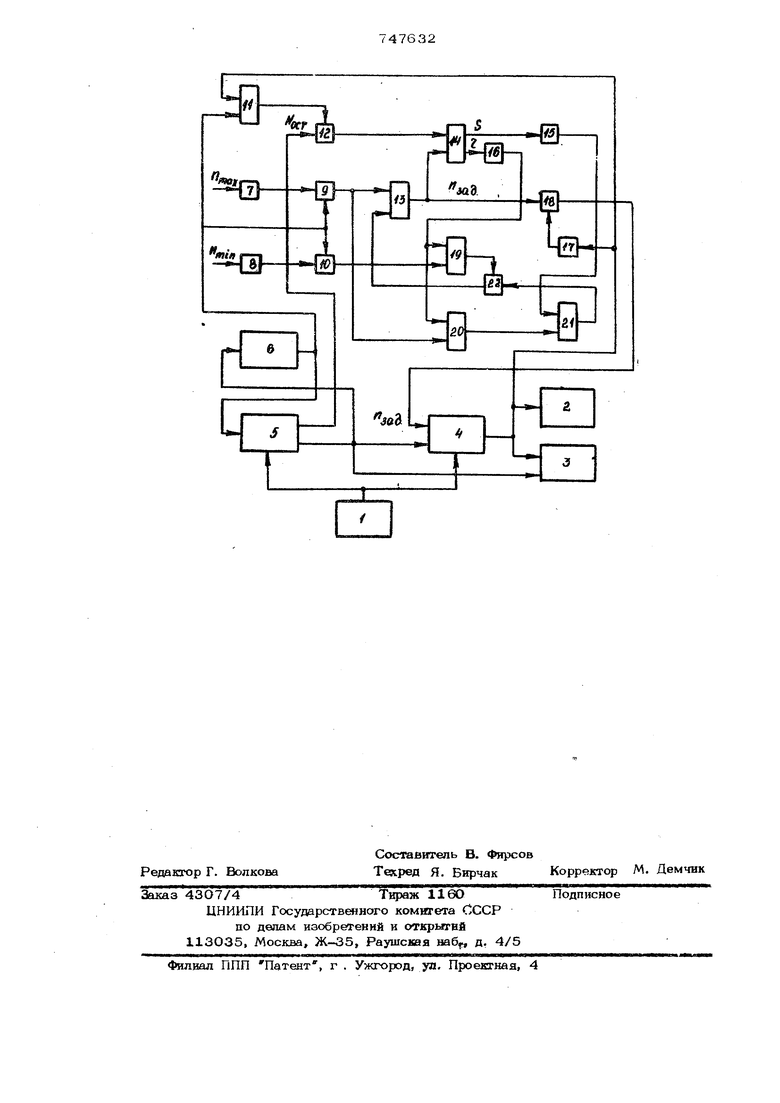
и с инп гкационнь М табло, я блок ааглска устройства, соелниениый с бпоко) стотп числа остаиипгхся полос п портим . Блок счета числа оставшихся rifiioc и партии, 14 свою очередь, содержит umfipo-вой зааатчик, выход которого через кпюч соединен с первым входом счетчика числа оставшихся полос в партии, с выходом соединенного со входом элемента ИЛМ-НП Блок счета числа оставшихся полос в рупоп содержит счетчик числа оставшихся полос в рулоне, выход которого через элемент ИЛИ-НЕ соединен с первым входом элемента ИЛИ. Блок sanyciai устройства содержит кнопку Пуск., соединенную с первым входом элемента ИЛИ. Известное устройство позволяет осущест влять безотходный прорез при любом исход. ном числе полос в партии, однако оно име ет ограниченное применение, поскольку может быть использовано для получения готовых рулонов, содержащих не более трех полос. Однако, на одном и том же агрегате для разных партий полос, максимально и минк ; мально допустимое число в обрабоганных рулонах может быть различным и равным не только трем и двум, что реализуется известным устройством, но и, например, четырем и трем. При этом во всех случаях минимально допустимое число полос в рулоне , должно быть больше половины максимально допустимого числа полос в рулоне п PPQIJ; , т.е. должно выполняться соотношение Т. Г moix. . Это требование вызвано тем, что размеры и вес рулонов одной партии;. не должны существенно отличаться друг от друга. Так, если максимально до пустимое число полос в рулоне равно четырем, то минимально допустимое число полос в рулоне равно трем и т.п . Предел льно допустимое число полос в рулоне за виснт от толщины, ширины и длины полос в партии и допустимых, размеров и веса о работанного рулона. Наличие укрупненных рулонов позволит увеличить производительность агрегата и стана за счет сокращения времени, необходимого для вьшолнения вспомогательны операций {заправка переднего конца рулон на моталку, снятие рулона с моталки и . Цель изобретения - повьвяение производительности агрегата. У казана я цель достигается тем,, что устройство для управления резом сварных полос на непрерывном агрегате снабжено 324 цифровыми зад:1ТЧ11ками максима.чьно и г-.;ш1и 1с1льио донустнмого числа полос ь рулонах,- первым и ВТО1Л.1М ключами, акоды которых соед)шены с цифровьсия задатчн- ками максимально и минималы-:э допустиMOixi числа полос в рулоне н с блоком запуска устройства, элементом ИЛИ, соедшшнным с блоком запуски устройства и с блоком счета оставшихся полос в рулоне,, третьим ключом, соед){нен}1ым с элементом ИЛИ и с блоком счета оставидихся поп;ос в партии, счетчиком числа задаваемых полос в рулоне, соединенным с первьп-л ключом, блоком деления, соединенньж: с третьим ключом и счетчиком числа задаваемых гюлос в pjTiojie, блоками запоминания, соед)шо и1ыми с блоком деления, блоком задержки, четвертым 1сяючом, соед шенным со счетчиком числа задаваемых полос, с входом блока счета чис- ла оставшихся полос в рулоне и через задержки - с выходом того же блока, блоком логики, соедипе)1лым со вторы 4 блоком запоминания и вторым ключом, блоком вы- числения разности, соединенным с первьм ключом и со вторым блоком запоминания, вторым блоком логики, соед гаенным с первым блоком запомг-шания. и блоком вычисления разности, и пятым ключом, сое дШ1е гаым с первым и вторым блоками логики и счетчиком числа задаваемых полос в рулоне. На чертеже представлена блок-схема рассматриваемого устройства. Устройство содержит блок 1 регистра1ШИ сварного шва, привод 2 ножн1щ, индикационное табло 3, блок 4 счета числа оставшихся полос в рулоне; соедш1енный с выходом блока 1 и входами ггривода 2 ножНИЛ. и индикадионкого табло 3 блок 5 счета Числа оставшихся полос в партии, связанный-с блоком 4з блок 6 запуска устройства, подЕлюченный ко входу блока 5 цифровые задатчйки 7 к 8 максимально и минимально допустимого числа полос в рулонах 3 первый и второй 9 к 10, акод.ы которьсс соединены с задатчкками 7 и S и с вькодом блозга 6, элемент 11 ИЛИ , первый вкод которого связан с выходом блока счета оставшихся полос в рулоне 4} а второй вход - с вых.одом блока 6, третий ключ 12, соединенный упраилшощим .входом с .выходом элемента 11 ИЛИ и информационным входом - с выходом блока счета оставшихся полос в пар-тин 5, счетчик 13 числа задаваемых полос в рулоне, подключенный одним входом к инс1 рмадио1шому выкоцу ключа 9, дру- РИМ входом связанный с 1шформациот ым выходом ключа 12 блок деления 14, вход которого соединетг с выходом-счетчика 13, блоки 15 н 16 аапоминаугия, подключеттеые к выходам счетчика 13, блок 17 задержки входом соединенный с выходом блока счета оставшихся полос в рулоне 4 и первым входом элемента ИЛИ 11 и выходом - с управляющим входом четвертого ключа 18, информационным входом соединенного с выходом счетчика 13 и информационным выходом - со входом блока 4, первый блок 19 логики, соод1- ненный первьсу входом с выходом блока 16 запомшшния и вторык входом - с информационным выходом ключа 10, блок 20 вычисления разности, подключенный первым входом к выходу блока 16 запоминания, вторым входом - к информационному выходу ключа 9, второй олок 21 логики, первый вход которого соединен -. выходом блока 15 запоминания, второй вЗоэд - с выходом блока 20, пятый ключ 22, вход которого подключен к выходу второго блока 21 логики, выход к счетному входу счетчика 13, а управляющий вход - к выходу блока 19 логики. Перед запуском устройства на задатчиках набирают исходное число полос партии N (задатчик в блоке 5), максимально (задатчик 7) и минимально п (задат- чик 8). допустимое число в рулоне. После запуска устройства по сигналу .из блока 6 запуска устройства блок счета оставшихся полос в партии 5 будет подготовлен к счету числа полос в партии, откроются первый и второй ключи 9 и 10 и мак-3 симально допустимое число полос в рулоне Птр,поступиг в счетчик 13, а минимальнодопустимое число Пгщп в первый блок логики 19. Откроется третий ключ 12 и оставшееся число полос в партии л/„.АПри запуске - ис- водное Л/ис поступит на первый вход блока деления 14, на второй вход которого из счетчика 13 поступит задаваемое число полос в рулоне. Частное S от деления из блока 14 поступт: в первый блок 15 за 4 поминания и на первый вход блока 21 логи ,ки, а остаток р в блок запоминания 16, на. первый вход блока 19 логики и на пер вый вкод блока вычисления раа 1ости 2О. . На второй вход этого блока 19 поступает число п rfiiр,, на второй вход блока 20 посту пает число Пр . На выходе блока 20 поя вигся paaiocTb которая поступит на ртоой .В5СОП блока 21 логики. Отсутствие (О) или наличие ( ) 5 сигнала на выходе блока 19 логики определяется след.ющими условиями; 0,если Г- r,j.,(1) 1,если г 4 тстх(2) 74 32 Условир I 1 оашчает, что может быть задана число полос в рулоне, находящееся в счетчике 13, Действительно, при этом пятый ключ 22 закрмг, на счетный вход счетчика 13 имп 71ьсы не и содержимое счетчика 13 через четвертый 1сяюч 18 будет передано на вход блока счета числа оставшихся полос в pjTioHe 4. Если же выполняется условие (2), то задаваемое число полос в рулоне должно быть скорректировано по сигналам, поступающим из блока 21 логики в зависимости от оставшегося числа полос в партии. Отсутствие (О) или налргчие (1) на выходе блока 21 логики определяется следующими условиями: 0 если S , Птах - 3) 1. если S (4) Если выполняется условие ( 3} , то сиг-. нала на выходе блока логики 21 не будет, сигнал на счетный вход счетчика 13 не поступит, и в блок счета числа оставш1 хся полос в рулоне 4 будет передано число, находящееся в счетчике 13. Если же выполн51ются условие (4) и условие (2), то на счетный вход счетчика 13 поступит сигнал, содержание счетчгка 13 умепьшитсяс на единицу и будут выполнены описанные ; выше операции. В процессе перемешелия полосы при входе сварного щва в зону ножниц на выходы блоков числа оставшихся полос в партия 5 и числа оставшихся полос в рулоне 4 с выхода блока 1 поступать сиг-налы о продождении сварных швов, а в блоках 5 и 4 будут формироваться соответственно число оставшихся полос в партии и число оставшихся полос в рулоне (Мд(.1П(. (.О в привод ножниц 2 УДет выдаваться команда на рез поло «°™ ™бло 3 сигнал о конце рулона, в эл.емснт ИЛИ 11 и на управляюший вход третьего ключа 12 сигнал разрешения взода числа оставшихся полос в партии ддя формирования следующего задания, на управляющий вход четвертого ключа 18 через блок задержки 17 команда на задание числа полос для очередного р -лона, .держка необход(-1а для вьшолнения выч: слительных и логических операций. При окончании партии (No() сигнал удет nocTjTiaTb с вькода. бло1са счетца исла оставшихся полос в партии 5 на вдод лока запуска 6, что обеспечит автоматический запуск устройства в начале новой партии; Установку значенийМ 5сТ|Пр5 ц, для новой партин полос в.ыполнкк}т во время прохождения последнего рулона текущей партии. Использование устройства позволяет осуществить безотходный порез сварньх полос на рулоне при любом исходном числе полос в партии и заданном числе полос в готовых рулонах . Укрупнение рулонов приведет к повышению производительности агрегата, на которюм осуществляется реэ полосы, и стана, на котором прокатыгваются рулоны, получй1ные на непр ывно-огравиль ном агрегате. Экономический аффект от внедрения изо ретения на одном агрегате составляет око 100 тыс руб./год, Формула изобретения Устройство для управлеиия резом свар ных полос на непрерывном агрегате, содержащее блок регистрации сварного шва, привод ножнид, индикационное табло, блок счета числа оставш)еч.ся полос в партии, соединенный с блоком регистрации сварного шва и с индикационным табло, блок счета числа оставшихся полос в рулоне, соединенный с блоком регистрадии сварного шва, с блоком счета оставшихся полос в партии, с приводом ножниц и с ин дикшлионным табло, и блок запуска устройства, соединенный с блоком. счета числа оставшихся полос в па prim, отличаю щ е е с я тем, что, с целью повышения производительности агрегата, оно снабжено ци4 овыми зада1чиками максим шьно и ми- нимально допустимого числа БОЛОС в рулонах, первым и вторым ключами, входы которых соединены с Токаревыми задатчиками 74 28 максимально и минимально допустимого числа полос в рулоне и с блоком запуска устройства, элементом ИЛИ, соединенным с блоком запуска устройства и с блоком счета оставшихся полос в рулоне, 7ретьим ключом, соединенным с элементом ИЛИ и с блоком счета оставшихся полос в партии, счетчиком числа задаваемых полос в рулоне, соединенным с первым ключом, блоком деления, соединенным с третьим ключом и счетчиком числа задаваемых полос в рулоне, двумя блоками запоминания, соединенными с блоком деления, блоком задержки, четвертым ключом, соединенным со счетчиком числа зaдaвaevlыx полос , с вдодом блока счета числа оставшихся полос в рулоне и чфез блок задержки - с выходом того же блока, блоком логики, соединенным со вторым блоком запоминания и со вторым ключом, блоком -вычисления разности, соединенным с ключом и со вторым блоком запоминантля, вторым блоком логики, соедине}щым с первым блоком запоминания и блоком вычисления разности, и пятым ключом, соединенным с первым и вторым блоками логики и счетчиком числа задаваемых полос в рулоне. Источники информации, принятые во внимание при экспертизе 1. Ъерзина В.А. и др. Система автоматического слежения за положением сварных швов на станах холодной прокатки. М еханизация и автоматизация производства, 1870, N9 1, с. 3-4, 2. Авторское свидетельство СССР по заявке № 246074О/25-27, Ю1. В 23 В 36/ОО, 1977 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления резом сварных полос на непрерывном агрегате | 1976 |
|
SU662286A1 |
| Устройство для регистрации сварных швов на агрегате производства холодного проката | 1978 |
|
SU778841A1 |
| Устройство для управления непрерывным станом холодной прокатки | 1977 |
|
SU679271A1 |
| Устройство для автоматического сбора информации о качестве полосы | 1978 |
|
SU759160A1 |
| Устройство для контроля положения сварных швов полосы на непрерывном агрегате производства проката | 1978 |
|
SU990356A1 |
| Устройство для слежения за координатой полосы на непрерывном прокатном стане | 1979 |
|
SU772632A1 |
| Устройство для регистрации сварных швов | 1981 |
|
SU984531A1 |
| Устройство для регистрации сварныхшВОВ HA НЕпРЕРыВНОМ CTAHE ХОлОдНОйпРОКАТКи | 1979 |
|
SU820949A2 |
| Устройство для регистрации технологических данных | 1978 |
|
SU753511A1 |
| Устройство для регистрации сварных швов | 1977 |
|
SU670353A1 |