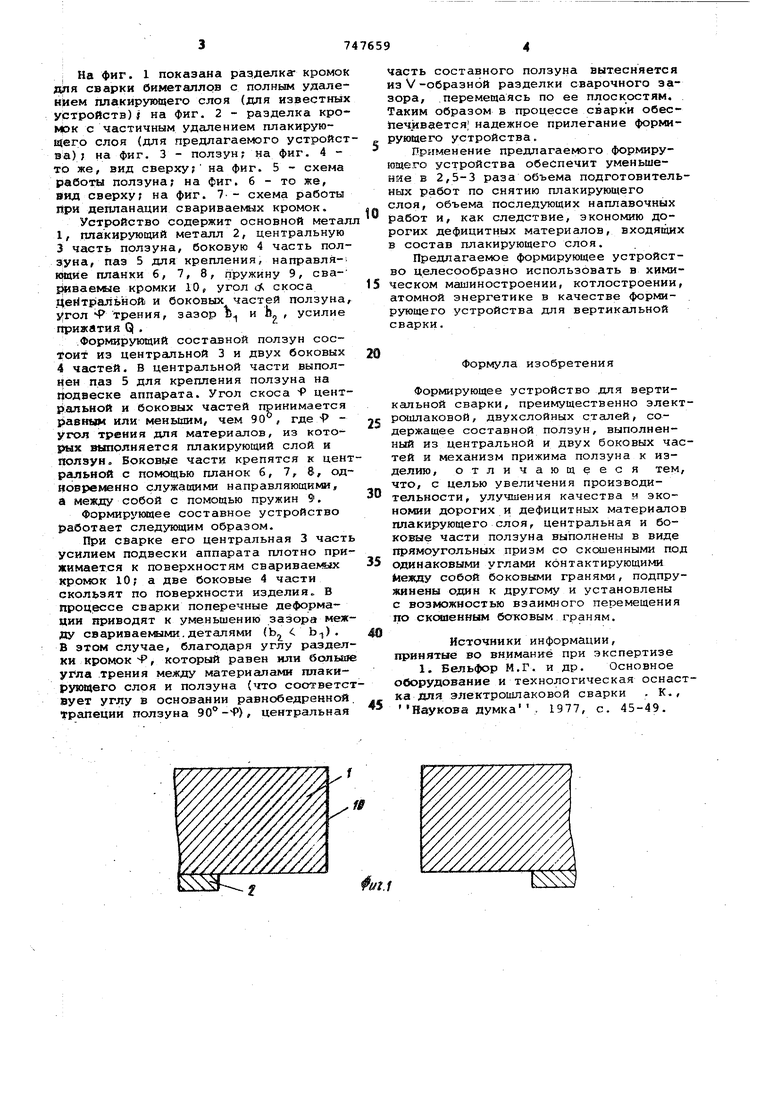
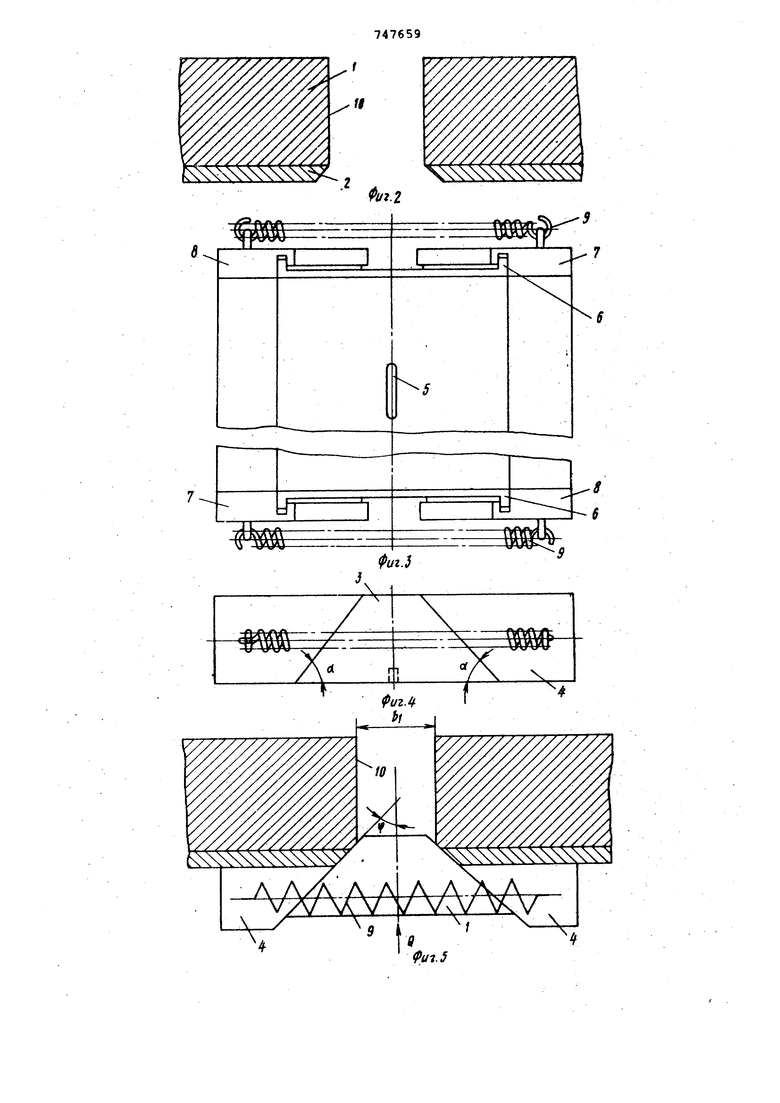
Изобретение относится к области технологической оснастки для вертикальной сварки, используемой преимущественно при электрошлаковой сварке биметаллов, и может быть применено в химическом машиностроении, котлострое нии и других отраслях промышленности Известно формирующее устройство для вертикальной сварки, содержащее жесткий медный односекционный ползун охлаждаемый в процессе сварки 1. Недостатком его является необходимость удалять плакирующий слой по всей ширине ползуна, некачественное формирование швов. Наиболее близким по технической сущности и достигаемому эффекту к изобретению является формирующее устройство для вертикальной сварки, преимущественно электрошлаковой, двух слойных сталей, содержащее составной ползун, выполненный из центральной и двух боковых частей и механизм прижима ползуна к изделию 2. . Недостатком известного устройства является необходимость удалять плакирующий слой по всей ширине ползуна что снижает производительность и качество сварки двухслойных сталей, ув личивает расход материалов плакирующего слоя. Целью изобретения является увеличение производительности, улучшение качества и экономии дорогих и дефицитных материалов плакирующего слоя. Цель достигается тем, что центральная и боковые части ползуна выполнены в виде прямоугольных призм со скошенными под одинаковыми углами контактирующими между собой боковыми гранями, подпружинены один к другому и установлены с возможностью взаимного перемещения по скошенным боковым граням. Устройство позволяет при сварке биметаллов применить вариант с частичным удалением плакирующего слоя (фиг. 2) и, как следствие, уменьшает объем подготовительных работ по снятию плакирующего слоя и уменьшает сечение наплавляемого впоследствии металла. Применение устройства позволяет также предъявлять менее жесткие требования при сборке деталей под сварку при значительной депланации свариваемых кромок до 6-12 мм (фиг. 7), чего не позволяют существующие формирующие устройства. ; На фиг. 1 показана разделка- кромок для сварки биметаллов с полным удалением плакирующего слоя (для известных устройств)f на фиг. 2 - разделка кроИок с частичным удалением плакирующего слоя (для предлагаемого устройст ва) } на фиг, 3 - ползун на фиг. 4 то же, вид сверху; на фиг. 5 - схема работы ползуна на фиг. 6 - то же, вид сверху на фиг. 7 - схема работы при депланации сваривае№лх кромок. Устройство содержит основной метал I, плакирующий металл 2, центральную 3часть ползуна, боковую 4 часть ползуна, паз 5 для крепления, направля-. кщие планки 6, 7, 8, пружину 9, сва-Е ваемые кромки 10, угол d скоса Цейтральной и боковых частей ползуна, угол трения, зазор Ь и Ь„ , усилие прижатия Q. .Формирующий составной ползун состоит из центральной 3 и двух боковых 4частей. В центрашьной части выполнен паз 5 для крепления ползуна на Модаеске аппарата. Угол скоса -Р центральной и боковых частей принимается равным или меньшим, чем 90 , где Р угол трения для материалов, из которых выполняется плакирующий слой и ползун. Боковые части крепятся к цент ральной с помощью планок б, 7, 8, одновременно служащими направляющим, а между собой с помощью пружин 9. Формирующее составное устройство работает следукяцим образом. При сварке его центральная 3 часть усилием подвески аппарата плотно прижимается к поверхностям сваривае «лх кромок 10; а две боковые 4 части скользят по поверхности изделия,, В процессе сварки поперечные деформации приводят к уменьшению зазора между свариваемыми, деталями (Ь Ь-,) . В этом случае, благодаря углу разделки кромок Ч , который равен или больше угла .трения между материалами плакирующего слоя и ползуна (что соответст вует углу в основании равнобедренной. Трапеции ползуна ), центральная часть составного ползуна вытесняется из V-образной разделки сварочного зазора, .перемещаясь по ее плоскостям. Таким образом в процессе сварки обесйечивается; надежное прилегание формирующего устройства. Применение предлагаемого формиру още.го устройства обеспечит уменьшение в 2,5-3 раза объема подготовительных работ по снятию плакирующего слоя, объема последующих наплавочных работ и, как следствие, экономию дорогих дефицитных материалов, входящих в состав плакирующего слоя. Предлагаемое формирующее устройство целесообразно использовать в химическом машиностроении, котлостроении, атомной энергетике в качестве формирующего устройства для вертикальной сварки. Формула изобретения Формирующее устройство для вертикальной сварки, преимущественно электрошлаковой, двухслойных сталей, содержащее составной ползун, выполненный из центральной и двух боковых частей и механизм прижима ползуна к изделию, отличающееся тем, что, с целью увеличения производительности, улучшения качества и экономии дорогих и дефицитных материалов плакирующего слоя, центральная и боковые части ползуна выполнены в виде прямоугольных призм со сксяиенными под одинаковыми углами контактирующими йежду собой боковыми гранями, подпружинены один к другому и установлены с возможностью взаимного перемещения по скошенным белковым граням. Источники информации, принятые во внимание при экспертизе 1. Бельфор М.Г. и др. Основное оборудование и технологическая оснастка для электрошлаковой сварки . К., Hayкова думка , 1977, с. 45-49.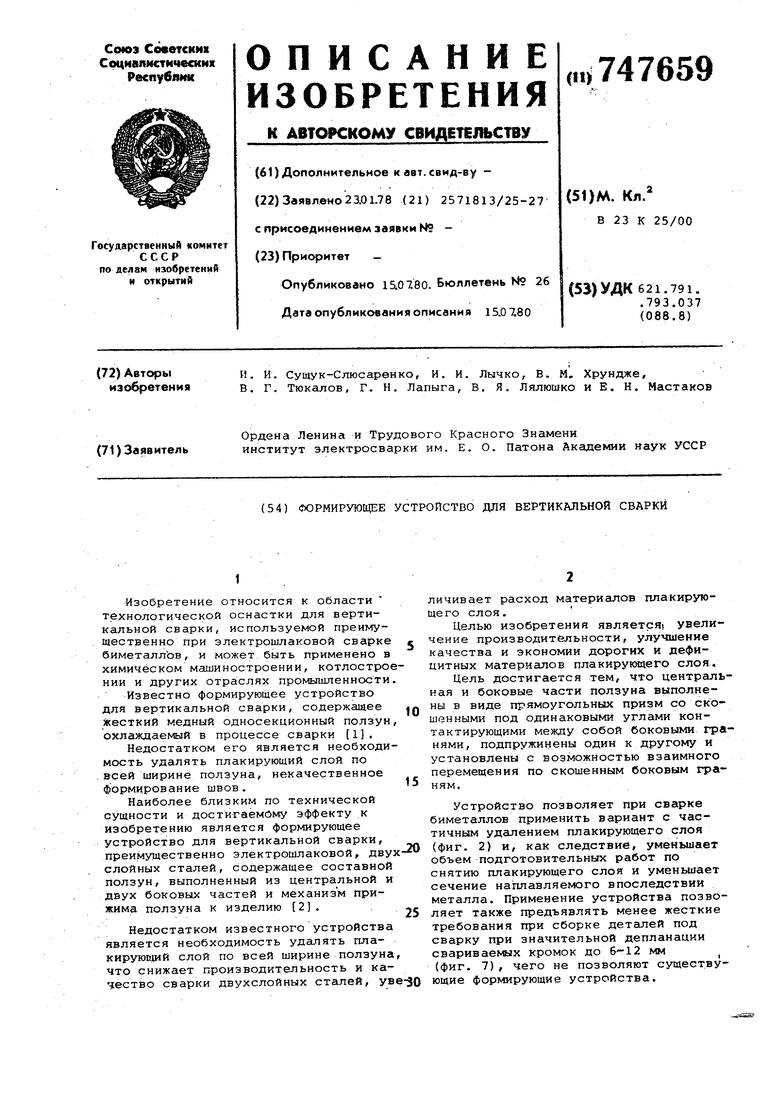
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрошлаковой сварки | 1976 |
|
SU656772A1 |
| Конструкция стыка для сварки с остающейся накладкой | 1981 |
|
SU977127A2 |
| Способ сварки плавлением стальных листов,плакированных титаном | 1982 |
|
SU1127717A1 |
| Мундштук для электрошлаковой сварки | 1980 |
|
SU880670A1 |
| Ползун для формирования металла шва при электрошлаковой сварке | 1976 |
|
SU602333A1 |
| Формирующее устройство для сварки вертикальных швов | 1980 |
|
SU1039679A1 |
| Способ разведения ванны при электрошлаковой сварке на увеличенном вылете проволочного электрода | 1980 |
|
SU891287A1 |
| Конструкция стыка для сварки с остающейся накладкой | 1975 |
|
SU556916A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО МЕТАЛЛИЧЕСКОГО ЛИСТА | 2009 |
|
RU2421312C2 |
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
pii
- 6
5
(VW
ч ,
/. a3
