1
Изобретение относится к металлургическому производству и к автоматике и предназначено для слежения за металлом, например за сварными швами на непрерывнотравильных агрегатах, непрерывных станах бесконечной прокатки, непрерывных агрегатах отделки полосы.
Известно устройство для контроля положения сварных швов полосы на непрерыв-. ном агрегате, содержащее два датчика импульсов, связанные входом с роликами, установленными на перемеш,аюш,ейся полосе, а выходом - через блоки управления со счетчиками импульсов 1. Такое устройство позволяет регистрировать положение сварного шва относительно ножниц, на выходе непрерывно-травильного агрегата при переменном запасе полосы в петлевом устройстве, но может быть использовано только в том случае, когда обш,ая длина полосы на участке слежения больше расстояния между двумя соседними сварными швами.
Наиболее близким к изобретению по технической сушности и достигаемому положительному эффекту является устройство для контроля положения сварных швов полосы на непрерывном стане холодной прокатки, содержащее первый и второй датчики импульсов, входами связанные с роликами, соединенными с перемещающейся полосой, счетчик регистрации запаса полосы, счетчик координаты сварного шва, блок вычисления запаса полосы, блок сравнения и два элемента И 2.
Известное устройство позволяет регистрировать положение сварного шва на участке слежения при изменяющемся запасе полосы в зоне слежения, однако оно не пред10назначено для одновременного слежения за несколькими сварными швами, например на. стане бесконечной прокатки.
Цель изобретения - расширение функциональных возможностей устройства путем обеспечения одновременного контроля
15 нескольких зон и снабжения оператора информацией о положении сварных швов.
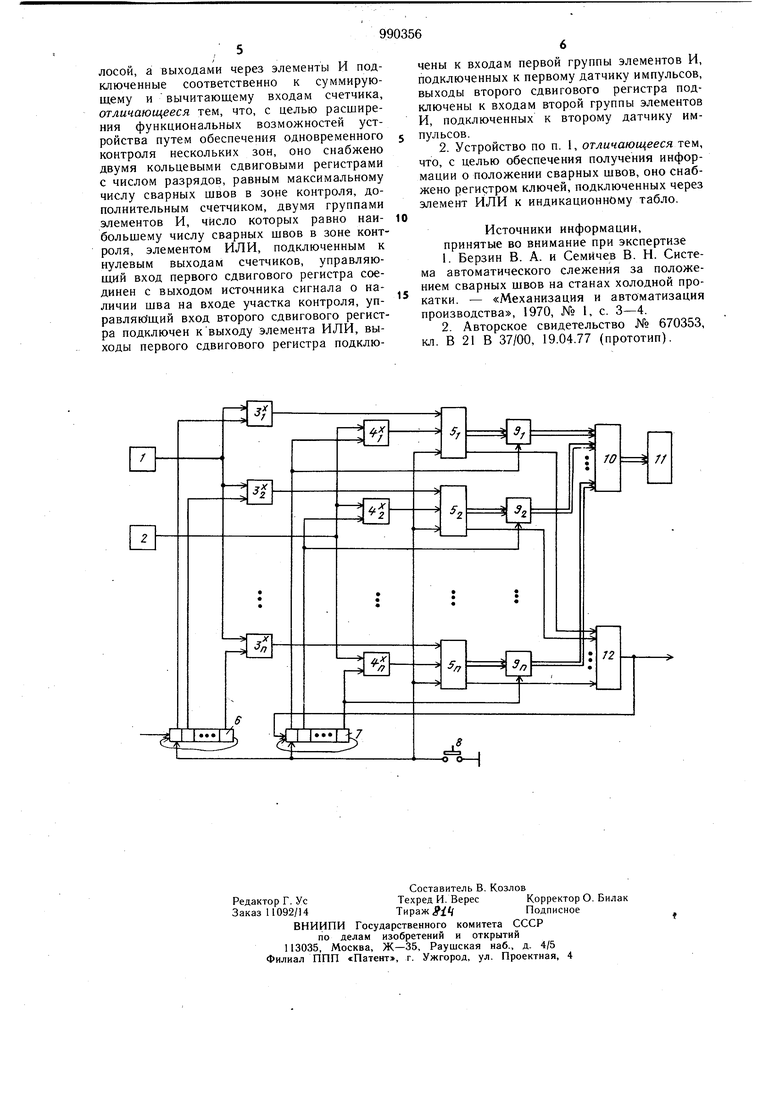
Цель достигается тем, что устройство для контроля положения сварных швов полосы на непрерывном прокатном стане, держащее первый и второй датчики импульсов, входами связанные с измерительными роликами, соединенными с перемещающейся полосой, а выходами через элементы И подключенные соответственно к суммирующему и вычитающему входам счетчика, снабжено двумя кольцевыми сдвиговыми регистрами с числом разрядов, равным максимальному числу сварных швов в зоне контроля, дополнительным счетчиком, двумя группами элементов И, число которых разно наибольшему числу сварных швов в зоне контроля, и элементом ИЛИ, подключенный к нулевым выходам счетчиков, управляющий вход первого сдвигового регистра соединен с выходом источника сигнала о наличии шва на входе участка контроля, управляющий вход второго сдвигового регистра подключен к выходу элемента ИЛИ, выходы первого сдвигового регистра подключены к входам первой группы элементов И, подключенных к первому датчику импульсов, выходы второго сдвигового регистра подключены ко входам второй группы элементов И, подключенных ко второму датчику импульсов. Кроме того, устройство снабжено также регистром ключей, подключенных через элемент ИЛИ с индикационным табло. На чертеже показана функциональная блок-схема устройства для контроля полосы металла па непрерывном прокатном стане. Устройство содержит датчики 1 и 2 импульсов, входами связанные с роликами, установленными на движущейся полосе, две группы элементов 3 и 4 И, информационные входы которых подключены к датчикам 1 и 2 импульсов, счетчики 5j,j, , суммирующие и вычитающие входы которых подключены соответственно к выходам элементов 3j.n и 4,-п И, кольцевые сдвиговые регистры 6 и 7, выходы которых подключены соответственно к управляющим входам элементов 3i-n и 4i-j, И, кнопку 8 в исходное состояние, регистр ключей 9i-n подключенных к выходам счетчиков 5(-п и соединенных через элемент 10 ИЛИ с индикационным табло 11, элемент 12 ИЛИ, соединяющий нулевые выходы счетчиков 5t-ri с каналом системы управления, при этом управляющий вход регистра подключен к шине сигнала о наличии шва на входе участка контроля, а управляющий вход регистра 7 подключен к выходу элемента 12 ИЛИ, входы установки нуля регистров 6 и 7 и счетчиков 5|-л соединены с общей шиной, в которой установлена кнопка 8. Устройство работает следуюпдим образом. Перед запуском нажатием кнопки 8 «Исходное состояние, очищаются все счетчики 5i-n , а в крайние левые разряды сдвиговых регистров 6 и 7 заносится единица, в результате чего открываются элементы 3 и 4 И 3,, 4| и ключ 9. В начале работы происходит заполнение накопителя полосы прокатного стана. При этом импульсы датчика 1 будут поступать в счетчик 5|. После прохождения всей полосы и осуществления сварки конца предыдущей и начала следующей полосы в сдвиговый регистр 6 поступает сигнал «Сварка, и «Единица сдвинется во второй разряд. При этом откроется элемент И За и при дальнейшем заполнении накопителя импульсы от датчика 1 буду,т поступать в счетчик Sj. Аналогично процесс будет повторяться для остальных полос. После заполнения счетчика БП, т. е. последнего, и осуществления процесса сварки «Единица из последнего разряда сдвигового регистра 6 перейдет опять в первый разряд и опять откроет элемент 3) И. Но к этому времени первая, вощедшая в накопитель полоса, должна из него выйти и счетчик 5i уже должен быть подготовлен к счету длины следующей полосы. При выходе первой полосы из накопителя импульсы с датчика 2 поступают на вычитающий вход счетчика 5i, в результате чего число в нем уменьшается. Содержание этого счетчика индицируется на индикационном табло 11. Когда датчик 2 отмерит всю длину первой полосы, в счетчике 5 окажется код нуля. По этому сигналу во втором сдвиговом регистре 7 «Единица переходит во второй разряд. Теперь открываются элементы 4 и ключ 92 в результате чего на индикационном табло И будет индицироваться запас второй полосы, а импульсы от датчика 2 поступают в счетчик Sg. Когда и эта полоса вся выйдет из накопителя то по сигналу «Нуль СО счетчика бз, опять произойдет сдвиг единицы в регистре 7, в результате чего Импульсы от датчика 2 поступят в следующий счетчик, содержание которого будет индицироваться на индикационном табло И. Контроль за последующими полосами осуществляется аналогично. При этом сигналы о начале лаждой следующей полосы с выхода элемента 12 ИЛИ поступают в систему управления агрегатом. Предложенное устройство позволяет расширить его функциональные возможности путем обеспечения одновременного контроля нескольких рабочих зон и те.м самым обеспечить режим бесконечной прокатки, которая повышает производительность стана за счет уменьшения времени, необходимого на заправку и выпуск полосы, что приводит к увеличению средней скорости прокатки, а также за счет сокращения времени перевалок, улучшения качества полосы и сокращения износа валков. Формула изобретения 1. У стро ист во. для контроля положения сварных швов полосы на непрерывном агрегате производства проката, содержашее первый и второй датчики импульсов, входами связанные с измерительными роликами, соединенными с перемещающейся полосой, а выходами через элементы И подключенные соответственно к суммирующему и вычитающему входам счетчика, отличающееся тем, что, с целью расширения функциональных возможностей устройства путем обеспечения одновременного контроля нескольких зон, оно снабжено двумя кольцевыми сдвиговыми регистрами с числом разрядов, равным максимальному числу сварных швов в зоне контроля, дополнительным счетчиком, двумя группами элементов И, чИсло которых равно наибольшему числу сварных швов в зоне контроля, элементом ИЛИ, подключенным к нулевым выходам счетчиков, управляющий вход первого сдвигового регистра соединен с выходом источника сигнала о наличии шва на входе участка контроля, управляк ший вход второго сдвигового регистра подключен квыходу элемента ИЛИ, выходы первого сдвигового регистра подклюцены к входам первой группы элементов И, подключенных к первому датчику импульсов, выходы второго сдвигового регистра подключены к входам второй группы элементов И, подключенных к второму датчику импульсов.
2. Устройство по п. 1, отличающееся тем, что, с целью обеспечения получения информации о положении сварных швов, оно снабжено регистром ключей, подключенных через элемент ИЛИ к индикационному табло.
Источники информации, принятые во внимание при экспертизе 1. Берзин В. А. и Семйчев В. Н. Система автоматического слежения за положением сварных швов на станах холодной прокатки. - «Механизация и автоматизация производства, 1970, № 1, с. 3-4
2 Авторское свидетельство № 67U3o3, кл В 21 В 37/00, 19.04.77 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для слежения за координатой полосы на непрерывном прокатном стане | 1979 |
|
SU772632A1 |
| Устройство для регистрации сварных швов | 1977 |
|
SU670353A1 |
| Устройство для управления непрерывным станом холодной прокатки | 1977 |
|
SU679271A1 |
| Устройство слежения за координатой сварного шва на стане бесконечной прокатки | 1990 |
|
SU1736652A1 |
| Устройство для регистрации сварных швов на непрерывном стане холодной прокатки | 1978 |
|
SU776683A2 |
| Устройство для управления резом сварных полос на непрерывном агрегате | 1978 |
|
SU747632A1 |
| Устройство для регистрации сварных швов на агрегате производства холодного проката | 1978 |
|
SU778841A1 |
| Устройство для регистрации сварныхшВОВ HA НЕпРЕРыВНОМ CTAHE ХОлОдНОйпРОКАТКи | 1979 |
|
SU820949A2 |
| Устройство для регистрации сварных швов | 1981 |
|
SU984531A1 |
| Устройство для автоматического сопровождения сварных швов и останова реверсивного прокатного стана | 1977 |
|
SU743739A1 |
