пульсов, выход которого соединен с первым входом логического блока, второй вход которого соединен с выходом блока запоминания, выход логического блока соединен со вторым входом второго счетчика импульсов и входом первого формирователя, выход которого .соединен с первым входом триггера, второй вход которого соединен с выходом, первого элемента ИЛИ, первый, и второй выходы триггера соединены соответственно с первым входом первого элемента И и вторым входом второго элемента И, первый вход второго элемента И, второй вход rtepBotb элемента И и вход элемента НЕ соединены с ВЫХОДОМ второго формирователя, вход которого соединен с выходом датчика Точной индикации , выход первого элемента И соединён с первым входом второго элемента ИЛИ, выход элемента НЕ соединен с первым вход6« четвертого элемента И, второй и третий входы которого соеди«ены соответственно с первва выходом триггера и выхЪдЬй второго элемента ИЛИ, второй вход ко«торого соединен с выходом третьего Элемента И, первый вход которого соединен с первьм выходом триггера, выход второго элемента ИЛИ, выход четвертого элемента И выход второго эле.1ента И соединены соответственно со входами третьего, четвертого и пятого формирователей, выход третьего формирователя соединен с первым входом первого элемента ИЛИ и с первым выходом устройства, выходы .четвертого и пятого формирователей соединены соответственно со вторым и третьим выходами устройства 2,
Устройство позволяет увеличить точночть и надежность регистрации сварных швов по сравнению с другими извв устройствами. - -
Однако при использовании известно- го устройства точность регистрации шва зависит от скорости перемещения полосы на вьпсоде агрегата, поскольку после поступления сигнала о входе шва в зону слежения сигнал о выходе шва из зоны слежения формируют во времени, а не путем отсчета допустимого отклонения по длине полосы. Кроме , скорость полосы на одном и том же участке агрегата может изменяться в значительных пределах, что может привести к уменьшению точности регистрации сварных.швов и, следовательно, снижению производительности агрегата, :
Цель изобретёЩя - повышение точности регистрации сварного шва и повышение производительности агрёгата. Цель достигается тем, что, известное устройство для регистрации.сварных швов на агрегате производств 1ШлЬднб1о ;йр6ката; йодёЕчкаадеё блок грубой индикации, сварного шва, в соСТas которого входят первый и
датчики импульсов, первый и второй счетчики импульсов, блок запоминания логический блок, пять формирователей триггер, два элемента ИЛИ, четыре элемента И, элемент НЕ, датчик точной индикации шва, дополнительно снабжено пятым элементом И, задатчико м допустимого отклонения ДЛИНЫ полосы, ключом, третьим счетчиком импульсов, причем, первый и второй входы пятого элемента И соединены соответственно с выходом второго датчика импульсов и первым выходом, триггера, выход пятого элемента И соединен с первым входом третьего счетчика импульсов , второй вход которого со динен с выходом ключа, первый и второй входы которого соединены соответственно с выходом задатчика допустимого отклонения длины полосы и выходом первого элемента И,выходтретьего счетчика импульсов .соединен со вторым входом TpieTbero элемента И.
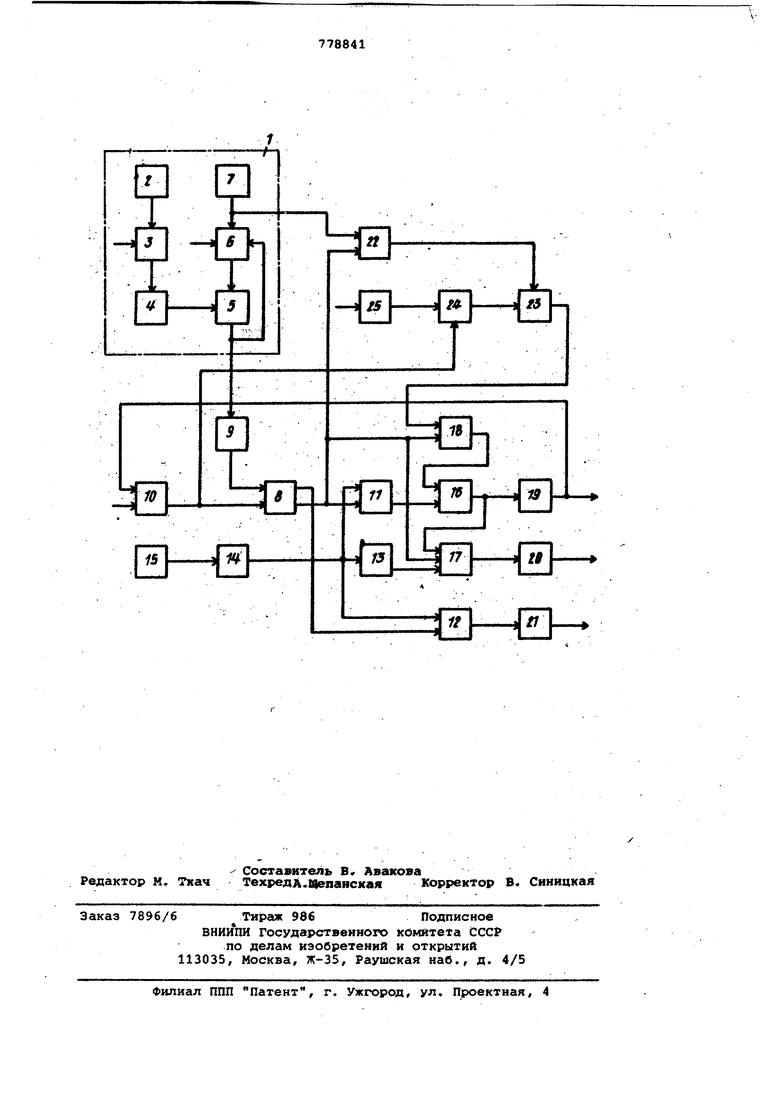
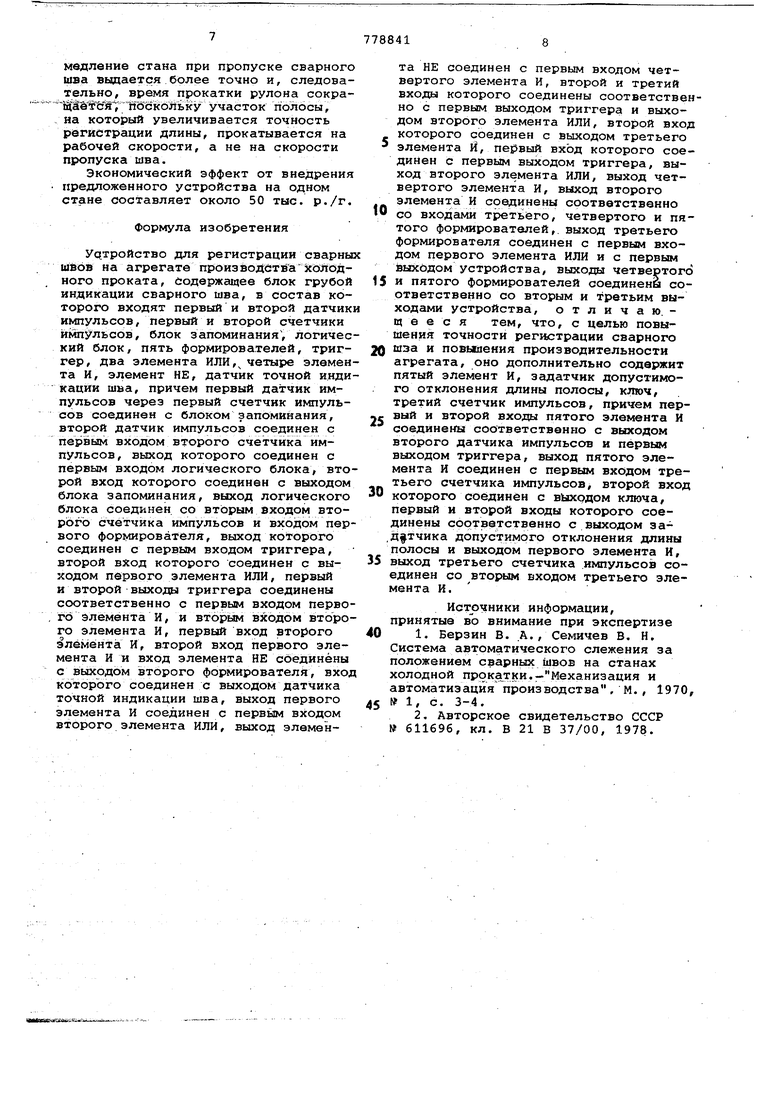
На чертеже представлена блок-схема предложенного устройства.
Устройство содержит блок 1 грубой индикации (варного шва в составе первого датчика 2 импульсов, выход которого через первый счетчик 3 импульсов блок 4 запоминания, логический блок 5, второй счетчик 6 импульсов, второй датчик 7 импульсов, потенциально связанный с первым входом второго счетчика 6 импульсов, выход которого соединен спервым входом логического бДока 5, второй вход которого связан с выходом блока 4 запоминания, выход логического блока 5 соединен со вторым входом второго счетчика 6 импульсов, потенциальный триггер 8, первый вход которого соединен с выходом формирователя 9, вход которого соединен с выходом логического блока 5, первый элемент 10 ИЛИ, соединен со вторым входом триггера 8, первый выход которого соединен с первым входом первого элемента 11 И, второй выход триггера 8 соединен со вторым входом второго элемента 12 И, первый вход второго элемента 12 И, второй вход первого элемента 11 И и вход элемента 13 НЕ, соединен с. выходом второго формирователя 14, вход которого соединен с выходом датчика 15 точной индикации шва, выход первого элемента 11 И соединен с первьол входом второго элемента 16 ИЛИ, выход элемента 13 НЕ соединен с первым входом четвертого элемента 17 И, второй и третий входы которогр соединены соответственно с первым выходом триггера 8 и выходом второго элемента 16 ИЛИ, второй вход которого соединен с выходом третьего элемента .18 И, первый вход которого соединен с первым выходом триггера 8, выход второго элемента 16 ИЛИ, выход четвертого элемента 17 И, выход второго элемента 12 И соединены соответственно со входами третьего, четвертого и пятого формирователей 19, 20, 21, выход третьего формирователя 19 . соединен с первым входом, первого элемента 10 ИЛИ и с первым выходом устройства, выходы четвертого и пятого формирователей 20, 21- соединены соответственно со вторым и третьим выходами устройства, первый и второй входы .пятого элемента 22 И соединены соответственно, свыходом второго датчика 7 импульсов и первым выходом триггера 8, выход пятого элемента 22 И соединен с первым входом третьего счетчика 23 импульсов, второй вход которого соединен с выходом ключа 24, первый и второй входы которого соединены соответственно с выходом задатчика 25 допустимого отклонения длины полосы и выходом первого элемента 11 И, выход третьего счетчика 23 импульсов соединен со вторьлм входом третьего элемента 18 И.
Устройство работает следуиядим обjpaaoM
Перед запуском устройства на ,задатчике 25 устанавливают заданное число допустимого отклонениядлины полосы.
Запуск устройства осуществляют подачей сигнала на второй вход первого элемента 10 ИЛИ, при этом на выходе элемента 10 ИЛИ появляется сигнал, который поступает на второй вход ключа 24 и допустимое отклонение длины полосы с задатчика 25 поступает в счетчик 23, Кроме того, сигнал поступает на второй вход триггера 8/ что вызывает появление, сигнала на. втором выходе триггера и исчезновение на первом выходе триггера, и соответственно на втором входе пятого элемента 22 И.
При перемещении полосы импульсы с второго датчика 7 поступают на первый вход пятого элемента 22 И, однако на выходе этого элемента сигнала не будет , поскольку сигнал отсутствует на его втором входе.
При входе сварного шва в зону слежения на выходе блока 1 появляется сигнал, который через формирователь 9 поступает на первый вход триггера 8. При этом на втором выходе триггера сигнал исчезает, а на первом выходе появляется. Это вызовет появление сигнала на втором вхЬде элемента 22 И и, следовательно, в третьем счетчике 23 начинается счет импульсов убывающим итогом.
При обнулении третьего счетчика 23, что соответствует выходу сварного шва из зоны слежения, на выходе счетчика появляется сигнал, который поступает на второй вход третьего элемента 18 И. Поскольку на первом входе элемента 18 И также имеется сигнал, поступивший с первого выхода триггера 8, то на выходе элемента 18 И появляется сигнал, который через второй
элемент 16 ИЛИ и формирователь 19 поступает на первый выход устройства и на первый вход элемента 10 ИЛИ. При этом на выходе элемента 10 ИЛИ появляется сигнал и дальнейшая работа устройства осуществляется автоматически аналогично описанной выпе.
Сигнал с датчика 15 точной индикации шва через второй формирователь 20 поступает на второй вход первого элемента 11 И, на вход элемента 13
0 НЕ и на первый вход второго элемента 12 и.
Если до поступления сигнала с датчика 15 точной индикации шва на пер вый вход триггера 8 через формирова5тель 9 с выхода блока 5 поступает сигнал о входе шва в зону слежения, то на первом выходе триггера 8 и на первом входе элемента 11 И появляется сигнс1л. Так как на второй вход элемента 11 И поступает сигнал с дат0чика 15, то на выходе этого элемента появляется сигнал, который через первый вход элемента 16 ИЛИ и формирователь 19 поступает на первый выход устройства, регистрирующий появление
5 сварного шва. Сигнал с выхода формирователя 19 поступает на первый вход элемента 10 ИЛИ и устройство подго тавливается к слежению за очередным швом, как описано выие при запуске
0 Устройства по сигналу, поступающему на второй вход элемента 10 . На первый вход элемента 17 И сигнал не поступает, поэтому на втором выходе устройства не появляется сигнал о
5 том, что датчик 15 точной индикации шва не срабатывает. Если же за время нахождения шва в зоне слежения сигнал с выхода датчика 15 не поступает, то к моменту выхода шва из зоны сле0жения на всех трех входах элемента 17 И появляются сигналы, что вызывает появление сигнала на втором выходе устройства, регистрирующем несрабатывание датчика 15. На третьем выходе устройства, регистрирующем ложное сра5батывание датчика 15, сигнал не появляется, поскольку на втором выходе триггера 8 и на втором входе элемента 12 И сигналы отсутствуют.
Если сигнал с выхода датчика 15
0 появляется до появления сигнала с выхода блока 5, то сигналы поступают на оба входа элемента 12 И и на тре-тьем. выходе устройства, регистрирующем ложное срабатывание датчика 15
5 появляется сигнал.
Устройство может быть выполнено на любой серии логических элементов.
Применение устройства позволяет увеличить точность регистрации сварных швов, что приводит к повышению
О производительности агрегатов производства холодного проката.
Увеличение точности регистрации дЛины полосы между сварными швами приводит к тому, что команда на за5
медление стана при пропуске сварного шва выдается более точно и, следовательно, время прокатки рулона сокра й ШётШТгвскблзьку участок полосы, на который увеличивается точность регистрации длины, прокатывается на рабочей скорости, а не на скорости пропуска шва.
Экономический эффект от внедрения предложенного устройства на одном стане составляет около 50 тыс. р./г.
Формула изобретения
Уцтройство для регистрации сварных швов на агрегате производетвахоэтс5дного проката, Содержащее блок грубой индикации сварного шва, в состав которого входят первый и второй датчики импульсов, первый и второй счетчики импульсов, блок запоминания , логический блок, пять формирователей, триггер, два элемента ИЛИ, четыре элемента И, элемент НЕ, датчик точной индикации шва, причем первый датчик импульсов через первый счетчик импульсов соединен с блоком запоминания, второй датчик импульсов соединен с первым входом второго счетчика импульсов, выход которого соединен с первым входом логического блока, второй вход которого соединен с выходом блока запоминания, выход логического блока соединен со вторым входом второго счетчика импульсов и входом первого формирователя, выход которого соединен с первым входом триггера, второй вход которого соединен с выходом первого элемента ИЛИ, первый и второй выходы триггера соединены соответственно с первым входом первого элемента И, и вторым входом второго элемента И, первый вход второго элемента И, второй вход первого элемента И и вход элемента НЕ соединены с выходом второго формирователя, вход которого соединен с выходом датчика точной индикации шва, выход первого элемента И соединен с первым входом второго элемента ИЛИ, выход злемента НЕ соединен с первым входом четвертого элемента И, второй и третий входы которого соединены соответствено с первым выходом триггера и выходом второго элемента ИЛИ, второй вхо которого соединен с выходом третьего элемента И, первый вход которого соединен с первым выходом триггера, выход второго элемента ИЛИ, выход четвертого элемента и, выход второго элемента И соединены соответственно со входами третьего, четвертого и пятого формирователей,, выход третьего формирователя соединен с первым входом первого элемента ИЛИ и с первым выходом устройства, выходы четве отог и пятого формирователей соединены соответственно со вторым и третьим выходами устройства, отличаю. щ е е с я тем, что, с целью повышения точности регистрации сварного шза и повьсаения производительности агрегата, оно дополнительно содержит пятый элемент И, задатчик допустимого отклонения длины полосы, ключ, третий счетчик импульсов, причем первый и второй входы пятого элемента И соединены соответственно с выходом второго датчика импульсов и первым выходом триггера, выход пятого элемента И соединен с первым входом третьего счетчика импульсов, второй вход которого соединен с в лхрдом ключа, первый и второй входы которого соединены соответственно с выходом зад тчика допустимого отклонения длины полосы и выходом первого элемента И, выход третьего счетчика импульсозв соединен со вторым входом третьего элемента И.
Источники информации, принятые вЪ внимание при экспертизе
1.Берзин В. А., Семичев В. Н, Система автоматического слежения за положением сварных швов на станах холодной прока тки,- Механизация и автоматизация производства, М., 1970 № 1, с. 3-4.
2,Авторское свидетельство СССР 611696, кл. В 21 В 37/00, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для слежения за положением сварных швов на агрегатах производства холодного проката | 1976 |
|
SU611696A1 |
| Устройство для слежения за координатой полосы на непрерывном прокатном стане | 1979 |
|
SU772632A1 |
| Устройство для регистрации сварных швов | 1981 |
|
SU984531A1 |
| Устройство для управления непрерывным станом холодной прокатки | 1977 |
|
SU679271A1 |
| Тренажер сварщика | 1984 |
|
SU1217151A1 |
| Устройство для регистрации сварных швов на непрерывном стане холодной прокатки | 1978 |
|
SU776683A2 |
| Тренажер для обучения сварщиков | 1986 |
|
SU1441446A1 |
| Устройство для управления резом сварных полос на непрерывном агрегате | 1978 |
|
SU747632A1 |
| СИСТЕМА УПРАВЛЕНИЯ ТРАНСПОРТНЫМ СРЕДСТВОМ | 1991 |
|
RU2018902C1 |
| Устройство для автоматического сопровождения сварных швов и останова реверсивного прокатного стана | 1977 |
|
SU743739A1 |