(54) УСТРОЙСТВО ДЛЯ РЕГИСТРАЦИИ СВАРНЫХ ШВОВ НА НЕПРЕРЫВНОМ СТАНЕ ХОЛОДНОЙ ПРОКАТКИ
Однако оно не может определить момент выдачи команды на изменение положения механизмов центрирования с учетом изменения ширины полосы, что может привести к аварийной ситуации, например, обрыву полосы. Так, если ширина текущей полосы, проходящей через механизм центрирования, больше ширины приваренной к ней полосы, то команда на сведение механизмов концентрирования должна быть выдана после прохождения сварным швом механизма центрирования, лос кольку сведение.механизма центрирования в момент подхода сварного шва приводит к смятию и обрыву заднего конца текущей полосы. Если ширина текущей полосы, проходящей через механизм центрирования, меньше тлиривы приваренной к ней полосы, то команда на разведение механизма центрирования должна быть выдана в такой момент времени, тобы к моменту подхода переднего конца следующей более широкой .полосы разведение механизма центрированиябьшо уже закончено. В противном случае передний конец следующей полосы будет смят и оборван.
Цель изобретения - расширение функциональных возможностей за счет предотвращения обрывов при центрировании сварных полос разной ширины в процессе бесконечной прокатки.
Указанная цель достигается тем, что устройство для регистрации сварных швов на непрерывном стане холодной прокатки дополнительно снабжено двумя задатчиками ширины полос текущего и следующего рулонов, блоком сравнения ширины полос текущего и следующего рулонов, задатчиКом упреждения команды на разведение механизма центрирования, задатчиком запаздывания команды на сведение механизма центрирования, двумя группами ключей, элементом ИЛИ, преобразователем прямого кода в обратный и сумматором, причем первый вход элемента ИЛИ через первую группу ключей подключен к выходу задатчика упреждения команды на разведение механизма центрирования, второй вход через вторую группу ключей и преобразователь прямого кода в обратный подключен к выходу задатчика запаздывания команды на сведение механизма центрирования, выход соединен с первым входом сумматора, вторым входом соединенного с выходом счетчика координаты сварного шва и выходом подключенного к первому входу блока сравнения положения свйрного шва, при этом выходы блока сравнения ширины полос текущего и следующего рулонов соединены с соответствующими управляющими входами обеих групп , а входы подключены к выходам
задатчиков ширины полос текущего и слёдукяцего рулонов.
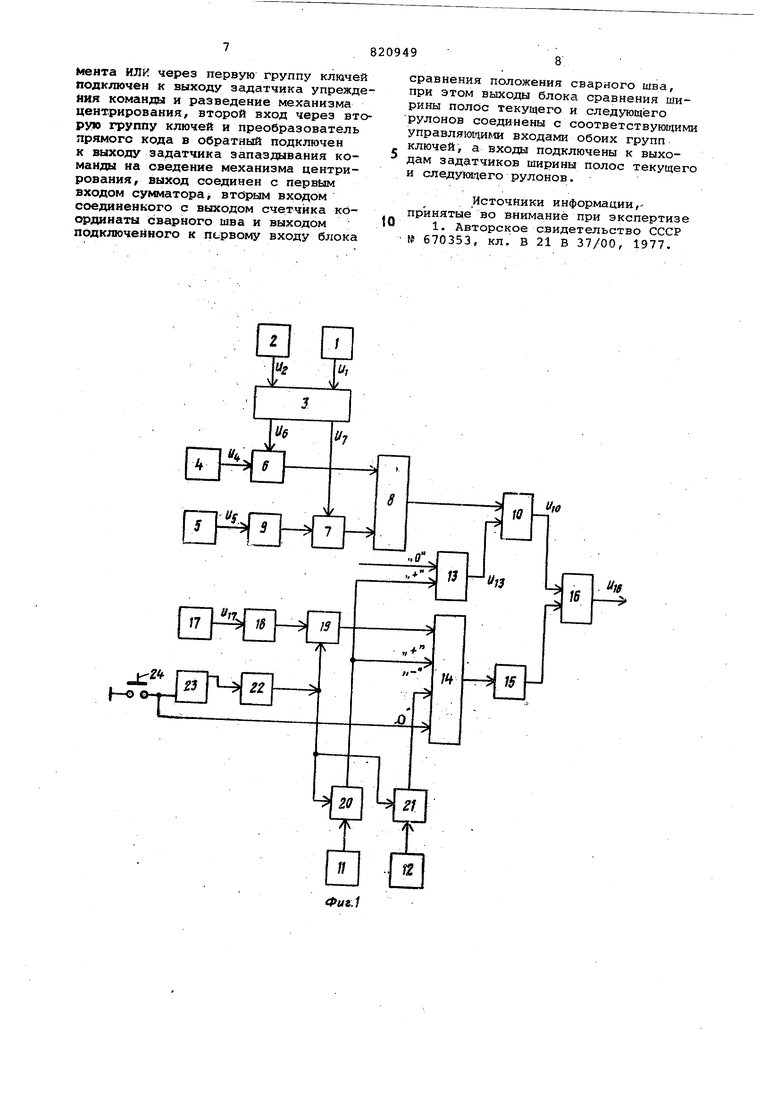
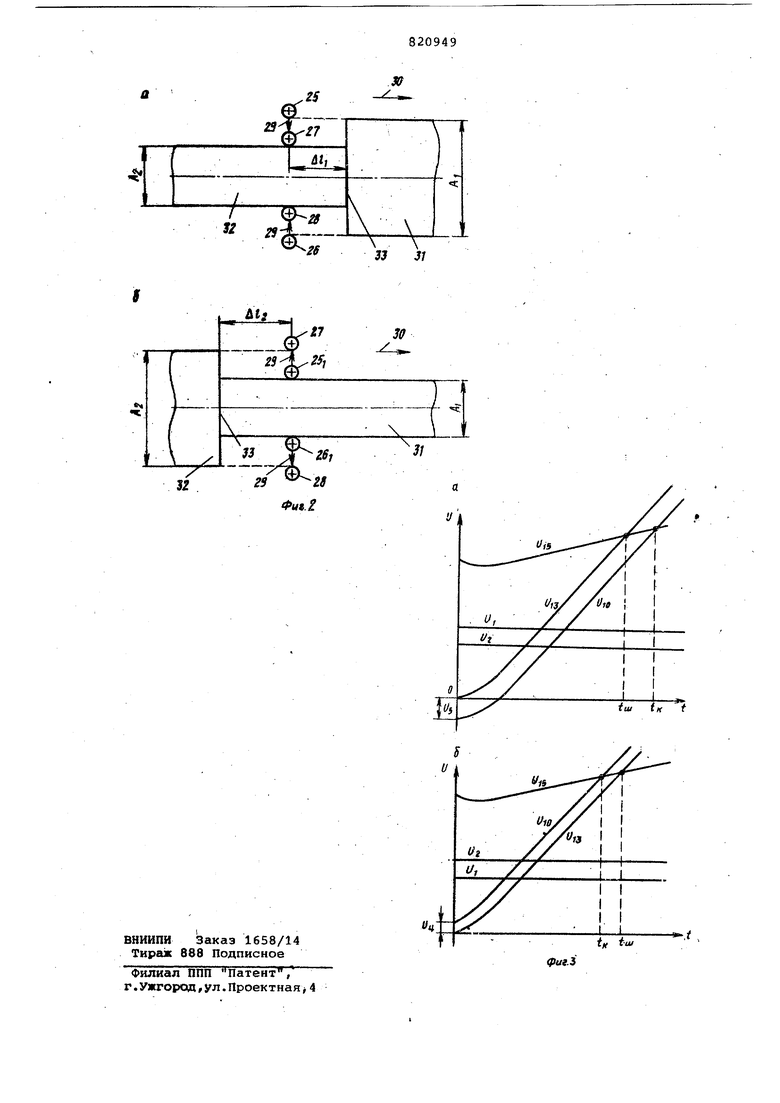
На фиг.1 представлена блок-схема устройства; на фиг.2 варианты (а,б) расположения механизма центрирования при прохождении через него участка сварных полос разной ширины; на
фиг.З - временные зависимости изменения сигналов применительно к вариантам, рассмотренным на фиг.2. Устройство содержит задатчики 1 :
и 2 ширины полосы текущего и следующего рулонов, блок 3 сравнения ширины полос текущего и следующего рулонов, задатчик 4 упреждения команды на разведение механизма центрирова5 ния .задатчик 5 запаздывания команды на сведение механизма центрирования , группы б и 7 ключей, элемент ИЛИ 8, преобразователь 9 прямог о кода в обратный, сумматор 10, датчики 11 и 12 имп$)льсов, счетчик 13 координаты сварного шва, счетчик 14 запаса полосы, блок 15 вычисления запаса полосы от стыкосварочной машины до барабана петлевого .устройстг ва, блок 16 сравнения положения сварного шва относительно барабана петлевого устройства, задатчик 17 поло)Жения тележки петлевого устройства, блок 18 зачисления запаса полосы в петлевомустройстве, группу 19 ключей, элементы И 20 и 21, блок 2.2 задержки, триггер 23 и кнопку 24 Пуск
Положение левой и правой частей механизма центрирования (фиг.2) до выдачи команда на изменение механизма обозначено позициями 25 и 26, после отработки заданного по тожения . механизма - соответственно 27 и 28, направление перемещения левой и правой частей механизма - 29, направление перемещения полосы 30, текущая полоса шириной А и следующая полоса шириной А 2 обозначены позициями 31 и 32, расстояние от сварного шва 33 до механизма центрирования в момент выдачи команды на сведение левой и правой частей механизма и в момент выдачи команды на разведение механизма обозначены соответственно
и
0 Изменение значений сигналов на выходе соответствующих блокдв показано на фиг.З. При этом значения и и и пропорциональны значениям ОПАРИНЫ А и А текущей и следующей
е ПОЛОС, ЗНвЧёНИЯ И U ПрОПОрЦИОнальны значениям и Д 2, значе ния и 13 и Ll(5 пролорциональны фактическому значению расстояния по полосе от стыкосварочной машины до свар. ного шва и до барабана петлевого устройства, значение UKJ соответствует . 3{/ачению расстояния сварного шва до стыкосварочной машины, скорректированному для выдачи команды на сведение или разведение механизма центрирования с учетом соотношения ширины текущей и следующей полос. Сигнал на выходе блока сравнения 16 появляется при равенстве сигналов на выходах блоков 10 и 15 (). Устройство работает .следующим образом. До начала работы устройства на задатчиках 1 и 2 устанавливают значения и,,( и и 7 пропорциональные Значениям AJ, и А 2 ширины текущего и сле дукицего рулонов, на задатчиках 4 и 5 значения U4 и.и пропорциональные расстояниям от сварного шва до механизма центрирования в момент выдачи команды на разведение и сведение левой и правой частей механизма центри рования полосы, на задатчике 17 - зн чение и,7 , пропорциональное положени тележки петлевого устройства в момен запуска устройства для регистрации сварных швов. - При нажатии кнопки 24 Пуск счет чик 14. обнуляется и через время, необходимое для обнуления счетчика 14, вычисленное в блоке 18 значение запа са полосы -от стыкосварочной машины до первой клети,поступает в счетчик 14, а на вторые входы элементов И 20 и 21 поступает в счетчик 14, а на вт рые входы злементов И 20 к 21. поступают сигналы, разрешающие поступление импульсов с датчиков 11 и 12 в счетчики 13 и 14. Запуск устройства производится в момент сварки полосы. После окончани сварки полосы по сигналу, поступающему из системы управления стыкосварочной машиной, обнуляется счетчик 13 координаты сварного шва. При перемещении полосы в головной части стана от датчика 11 импульсов в счетчики 13 и 14 поступают сигналы и суммируются с содержимым этих счет чиков , а при перемещении полосы на входе в стан от датчика 12 импульсов в счетчик 16 поступают сигналы, кото рые вычитываются из содержимого счет чика 14. В результате на выходе счет чика 13 формируется значение пропорциональное расстоянию сварного Шва .пополосе оа стыкосварочной машины, а в счетчике 14 - значение пропорцио нальное запасу полосы от стыкосвароч ной машины до первой клети, которое поступает на-вход блока 15 вычисления запаса полосы от стыкосварочной машины до барабана петлевого устройства, величина которого поступает на второй вход блока 16 сравнения. Поскольку на первый вход блока 16 с выхода сумматора 10 поступает значение координаты сварного шва, скорректирова нное с учетом соотношения ширины полос текущего и следующего рулонов, то на выхода U,: блока 16 при равенстве значений на его входах появляется сигнал в момент времени, когда выдается команда на изменение полосы механизма центрирования полосы. Шов находится в зоне барабана петлевого устройства во время t (фиг.3а,б). В том случае, если ширина текущей полосы больше ширины следующей полосы (фиг.2а), команда на сведение левой и правой частей механизма центрирования полосы выдается в момент времени (фиг. За), когда сварной шов находится за механизмом центрирования полосы. В том случае, если ширина текущей полосы мень ше ширины следующей полосы (фиг.2б), команда на разведение левой и правой частей механизма центрирования полосы выдается в момент времени tц (фиг.36), когда сварной шов находится перед механизмом центрирования пот лосы. Предотвращение обрывов при центрировании полос разной ширины в процессе бесконечной прокатки обеспечивается тем, что момент выдачи команды на изменение положения механизма центрирования определения с учетом соотношения ширины текущей полосы, проходящей через механизм центрирования, больше ширины приваренной к ней полосы, то команда на сведение механизма центрирования выдается после прохождения сварным швом этого механизма, что предотвращает смятие и обрыв конца текущей полосы. Если ширина текущей полосы меньше ширины приваренной к ней полосы, то команда на разведение механизма центрирования выдается в такой момент времени, чтобы к моменту подхода переднего конца следующей, более широкой полосы разведение механизма центрирования было уже закончено, что предотвращает смятие и обрыв переднего конца этой полосы. Предлагаемое устройство позволяет уменьшить время простоев стана по причине обрыва полос при их центрировании в процессе бесконечной прокатки. Формула изобретения Устройство для регистрации сварных швов на непрерывном стане холодной прокатки по авт.св. К 670353, отличающееся тем, что, с целью расширения функциональных возможностей за счет предотвращения обрывов при центрировании сварных полос разной ширины в процессе бесконечной прокатки, оно дополнительно снабжено двумя задатчиками ширинь: полос текущего и следующего рулонов, блоком сравнения ширины полос текущего и следующего рулонов, задатчиком упреждения команды на разведе-. ние механизма центрирования, задатчиком запаздывания команды на сведение механизма центрирования, двумя группами ключей, элементом. ИЛИ, преобразователем прямого кода в обратный и сумматором, причем первый вход элеМента ИЛИ через первую группу ключей подключен к выходу задатчика упреждеяяя команда и разведение механизма центрирования, второй вход через вторую группу ключей и преобразователь прямого кода в обратный подключен к выходу задатчика запаздывания команды на сведение механизма центрирования, выход соединен с первым входом сумматора, вторым входом соединенкого с выходом счетчика координаты сварного шва и выходом подключенного к первому входу блока
сравнения положения сварного шва, при этом выходы блока сравнения ширины полос текущего и следующего рулонов соединены с соответствующими управляющими входами обоих групп ключей, а входы подключены к выходам задатчиков ширины полос текущего и следукипего рулонов.
Источники информации,принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 670353, кл. В 21 В 37/00, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регистрации сварных швов | 1977 |
|
SU670353A1 |
| Устройство для регистрации сварных швов на непрерывном стане холодной прокатки | 1978 |
|
SU776683A2 |
| Устройство слежения за координатой сварного шва на стане бесконечной прокатки | 1990 |
|
SU1736652A1 |
| Устройство для слежения за координатой полосы на непрерывном прокатном стане | 1979 |
|
SU772632A1 |
| Устройство для управления непрерывным станом холодной прокатки | 1977 |
|
SU679271A1 |
| Устройство для регистрации сварных швов | 1981 |
|
SU984531A1 |
| Система автоматического управления непрерывным агрегатом для обработки рулонов | 1988 |
|
SU1639817A1 |
| Устройство управления резом сварных полос на непрерывном агрегате | 1976 |
|
SU662286A1 |
| Устройство для управления резом сварных полос на непрерывном агрегате | 1978 |
|
SU747632A1 |
| Способ прокатки полосы | 1980 |
|
SU908452A1 |
%
-26
Л j;
