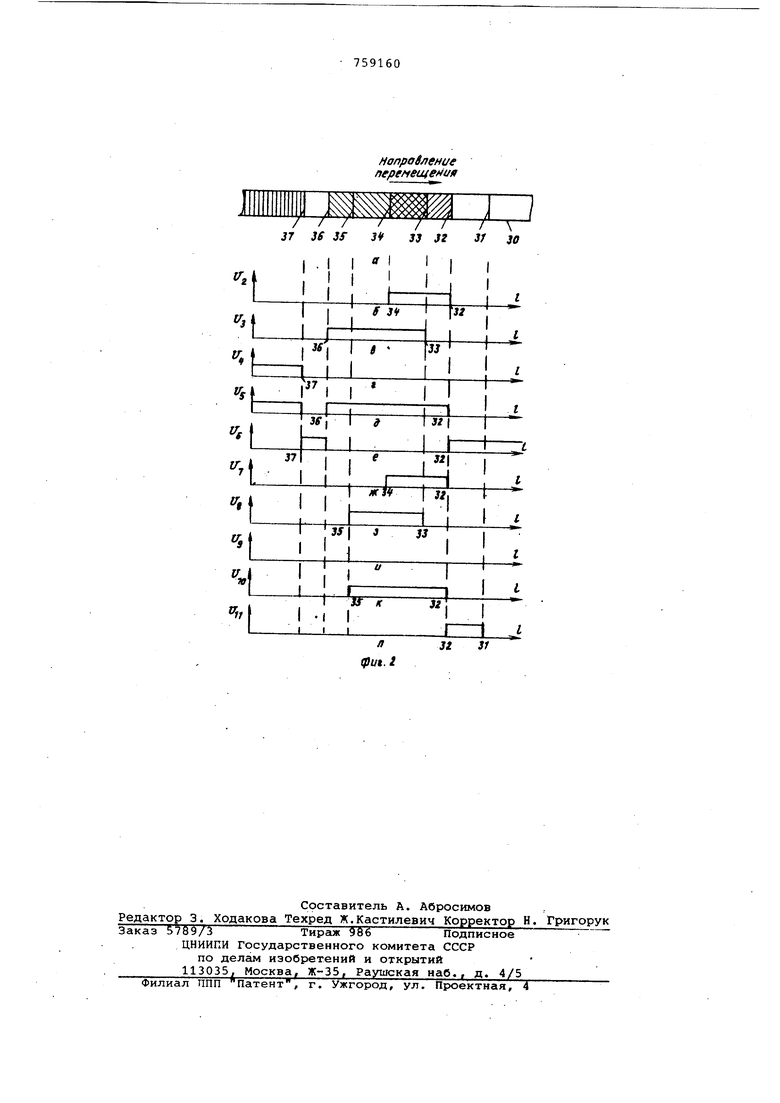
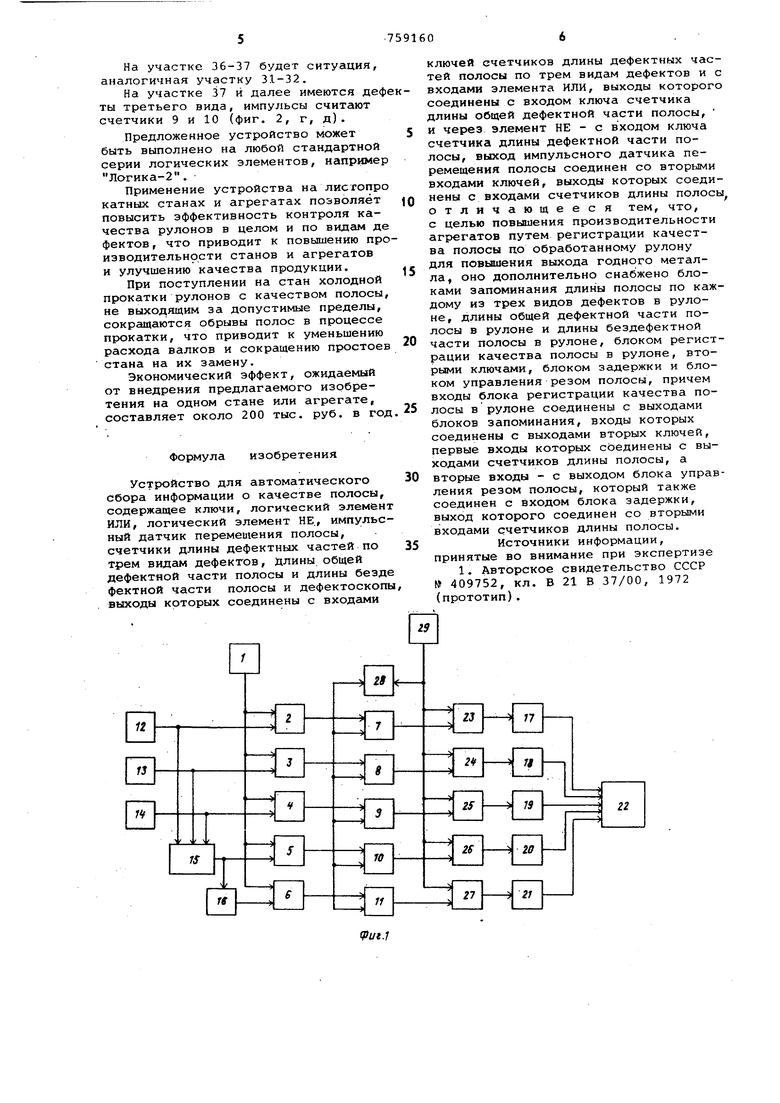
Изобретение относится к области автоматизации прокатного производства, в частности к устройствам конт роля качества полосы на непрерьшных агрегатах производства холодного про ката для регистрации дефектов по длине полосы суммарно и по видам дефектов. Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для автоматического сбора информации о качестве полосы, содержащее дефектоскопы, соединенные схемой ИЛИ, импульсный датчик перемещения полосы, элемент НЕ, ключевую схему и счетчик импульсов, причем схема ИЛИ через элемент НЕ и ключевую схему соединен со счетчиком импульсов а с ключевой схемой соединен также импульсный дат чик перемещения полосы Ij . Известное устройство позволяет измерять длину бездефектной части и длину дефектной части полосы по видам возможных дефектов и суммарно в прюцессе перемещения полосы, однако оно не предназначено для регистрации качества полосы по обработанному на тех нологическом агрегате рулону и не может быть использовано на агрегатах бесконечной прокатки или отделки. Целью.изобретения является повышение производительности агрегатов путем регистрации качества полосы по обработанному рулону для повышения выхода годного металла. Указанная цель достигается тем, что предлагаемое устройство для автоматического сбора информации о качестве полосы, содержащее импульсный датчик перемещения полосы, соединенный через ключевую схему со счетчиками длины дефектных частей полосы по видам дефектов, длины общей дефектной части полосы и длины бездефектной части полосы, и дефектоскопы, выходами соединенные с входами ключей счетчиков длины дефектных частей полосы по видам дефектов и-с входами элемента ИЛИ, выходом соединенного с входом ключа счетчика длины общей дефектной части полосы и через элемент НЕ - с входом ключа счетчика длины бездефектной части полосы, дополнительно снабжено, блоками запоминания длины полосы по каждому виду дефектов в рулоне, длины общей дефектной части полосы в рулоне и длины бездефектной части полосы в рулоне, группой ключей, блоком задержки и блоком управления резом полосы в конце смотки рулона, причем блоки запоминания входами через ключи соединены с выходами соответствующих упомянутых счетчиков и выходами - с входом блока регистрации качества полосы в рулоне; выход блока управления резом соединен с управляющими входами ключей и через блок задержки - с входами установки нуля счетчиков. На фиг. 1 представлена блок-схема устройства; на фиг. 2 - диаграммы, поясняющие его работу. Устройство содержит импульсный датчик 1 перемещения полосы, выходом через ключи 2-6 соединенный со счетчиками 7-11 длины дефектных час тей полосы по видам дефектов, длины общей дефектной части полосы и длины бездефектной части полосы, и дефектоскопы 12-14, выходами соединенные с входами ключей 2-4 и с входами элемента 15 ИЛИ, выходом соединенног с входом ключа 5 и через элемент 16 НЕ - с входом ключа 6, блоки 17-21 запоминания длины полосы по видам де фектов в рулоне, длины обшей дефектной части полосы в рулоне и длины бездефектной части полосы в рулоне, блок 22 регистрации качества полосы рулоне, группу ключей 23-27, блок задержки 28 и блок 29 управления резом полосы в конце смотки рулона, причем блоки 17-21 запоминания входами через ключи 23-27 соединены с выходами соответствующих счетчиков 7-11 и выходами - с входами блока 22 а выход блока 29 соединен с управляю щими входами ключей 23-27 и через бл 28 задержки с входами обнуления счет чиков 7-11. Работа устройства проилюстрирова диаграммой (см. фиг. 2 позиции а-л) На позиции а показаны различные участки полосы; .на б-е - сигналы Uj -и на выходе ключей 2-6; на ж-л сигналы на входе счетчиков 7при перемещении текущего рулона. Рассмотрим участок перемещаемой полосы 30 (фиг. 2, а) где обозначен следующие координаты 31-37;место раз деления предыдущего и текущего руло нов 31; начало дефекта первого вида 32; начало дефекта второго вида 33j дефекта первого вида 34; место разделения текущего и следующего рулонов 35; конец дефектов второго вида 36; начало дефектов третьего вида 37. Как видно из фиг. 2, на участке полосы до координаты 32 дефекты отсутствуют, на участке полосы с коор динатами 32-33 имеются дефекты первого вида, на участке полосы с коор динатами 33-34 имеются одновременно дефекты первого и второго видов, 34-36 - дефекты только второго вида, 36-37 - дефекты отсутствуют, 37 и далее - дефекты третьего вида. Рассмотрим работу схемы при регистрации качества полосы в текущем рулоне. При резе полосы в зоне координаты 31 с выхода блока 29 на управляющие входы ключей 23-27 поступают сигналы и содержащиеся в счетчиках 7-11 данные о длинах дефектов в предыдущем рулоне передаются в блоки запоминания 17-21, а затем - в блок регистрации 22. Через время задержкиг ой, после появления сигнала на выходе блока 29, на выходе блока 28 появляется сигнал, по которому устанавливаются нулевые значения на счетчиках 7-11 и схема подготавливается к регистрации данных о качестве полосы в очередном рулоне. Поскольку на участке 31-32 дефекты отсутствуют, то на выходе дефектоскопов 12-14 сигналов не будет (фиг. 2, б, в, г), на выходе элемента 15 ИЛИ также не будет сигнала (фиг. 2 ,. д), ключи 2-5 будут закрыты и импульсы с датчика 1 в счетчики 7-10 поступать не будут. Однако на вы ходе элемента 16 НЕ сигнал (фиг. 2,е) появится, в результате чего ключ 6 открывается и импульсы с датчика Iпоступают в счетчик 11 (фиг. 2,п). На участке 32-33 имеется дефект первого вида, поэтому сигнал о наличии дефекта, поступивший с дефектоскопа 12 откроет ключ 2 и импульсы с выхода датчика J будут передаваться в счетчик 7. Кроме того, появится сигнал на выходе элемента 15 ИЛИ (фиг. 2, д), а на выходе элемента 16 НЕ сигнал исчезнет (фиг. 2,е), что приведет соответственно к открыванию ключа 5 и закрыванию ключа 6, счету импульсов в счетчике 10 и прекращению счета импульсов в счетчике II(фиг. 2, д, е, к, л). На участке 33-34, кроме дефектов первого вида, появляются дефекты второго вида. .В дополнение к вышеописанному будет вестись счет импульсов в-счетчике 8 (фиг. 2, з). На участке 34-35 будет ситуация, аналогичная участку 32-33. При резе полосы в зоне координаты 35 на полосе еше имеются дефекты второго вида. По сигна лу, поступившему с выхода блока 29, откроются ключи -23-27, содержимое счетчиков 7-11 будет передано в блоки запоминания 17т-21 и в блок 22 регистрации данных о качестве полосы в рулоне, затем через времяtj n счетчики 7-11 обнулятся и счетчик 8 будет продолжать считать импульсы, поступающие от датчика 1 до тех пор, пока дефект второго вида не исчезнет, что соответствует координате 36. На участке 36-37 будет ситуация, аналогичная участку 31-32. На участке 37 и далее имеются деф ты третьего вида, импульсы считают счетчики 9 и 10 (фиг. 2, г, д). Предложенное устройство может быть выполнено на любой стандартной серии логических элементов, например Логика-2. Применение устройства на лисгопро катных станах и агрегатах позволяет повысить эффективность контроля качества рулонов в целом и по видам де фектов, что приводит к повышению про изводительности станов и агрегатов и улучшению качества продукции. При поступлении на стан холодной прокатки рулонов с качеством полосы не выходящим за допустимые пределы, сокращаются обрывы полос в процессе прокатки, что приводит к уменьшению расхода валков и сокращению простоев стана на их замену. Экономический эффект, ожидаемый от внедрения предлагаемого изобретения на одном стане или агрегате, составляет около 200 тыс. руб. в год Формула изобретения Устройство для автоматического сбора информации о качестве полосы, содержащее ключи, логический элемен ИЛИ, логический элемент НЕ., импульс ный датчик переметения полосы, счетчики длины дефектных частей по трем видам дефектов, длины, общей дефектной части полосы и длины безд фектной части полосы и дефектоскоп выходы которых соединены с входами ключей счетчиков длины дефектных частей полосы по трем видам дефектов и с входами элемента ИЛИ, выходы которого соединены с входом ключа счетчика длины общей дефектной части полосы, и через элемент НЕ - с входом ключа счетчика длины дефектной части полосы, выход импульсного датчика перемещения полосы соединен со вторыми входами ключей, выходы которых соединены с входами счетчиков длины полосы отличающееся тем, что, с целью повышения производительности агрегатов путем регистрации качества полосы по обработанному рулону для повышения выхода годного металла, оно дополнительно снабжено блоками запоминания длины полосы по каждому из трех видов дефектов в рулоне, длины общей дефектной части полосы в рулоне и длины бездефектной части полосы в рулоне, блоком регистрации качества полосы в рулоне, вторыми ключами, блоком задержки и блоком управления резом полосы, причем входы блока регистрации качества полосы врулоне соединены с выходами блоков запоминания, входы которых соединены с выходами вторых ключей, первые входы которых соединены с выходс1ми счетчиков длины полосы, а вторые входы - с выходом блока управления резом полосы, который также соединен с входом блока задержки, выход которого соединен со вторыми входами счетчиков длины полосы. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 409752, кл. В 21 В 37/00, 1972 (прототип).
зг 3f
ifut. 2

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления непрерывным станом холодной прокатки | 1977 |
|
SU679271A1 |
| Устройство управления резом сварных полос на непрерывном агрегате | 1976 |
|
SU662286A1 |
| Устройство для управления резом сварных полос на непрерывном агрегате | 1978 |
|
SU747632A1 |
| Устройство для регистрации сварных швов на агрегате производства холодного проката | 1978 |
|
SU778841A1 |
| Устройство для автоматического определения сорта листа на агрегате поперечной резки | 1989 |
|
SU1690875A1 |
| Устройство для раскроя заготовок и сортировки мерных изделий | 1977 |
|
SU742056A1 |
| Устройство для слежения за координатой полосы на непрерывном прокатном стане | 1979 |
|
SU772632A1 |
| Устройство для регистрации сварных швов | 1977 |
|
SU670353A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ РАЗБРАКОВКИ ЛИСТОВ | 1965 |
|
SU175027A1 |
| Система автоматического сопровождения листов на агрегате поперечной резки полосы | 1982 |
|
SU1026873A1 |