Изобретение относится к технологическому оборудованию для изготовления электрических катушек и может быть использовано в электротехнической промышленности.
Известен станок для изготовления секций электрических машин, содержащий механизм подачи, правки, отмера и отрубки заготовки, устройство для гибки и растяжки секций, приспособление для съема готовых секций 1.
Однако известный станок не обеспечивает намотку провода в противоположных направлениях, что снижает его универсальность.
Известен также автомат для намотки катушек возбуждения электрических машин, состоящий из шпиндельного узла с приводом, механизма роликовой правки провода в двух плоскостях, механизмов отрезки и гибки вывода катушки на ребро и плоскость, механизма подачи и отрезки изоляционного материала 2.
Недостаток известного автомата заключается в том, что на одном автомате невозможно изготавливать катушки с разным направлением навивки.
Цель изобретения - расширение технологических возможностей станка за счет изготовления катушек с противоположным направлением навивки.
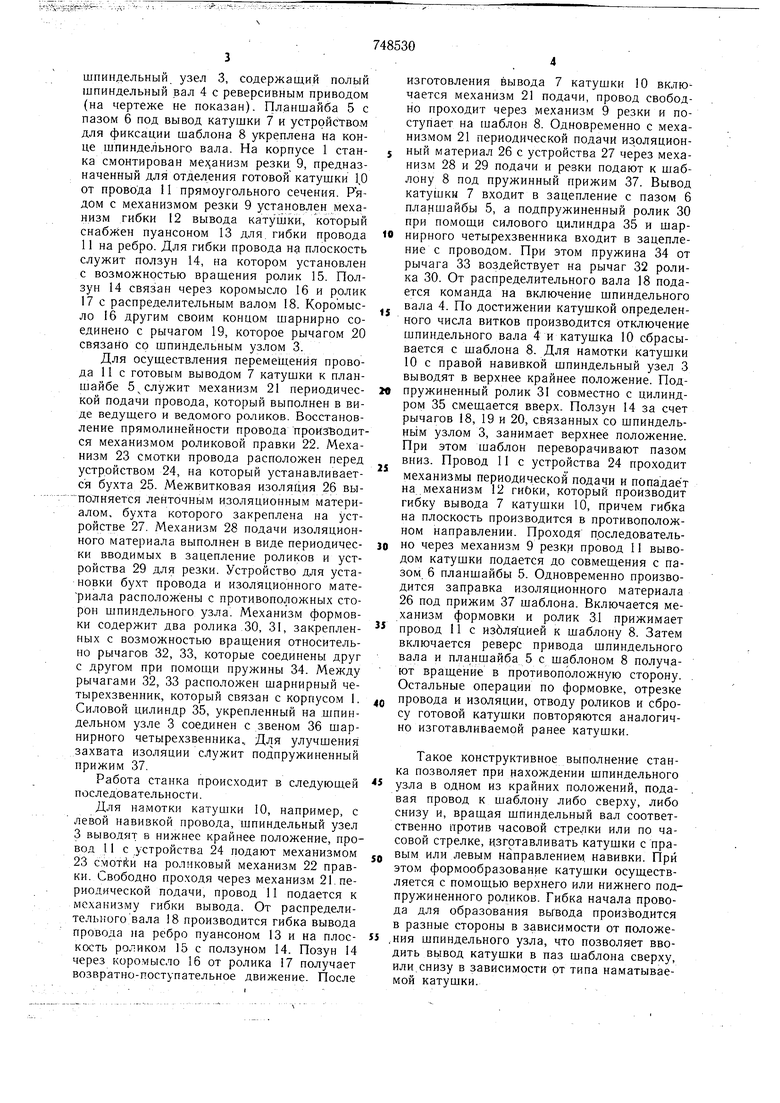
Цель достигается тем, что станок содер, жит привод возвратно-поступательного перемещения шпиндельного узла в плоскости перпендикулярной направлению подачи наматываемого материала, механизм формовки содержит дополнительный ролик и шарнирный четьфехзвенник с приводом его перемещения в плоскости перпендикулярной направлению подачи наматываемого материала, причем оба ролика связаны между собой щарнирным четырехзвенником, механизм гибки вывода катушки связан через рычажную систему со шпиндельным узлом, а уст15ройства для установки бухт провода и изоляционного материала расположены с противоположных сторон шпиндельного узла. На фиг. 1 изображен станок, обш,ий вид; на фиг. 2 - кинематическая схема; на
20 фиг. 3 - вид по стрелке А на фиг. 1; на фиг. 4 - вид по стрелке Б на фиг. 1. Станок состоит из корпуса 1, на котором в направляющих 2 с приводом возвратнопоступательного перемещения закреплен
шпиндельный узел 3, содержащий полый шпиндельный .вал 4 с реверсивным приводом (на чертеже не показан). Планшайба 5 с пазом 6 под вывод катушки 7 и устройством для фиксации шаблона 8 укреплена на конце шпиндельного вала. На корпусе 1 станка смонтирован механизм резки 9, предназначенный для отделения готовой катушки 1,0 от провода 11 прямоугольного сечения. Рядом с механизмом резки 9 установлен механизм гибки 12 вывода катушки, который снабжен пуансоном 13 для. гибки провода 11 на ребро. Для гибки провода на плоскость служит ползун 14, на котором установлен с возможностью вращения ролик 15. Ползун 14 связан через коромысло 16 и ролик 17 с распределительным вало.м 18. Коромысло 16 другим своим концом шарнирно соединено с рычагом 19, которое рычагом 20 связано со шпиндельным узлом 3.
Для осуществления перемещения провода 11 с готовым выводом 7 катушки к планшайбе Заслужит механизм 21 периодической подачи провода, который выполнен в виде ведущего и ведомого роликов. Восстановление прямолинейности провода производится механизмом роликовой правки 22. Механизм 23 смотки провода расположен перед устройством 24, на который устанавливается бухта 25. Межвитковая изоляция 26 вы полняется ленточным изоляционным материалом, бухта которого закреплена на устройстве 27. Механизм 28 подачи изоляционного материала выполнен в виде периодически вводимых в зацепление роликов и устройства 29 для резки. Устройство для установки бухт провода и изоляционного материала расположены с противоположных сторон шпиндельного узла. Механизм формовки содержит два ролика ,30, 31, закрепленных с возможностью вращения относительно рычагов 32, 33, которые соединены друг с другом при помощи пружины 34. Между рычагами 32, 33 расположен шарнирный четырехзвенник, который связан с корпусом 1. Силовой цилиндр 35, укрепленный на .шпиндельном узле 3 соединен с звеном 36 шарнирного четырехзвенника. Для улучшения захвата изоляции служит подпружиненный прижим 37.
Работа станка происходит в следующей последовательности.
Для намотки катушки 10, например, с левой навивкой провода, щпиндельный узел 3 выводят в нижнее крайнее положение, провод 11 с .устройства 24 подают механизмом 23 CMOTF cH на роликовый механизм 22 правки. Свободно проходя через механизм 2L периодической подачи, провод 11 подается к механизму гибки вывода. От распределительного вала 18 производится гибка вывода провода на ребро пуансоном 13 и на плоскость роликом 15 с ползуном 14. Позун 14 через коромысло 16 от ролика 17 получает возвратно-поступательное движение. После
изготовления вывода 7 катущки 10 включается механизм 21 подачи, провод свободно проходит через механизм 9 резки и поступает на шаблон 8. Одновременно с механизмом 21 периодической подачи из,оляционJ ный материал 26 с устройства 27 через механизм 28 и 29 подачи и резки подают к шаблону 8 под пружинный прижим 37. Вывод катущкн 7 входит в зацепление с пазом 6 планшайбы 5, а подпружиненный ролик 30 при помощи силового цилиндра 35 и щар0 нирного четырехзвенника входит в зацепление с проводом. При этом пружина 34 от рычага 33 воздействует на рычаг 32 ролика 30. От распределительного вала 18 подается команда на включение шпиндельного вала 4. По достижении катушкой определенного числа витков производится отключение шпиндельного вала 4 и катушка 10 сбрасывается с шаблона 8. Для намотки катушки 10 с правой навивкой щпиндельный узел 3 выводят в верхнее крайнее положение. Подв пружиненный ролик 31 совместно с цилиндром 35 смещается вверх. Ползун 14 за счет рычагов 18, 19 и 20, связанных со шпиндельнь1м узлом 3, занимает верхнее положение. При этом шаблон переворачивают пазом вниз. Провод 11 с устройства 24 проходит
механизмы периодической подачи и попадает на механизм 12 гибки, который производит гибку вывода 7 катушки 10, причем гибка на плоскость производится в противоположном направлении. Проходя прследователь0 но через механизм 9 резки провод 11 выводом катушки подается до совмещения с пазом 6 планшайбы 5. Одновременно производится заправка изоляционного материала 26 под прижим 37 шаблона. Включается механизм формовки и ролик 31 прижимает
провод 11 с избляцией к шаблону 8. Затем
включается реверс привода шпиндельного
вала и планшайба 5 с шаблоном 8 получают вращение в противоположную сторону.
Остальные операции по формовке, отрезке
о провода и изоляции, отводу роликов и сбросу готовой катушки повторяются аналогично изготавливаемой ранее катушки.
Такое конструктивное выполнение станка позволяет при нахождении шпиндельного
узла в одном из крайних положений, подавая провод к шаблону либо сверху, либо снизу и, вращая щпиндельный вал соответственно против часовой стрелки или по часовой стрелке, изготавливать катушки с праj вым или левым направлением, навивки. При этом формообразование катушки осуществляется с помощью верхнего или нижнего подпружиненного роликов. Гибка начала провода для образования вывода производится в разные стороны в зависимости от положе,ния шпиндельного узла, что позволяет вводить вьшод катушки в паз шаблона сверху, или снизу в зависимости от типа наматываемой катушки. Формула изобретения Станок для намотки катушек электрических машин, содержаш;ий шпиндельный узел с приводом и устройством для фиксации шаблона, механизм формовки, включаюший подпружиненный ролик, устройство для установки рулонов провода и изоляционного материала, механизм гибки вывода, отличающийся тем, что, с целью расширения технологических возможностей станка за счет изготовления катушек с противоположным направлением навивки, содержит привод возвратно-поступательного перемешения шпиндельного узла в плоскости перпендикулярной направлению подачи наматываемого , материала, механизм формовки содержит дополнительный ролик и шарнирный четырехзвенник с приводом перемеш,ения в Плоскости, перпендикулярной подачи наматываемого материала, причем оба ролика связаны между собой шарнирным четырехзвенником, механизм гибки въ1вода катушки связан через рычажную систему со шпиндельным узлом, а устройство для установки бухт провода и изоляционного материала расположены с противоположных сторон от шпиндельного узла. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 143459, кл. Н 01 F 41/04, 1960. 2.Автотракторное электрооборудование, 1975, № 10, с. 19 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для наложения витковой изоляции и намотки катушек электрических машин | 1984 |
|
SU1197012A1 |
| Устройство для намотки катушек обмоток электрических машин | 1985 |
|
SU1319175A1 |
| Станок для изготовления электрических катушек | 1973 |
|
SU510756A1 |
| Станок для изготовления секцийэлЕКТРичЕСКиХ МАшиН | 1979 |
|
SU828324A1 |
| Станок для намотки катушек электрических машин на ребро | 1985 |
|
SU1310957A1 |
| Станок для намотки катушек электрических машин | 1985 |
|
SU1420635A1 |
| Станок для намотки катушек статоров электрических машин | 1978 |
|
SU765939A1 |
| Автомат для изготовления электрических катушек | 1978 |
|
SU792321A1 |
| Станок для намотки полосы | 1981 |
|
SU975143A1 |
| АВТОМАТИЧЕСКИЙ БУХТОНАМОТЧИК | 2006 |
|
RU2312054C1 |

50 2 5 15 /4 /5 2/
/318
56 7,2 Ъ 03 9 Cjt
2627
748530
2s
25
. 2
