1
Изобретение относится к сварочному производству, в частности к устройствам для сварки неповоротных стыков труб, и может быть использовано в химическом машиностроении, а также в условиях производственного монтажа трубопроводов энергетического оборудования.
Известно устройство типа ОКА, содержащее С-образный корпус и планшайбу со сварочной горелкой flj. Планшайба выполнена в, виде диска с подшипником скольжения, внутренняя обойма которого, вращаясь, -перемещает горелку вокруг неповоротного стыка трубы - происходит процесс сварки.
Недостатком данного устройства является следующее. Так как горелка расположена на планшайбе, а планшайба в процессе сварки находится вблизи други и. нагревается неравномерно, что обуславливает неравномерную деформацию ее геометрии. В результате С-образный вырез планшайбы раскрывается, его длина увеличивается. Например, если направляющая подшипника до нагрева имела строго цилиндрическую форму, то после деформации она приобретает форму неправильного
эллипса, что вызывает неравномерность и заклинивание планшайбы в направляющих. При появлении деформаций планшайбы изменяется удельное давление в элементах подшипника, повышается трение в направляющих, значительно снижается срок службы подшипника.
Известно устройство, содержащее С-образный корпус, планшайбу с го10релкой, имеющую торцовой выступ, заходящий в ответную проточку корпуса 2.
При сварке планшайба нагревается и выступ заклинивается в проточке
15 корпуса. Для продолжения сварки необходимо дать планшайбе остыть до тех пор, пока она не примет свои первоначальные размеры.
Известно также устройство для
20 сварки неповоротных стыков труб, преимущественно большого диаметра, содержащее с-образные корпус и планшайбу со сварочной горелкой 3 . Оно наиболее близко к данному изобрете25нию по технической сущности.
При сварке происходит нагревание планшайбы, результатом чего является неравномерная ее деформация. В месте контакта с приводом происхоЧцит за30
клинивание, из-за чего вращение планшайбы прекращается. Устройство быстро выходит из строя.
Целью изобретения является повышение надежности устройства в условиях повышенных температур. Для этого оно снабжено клиновидными вкладышами из металла, коэффициент линейного расширения которого в (1,8-2,0) раза больше, чем у металла планшайбы а в планшайбе под клиновидные вкладыши выполнены расположенные под углом А 75-80 к оси симметрии планшайбы клиновидные прорези с углом раскрытия 5-7° длиной, равной (0,8-0,9) ll,где D и d - наружный и внутренни диаметры планшайбы, и с шириной по периферии планшайбы, равной (0,2-0,25) 1, где 1 - ширина С-об разного выреза планшайбы,
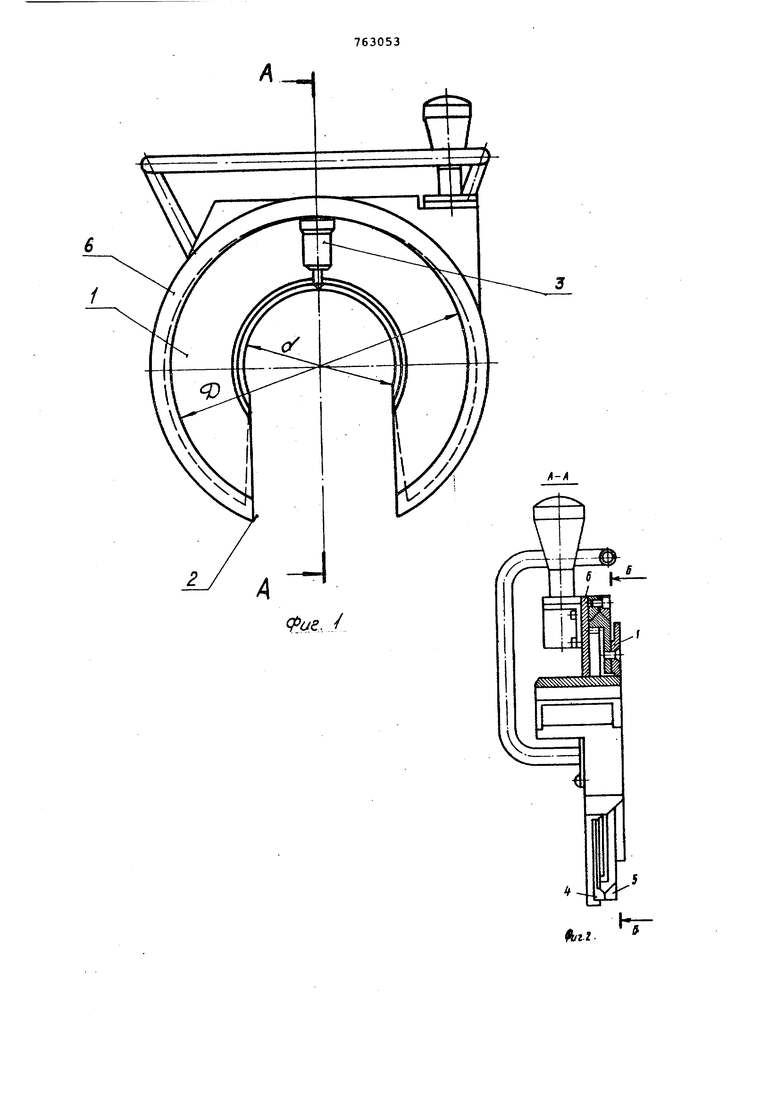
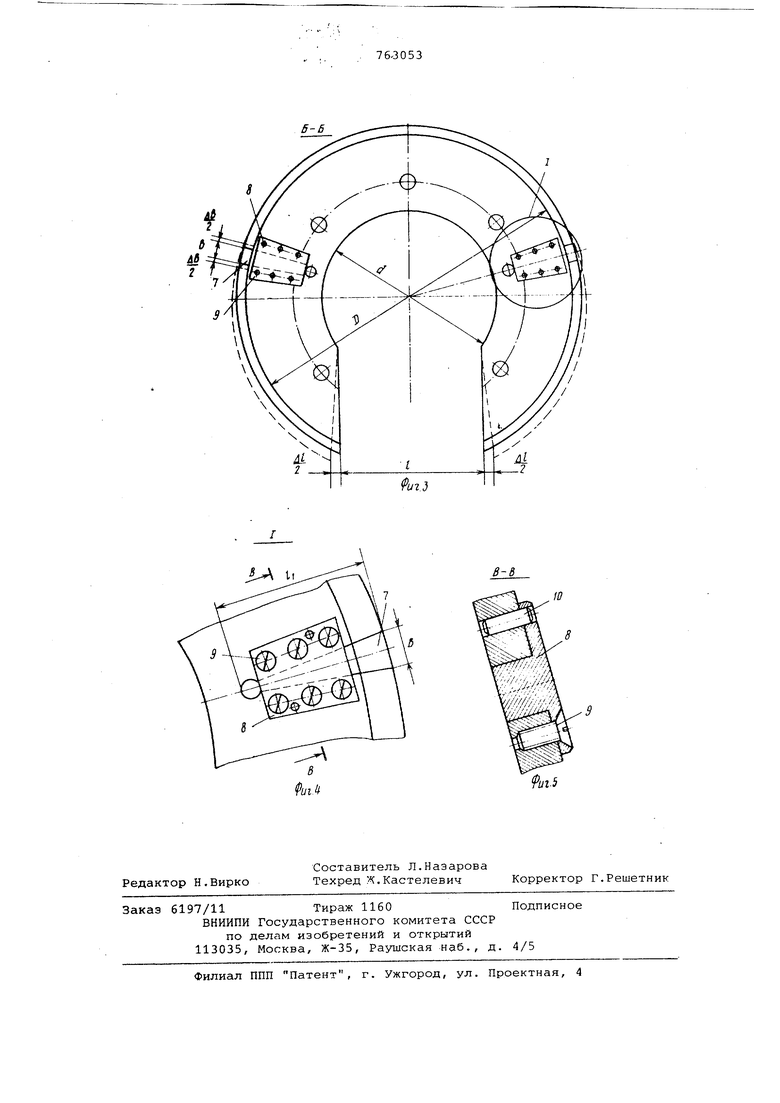
На фиг. 1 показано предложенное устройство, общий вид; на фиг. 2 сечение фиг. 1; на фиг. 3 - се-чение фиг. 2; на фиг. 4 - узел на фиг, 3; на фиг. 5 - сечение В-В фиг. 4.
Планшайба 1 выполнена в виде внутреннего кольца подшипника скольжения с С-образным вырезом 2. На планшайбе 1 расположена горелка 3, а планшайба 1, в свою очередь, вставлена в направляющие 4 и 5, которые жестко закреплены на корпусе б. Б планшайбе 1 дополнительно выполнены две клиновидные прорези 7, в которые вставлены вкладьиаи 8, жестко закрепленные винтами 9 и штифтами 10. Прорези 7 расположены под углом ,0 75-80° к оси симметрии планшайбы i и выполнены с углом раскрытия 5-7°. Размеры прорезей 1 и b,- угол раскрытия прорезей 5-7°, а таклсе угол : 75-80 выбраны на основании данных экспериментов и опытов эксплуатации, а также исходя из конструктивных соображений с учетом того, что дополнительная деформация вкладышей ЛЬ равна, величине раскрытия вьзреза планшайбы Л, Клиновидная форма раскрытия нужна для того, чЗгобы компенсирующие деформации вкладышей происходили равномерно по ширине круговой шайбы. Величина угла с 75-80° выбрана из условия, что .длина периметра средней части планшайбы должна быть примерно равна длинам ее крайних частей, участвующих в компенсации деформаций. Длина прорези должна быть макс и альной, но сквозные прорези делать нельзя.
При выборе ширины Ь прорезей учитывается абсолютная величина деформаций дЕ, а также разница в коэффициентах линейного расширения материалов и планшайбы.
Устройство работает следующим образом. Планшайба 1, вращаясь в направляющих 4 и 5, перемещает горелку 3, таким образом происходит процесс сварки неповоротного стыка. Так как г горелка 3 установлена на планшайбе 1, то в процессе работы в условиях повышенных температур планшайба 1 нагревается неравномерно, при этом происходит деформация С-образного выреза
2 на величину д (см.фиг. 3). При
этом вкладыши 8 тоже нагреваются и деформируются. Их широкая часть с начальным размером b (см.фиг. 3) расширяется и получает температурную деформацию дЬ. Естественно,происходит исправление искаженной планшайбы 1, т.е. ее периферия продолжает сохранять первоначальную форму.
Таким образом, вращение планшайбы будет равномерным, не будет закляни0 ваний, непредвиденных остановок.
Применение предлагаемого устройства позволит повысить надежность в работе планшайбы и устройства в целом, улучшить стабильность сварки.
Формула изобретения
Устройство для сварки неповоротных стыков труб, преимущественно большого
диаметра, содержащее С-образные корпус и планшайбу со сварочной горелкой, отличающееся тем, что, с целью повышения надежности в работе устройства в условиях повышенных температур, оно снабжено клиновидныг и вкладышами из металла, коэффициент линейного расширения которого в (1,8-2,0) раз больше, чем у металла планшайбы, а в планшайбе под клиновидные вкладыши выполнены расположенные под углом Л 7 5-80° к оси симмет. рии планшайбы клиновидные прорези с углом раскрытия 5-7°, с длиной, равной (,9)2, где D и d - наружный и В(утренний диаметры планшайбы, и с шириной по периферии планшайбы, равной (0,2-0,25)1, где I - ширина С-образного выреза планшайбы.
Источники информации, принятые во внимание при экспертизе 1, Гриненко В.И. и др. Новые переносные автоматы для сварки неповоротных стыков труб вольфрамовым электродом, Сварочное производство, № 10, 1972.
2.Патент США № 3509302, кл, 219-60, 1969.
3.Гриненк.о В.И. и др. Переносные автоматы ТАМ для сварки неповоротных
0 стыков труб вольфрамовым электродом с присадкой, Сварочнре производство № 1, 1973 (прототип). л. frz.f.
6-Б

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки неповоротных стыков труб | 1978 |
|
SU747663A1 |
| Устройство для сварки неповоротных стыков труб | 1985 |
|
SU1305987A1 |
| Головка для автоматической сварки неповоротных стыков труб | 1980 |
|
SU903036A1 |
| Устройство для сварки | 1984 |
|
SU1172162A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| Автомат для сварки неповоротных стыков труб | 1978 |
|
SU745622A1 |
| Устройство для дуговой сварки | 1986 |
|
SU1357167A2 |
| Устройство для сварки неповоротных стыков трубопроводов | 1987 |
|
SU1508472A1 |
| Способ сварки плавлением стыковых соединений | 1980 |
|
SU899296A1 |
| Устройство для сварки неповоротных стыков труб | 1984 |
|
SU1189629A1 |