1
Изобретение относится к области сварки, в частности к устройствам для сварки неповоротных стыков тру.б, и может быть использовано при строительстве монтажных и заводских трубопроводов, в энергетической и других отраслях промышленности.
Известно устройстве для сварки неповоротных стыков труб вольфрамо- 10 вым электродом с присещкойТ содержащее основной подшипник, соединяющий С-образные корпус с планшайбой, выполненный на элементах скольжения, т.е. на корпусе собран подшипник,
состоящий из двух призматических «олец, а на планшайбе выполнена призматическая цапфа 1 .
Вследствие того, что корпус и планш§йба имеют С-образный вырез, а под- 20 шипник скольжения выполнен по посадке не ниже ходовой, то в момент входа С-образной части планшайбы в подшипник происходит микроудар, который вызывает микроостановку электро- 25 да. Происходит скачок дуги.В момент выхода планшайба выпрыгивает из корпуса - дуга проскакивает какую-то часть свариваемой поверхности, получается непровар,ЗО
а в момент входа - происходит микроостановка (дуга останавливается на короткое время) происходит прожог.
Следующим недостатком является то, что подшипник скольжения выполнен для работы в затесненных условиях,в нем не выдержано соотношение длины цапфы с диаметром, вследствие чего подшипник быстро изнашивается и его долговечность исчисляется, примерно 100-120 1 работы.
Известно так же устройство для сварки неповоротиых стыков труб, наи более близкое к данному изобретению по технический сущности/ содержащее С-образные корпус и планшайбу со сварочной горелкой, установленную на подшипниках качения, оси которых закреплены на корпусе с одинаковым интервалом 2 .
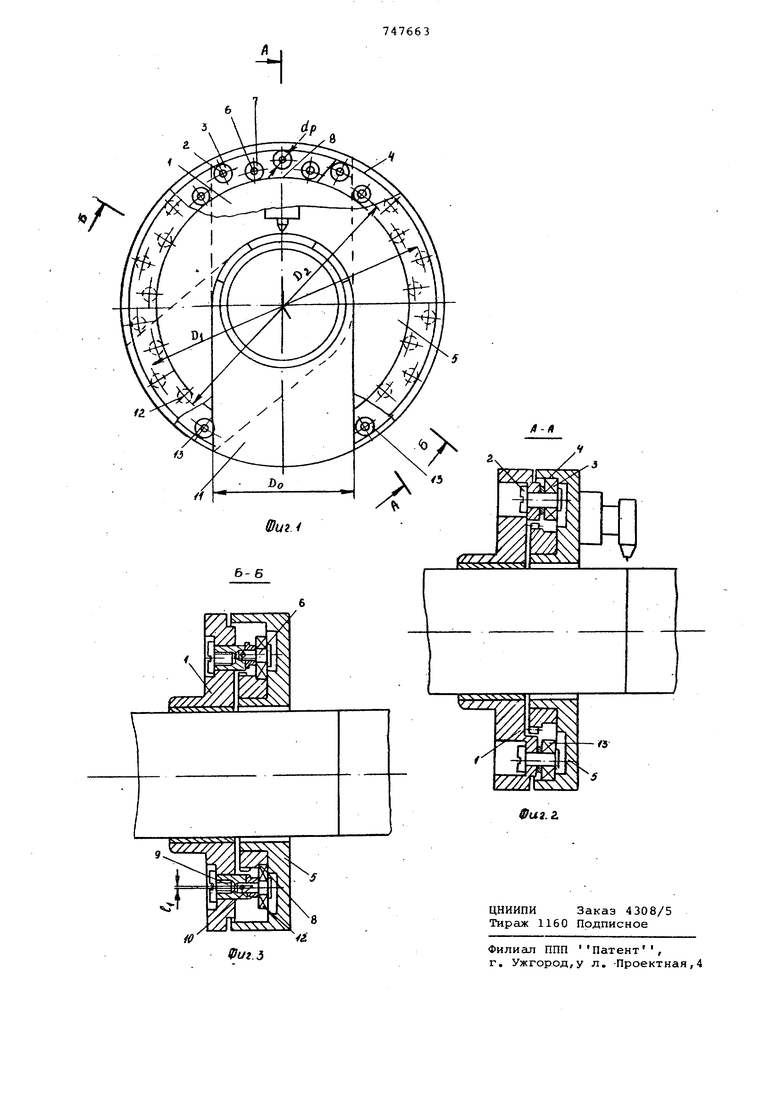
Недостатком данного устройства является то, что шарикоподшипники, установленные на осях по окружности, образуют однорядный подшипник качения, беговая дорожка которого расположена на планшайбе, и в момент, когда вырез планшайбы занимает положение противоположное вырезу корпуса, на подшипники опираются только части беговой дорожки планшайбы, расположенные выше горизонтальной оси на частях окружности, противоположные стенкам выреза. В работе участвуют только 2/5 от общего количества шарикоподшипников. Каждый шарикоподшипник имеет собственный люфт и люфт нескольких шарикоподшипников суммируется на планшайбу, на которой расположена горелка . Конец электрода горелки получает суммарный осевой люфт, приходящий от планшайбы и, естественно, изменяет (увеличивает или уменьшает) длину дуги. Происходит сбрй режима сварки. Качество сварного соединения резко падает. При увеличении длины получается непровар, при уменьшении - прожог или подрезы. Цель изобретения - повышение качес ва сварки путем обеспечения стабильности работы устройства. Для этого подшипники качения установлены через один на разных окружно тях с диаметрами отличающимися друг от друга на величину {0,06 - 0,08)Б(,, где DO внутренний диаметр планшайбы при этом подшипники, расположенные на окружности с меньшим диаметром, установлены с эксцентриситетом крепежной части относительно посадочной равным (0,01 - 0,03)1: На фиг. 1 представлен общий вид устройстра; на фиг. 2 - разрез А-А н фиг. 1; на фиг. 3 - разрез Б-Б Hci фиг. 1. Устройство состоит из корпуса 1. На корпусе 1 жестко закреплены ос 2, расположенные на окружности с диаметром). На осях 2 установлены шарикоподшипники 3, входящие в-контакт с беговой дорожкой 4 планшайбы 5, Ша рикоподшипниками 3 и беговой дорожкой 4 образован первый ряд основного подшипника. Оси б подшипников 7 установлены на окружности с диаметром . Диаметр D2 выбран из условий исклю чения провисания планшайбы на подшип . НИКИ 7 „ Каждый подшипник 7 расположён между -подшипниками 3 на одинаковом расстоянии и опирается на бегову дорожку 8 планшайбы 5. Шарикоподшипниками 7 и беговой до рожкой 8 образован второй ряд основн го подшипника. Причем подшипники 7 второго ряда установлены с эксцентри ситетом е крепежной части 9 относителбно посадочной 10. Величина эксце триситета - 0,03) выбрана из.|/словия установки подшипников 7 второго ряда,. Второй ряд подшипников 7 образован, начиная от выреза 11 пл шайбы 5, со второго подшипника 12, а образующие наружных колец крайних шаг рикоподшипников 13 riepBoro ряда лежат в плоскости выреза 11. Устройство работает следующим образом. В процессе сборки основного подшипника подшипники 7 устанавливают с некоторым натягом, выбирают собственный люфт на беговую дорожку 8 планшайбы 5. При работе, когда вырез 11 планшайбы 5 становится прямо противоположно вырезу корпуса 1, планшайба 5 опирается двумя участками беговой дорожки 4 на подшипники 3 и двумя, участками беговой дорожки 8 на .подшипники 7. Таким образом планшайба 5 имеет четыре точки опоры, что исключает ее перекос и провисание. При установке подшипников 7 второго ряда с натягом, выбирают люфты при любом положении планшайбы относительно корпуса 1. Использование данного устройства обеспечивает стабильность параметров дуги в процессе сварки, исключает пере кос планшайбы, что увеличивает скорость сварки в 1,3-1,5 раза, и повышает качество сварки. . Формула изобретения Устройство для сварки непсроротных стыков труб, содержащее С-образные корпус и планшайбу со сварочной горелкой, установленную на подшипниках качения, оси которых закреплены на корпусе с одинаковым интервалом, о т л ичающеесятем, что, с целью повышения качества сварки путем обеспечения стабильности работы устройства, подшипники качения установлены через один на разных окружностях с диаметрами, отличающир.дася друг от друга на величину (0,06 - 0,08)Do , где DO - внутренний диаметр планшайбы, при этом подшипники, расположенные на окружности с меньшим диаметром, установлены с эксцентриситетом крепежной относительно посадочной равным (0,01 - 0,03)Do. Источники информации :принятые во внимание при экспертизе 1.ГЕ)иненкЬ В. И. и др . Переносные автоматы ТАГ для сварки неповоротных стыков труб вольфрамовым электродом с присадкой. Сварочное .производство №1, 1973, с. 45 - 46 . 2,Авторское свидетельство СССР № 473582, кл. В 23 К 31/06, 1972 (прототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сварки неповоротных стыков труб | 1978 |
|
SU745622A1 |
| Устройство для сварки неповоротных стыков труб | 1978 |
|
SU763053A1 |
| Устройство для сварки неповоротных стыков труб | 1985 |
|
SU1328120A1 |
| Устройство для дуговой сварки | 1986 |
|
SU1357167A2 |
| Устройство для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU837680A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU722710A1 |
| Устройство для сварки неповоротных стыков труб | 1981 |
|
SU984778A2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1972 |
|
SU342745A1 |
| Устройство для сварки неповоротных стыков труб | 1985 |
|
SU1305987A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |