, nyaticoH и увтановленный концентрично ему вертикалью подвижный прижим 1 |, В известном штампе поворотные рычаги поддерживают заготовку в процессе вытяжки, предотврашая втягивание материала в зазор между пуансоном и прижимом. Однако, к недостаткам штампа можно отнести сложность конструкции и, как следствие, увеличение сроков подготовки производства при изготовлении штамповкой оснастки. Кроме того такого типа штампы не могут обеспечить изготовление дета1лей в случае малых углов наклона их стенок. Целью изобретения является упрощение конструкции шта.мпа. Для достижения указанной цели в предложенном штампе участок пуансона с наклоннь ми стенкам1 выполнен выступающим над плоской рабочей поверхностью прижима В сторону гидроэластичной матрицы, прижим снабжен, примыкающими к вертикальным стенкам пуансона, выступами имеющими рабочую поверхность, являющуюся продолжением рабочей поверхности пуансона, а ширина выступов равна рабочей высоте соответствующей вертикальной стенки пуансона. С целью увеличения срока службы гидроэластичной матрицы, нерабочая стенка каждого вь1ступа выпфтнена плавно сопрягающейся с плоской рабочей поверхностью прижима. Изобретение поясняется чертежами, где на фиг. 1 слева показаны исходные положения щтампа в разрезе, а справа - положение в конечный момент вытяжки; на фиг. 2 - сечение А-А фиг. 1, слева - исходное положение, справа - конечный момент вытяжки; на фиг. 3 - прижим с выступами (в изометрии); на фиг. 4 - положение прижима и пуансона в конечный момент вытяжки коробчатой детали с наклонными стенками (гидроэластичная матрица условно не показана); на фиг. 5 - типовые формы коробчатых деталей с наклонными стенками, изготовление которых целесообразно на предлагаемом штампе.
Предлагаемый штамп состоит из гидроэластичной матрицы 1, а также пуансона 2 и прижима 3, на которые укладывается листовая заготовка 4.
Участок пуансона 2 с наклонными стенками, высота которого h, выполнен выступающим над плоской рабочей поверхностью 5 прижима 3, а прижим 3 снабжен примыкающими к вертикальным стенкам 6 пуансона 2 двумя выступами 7, рабочая поверхность 8 которых является продолжением наклонной рабочей поверхности 9 пуансона 2, причем ширина В каждого из этих выступов равна соответствующим рабочим высотам hn,вертикальных стенок пуансона 2.
Выступы 7 со стороны своей нерабочей стенки плавно сопряжены с плоской рабочей поверхностью 5 прижима 3 посредством приливов 10.
Штамп работает следующим образом.
Перед штамповкой гидроэластичная матрица 1 находится в крайнем верхнем положении. Листовую заготовку 4 укладывают на выступающую часть пуансона 2 и прижима 3. Под действием давления гидроэластичной матрицы 1 прижим 3 опускается относительно пуансона 2, а заготовка 4 формообразуется в полую коробчатую деталь 11, согласно рабочей поверхности пуансона 2.
После окончания вытяжки детали гидроэластичная матрица 1 поднимается в крайнее верхнее положение и, поднимающийся после этого прижим 3 осуществляет съем отштампованной детали 1 с пуансона 2.
Выполнение прижима 3 с двумя выступами, исключает свободные неприжатые участки в заготовке 4.
Отсутствие же свободных неприжатых участков в заготовке 4 позволяет создавать
такие давления со стороны гидроэластичнои матрицы 1, которые достаточны и для блокирования опасного сечения заготовки и для предотвращения складообразования штампуемого материала во фланцевой части заготовки.
Формула изобретения
1. Штамп для вытяжки коробчатых деталей с наклонными стенками в донной части и по крайней мере двумя вертикальными стенками, содержащий гидроэластичную матрицу, пуансон и установленный концентрично ему вертикально подвижный прижим, отличающийся тем, что, с целью упрощения конструкции штампа, участок пуансона с наклонными стенками выполнен выступающим над плоской рабочей поверхностью прижима в сторону гидроэластичной матрицы, прижим снабжен, примыкающими к вертикальным стенкам пуансона, выступами имеющими рабочую поверхность, являющуюся продолжением рабочей поверхности пуансона, а ширина выступов равна рабочей высоте соответствующей вертикальной стенки пуансона.
2. Штамп по п. 1, отличающийся тем, что, с целью увеличения срока службы гидроэластичной матрицы нерабочая стенка каждого выступа выполнена плавно сопрягающейся с плоской рабочей поверхностью
прижима.
Источники информации, принятые во внимание при экспертизе 1. Заявка СССР № 2524477/25-27, кл. В 21 D 22/12, 1977.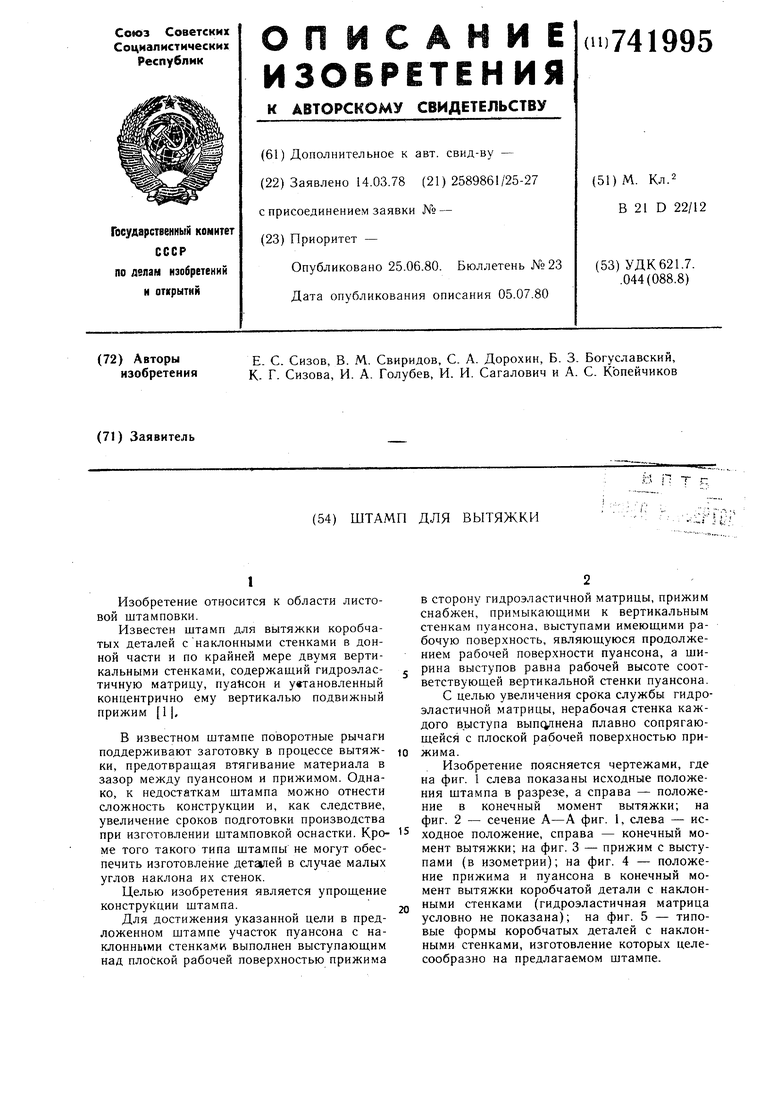
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гидромеханической вытяжки | 1978 |
|
SU740348A1 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ПРОСТРАНСТВЕННОЙ ДЕТАЛИ С ПРИЖИМОМ КРАЕВОЙ ЧАСТИ ПОЛОВИНЫ ЛИСТОВОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2010 |
|
RU2457059C2 |
| Штамп для многопереходной вытяжки | 1976 |
|
SU593778A1 |
| Штамп для вытяжки полых деталей | 1979 |
|
SU825234A1 |
| Штамп для глубокой вытяжки полых изделий | 1981 |
|
SU1007786A1 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ВЫТЯЖКИ КОРОБЧАТОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2013 |
|
RU2545863C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ НА ПРЕССЕ ДВОЙНОГО ДЕЙСТВИЯ | 2006 |
|
RU2353457C2 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНЫХ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ В ШТАМПЕ НА ПРЕССЕ ДВОЙНОГО ДЕЙСТВИЯ (ВАРИАНТЫ) | 2008 |
|
RU2429098C2 |
| Штамп для вытяжки деталей коробчатой формы | 1977 |
|
SU662204A1 |
| Штамп для многопереходной вытяжки | 1977 |
|
SU645729A1 |
3
а
А- А
$$ $$$$$$ т,
Фиг. 2
Фие.4а
