(54) УПОРНО-РЕГУЛИРОВОЧНЫЙ МЕХАНИЗМ СТАНА ВИНТОВОЙ
I
Изобретение относится к производству бесшовных труб прокаткой, а точнее к станам ВИНТОВОЙ прокаткн и касается упорно-peryjuiровочного механизма.
Изобретение наиболее эффективно может бы1ъ использовано в станах винтовой прокатки с осевой выдачей гильз.
Известен упорно-регулировочный механизм стана ВИНТОВОЙ прокатки с осевой выдачей ГИЛЬЗ, содержащий станину, подвижную каретку, ее ВИНТОВОЙ привод осевого перемещения, упорную головку с запором и опорный ролик, размещенный в дополнительном рычаге, насаженном на ось запора 1.
При этом ВИНТОВОЙ привод перемеще1шя каретки установлен в стшшне за кареткой, что удлиилет расстояние между стащюнарны(11И опорными роликами, установленными на станине, а механизм занимает по щаше большую площадь, что усложняет его размещение в ЛИНИИ стана. Дополнительная опора при осевой выдаче гильз уменьшает застывание гильзы В зонг расположения механизма, но не ДЛЯ ГИЛЬЗ малой длины. ПРОКАТКИ ТРУБ
Наиболее близким по технической сущности и достигаемому результату к изобретению является упорно-регулировошый механизм тру-, бопрокатного стана, содержащий каретку, ее виитовой привод осевого перемещения, опорные ролики, размещенные по обе стороны каретки, подвешенной к станине посредством направляющих, и упорную головку с кулачковым запором 2.
Винты и гайки привода осевого переме 0щения каретки размещены на сташше и не ПОЗВОЛЯЮТ разместить ближе к механизму стационарный TpaHcnopTHpjTouyiA ролик, а расстояние между опорными роликами, установленными на каретке, велико для коротких изделий
15 и не- обеспечивает надежное транспортирование последн11х.
Целью изобретения является надежное транспортирование через меха1шзм коротких изделий путем уменьщения расстояния между опор20ными роликами.
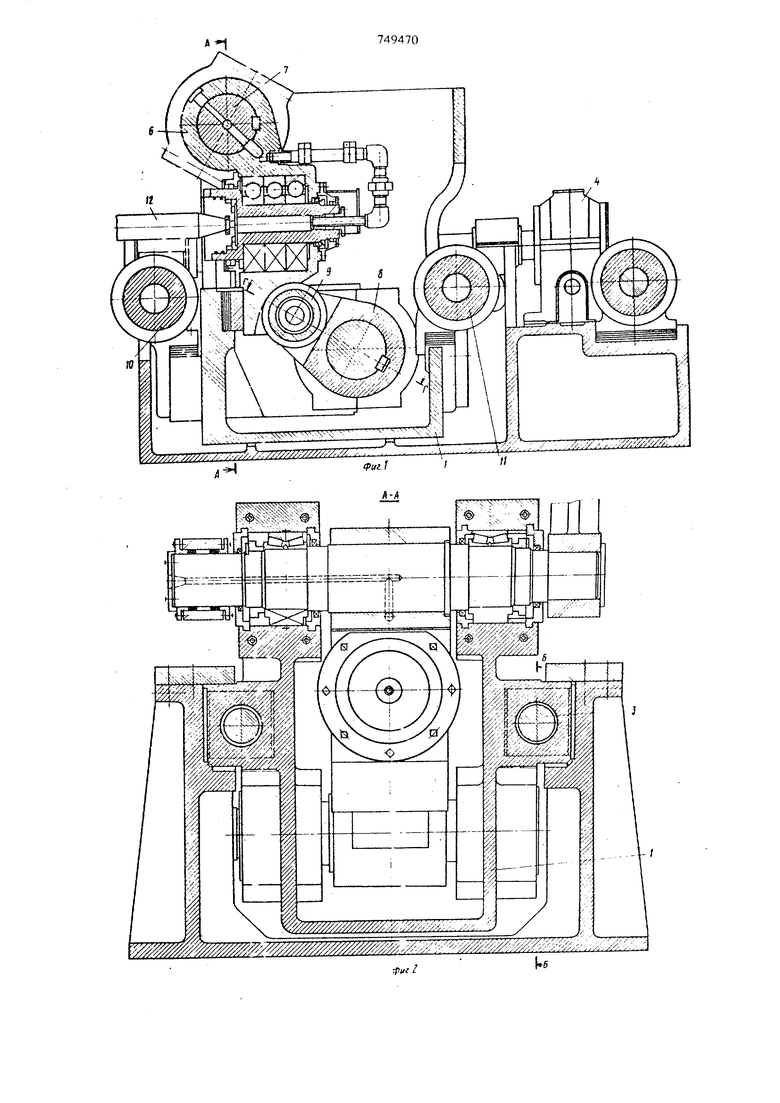
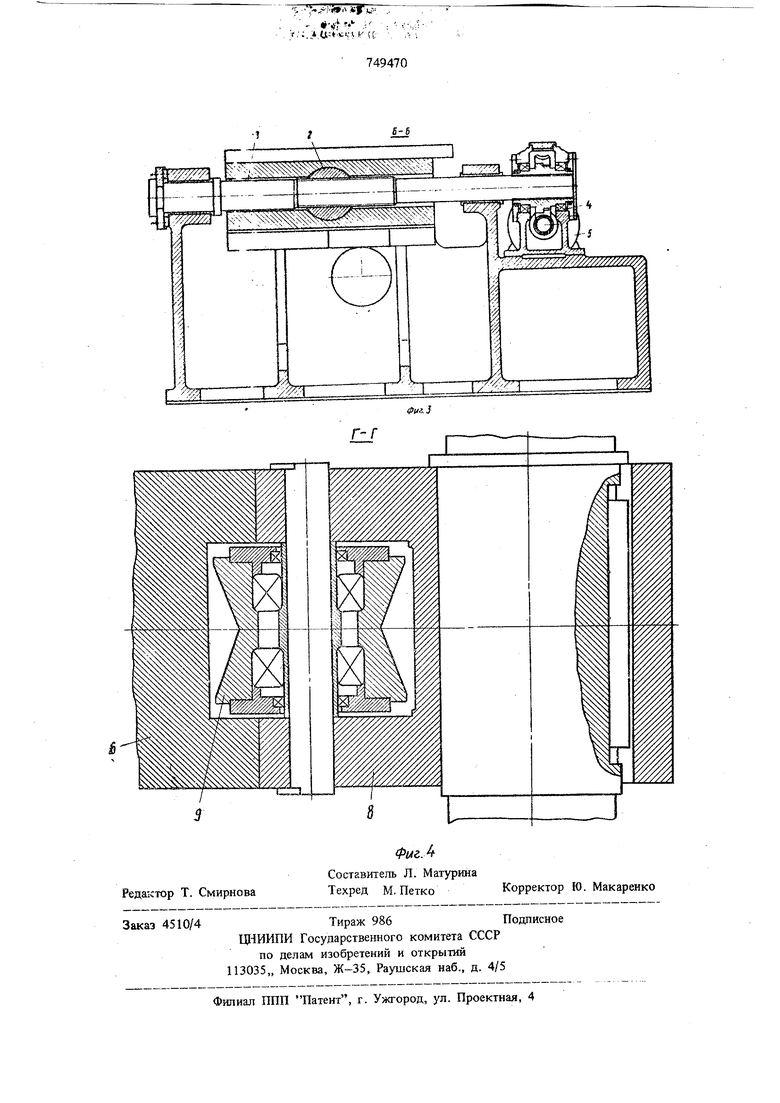
Это достигается созданием упорно-регули;рово1шого механизма стана винтовой прокатки труб, содержащего каретку, имеющую направляюшие, ее винтовой привод осевого перемещение; размещенную на ней упорную головку с кулачковым запором и опорные ролики, расположенные на входе и выходе каретки снабженного дополнительным роликом, установ ленным в кулачке запора головки, а гайки винтового привода каретки закреплены в ее направляющих. Такое конструктивное выполнение упорнорегулировочного механизма позволяет надежно пропускать и поддерживать короткие изделия, гильзы благодаря тому, что расстояние между опорными роликами значительно умен шено . Поскольку упорно-регулировочный механизм обесие швает пропуск коротких изделий/появилась возможность обрабатывать на прошивном стане короткие заготовки из труд11одеформируемых металлов, например, циркония, нее обрабатываемых на прессе. На фиг. 1 изображен упорно-регулировочны механизм, продольный разрез; на фиг. 2 - поперечный разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 попере ный разрез Г-Г на фиг. 1. Упорно-регулировочный механизм содержит каретку 1, ее привод осевого перемещения, состоящий из гаек 2, размещенных в направляющих каретки и пропущенных сквозь них винтов 3, приводимых в действие через редук тор 4 от двигателя 5. Кроме того, механизм включает смонтированную в каретке приводную упорную головк 6, сидящую на валу 7, с приводным кулачко запора 8, в котором размещен дополнительны промежуточный опорный ролик 9, опорный р лик 10, установленный на входе каретки, и опорный ролик 11, размещенный на выходе каретки. В результате длина упорно-регулировошого мех дизма сократилась. Дополнительный ролик размещен в пазу, выполненном в кулачке запора головки, а в упорной головке также сделан паз. Устройство работает следующим образом. Упорно-регулировочный механизм служит упором для оправочного стержня 12 при прокатке, прошивке и т.д. Чтобы привести упорно-регулировочный механизм в рабочее положение )Необходимо приводом (на чертеже не показан) опустить упорную головку 6 в зоне запора, заклинив ее кулачком запора 8. Для изменения положения оправочного стержня как при настройке, так и при прокатке, каретку 1 перемещают по станине вдоль оси прокатки вращением винтов 3 от двигателя 5 через редуктор 4. При этом винт, вращаясь у не перемещается, а гайки 2, жестко связанные с кареткой, перемещаясь по винту, передвигают каретку. После прокатки для пропуска прокатанного изделия приводом кулачок запора отводится вниз, а упорная головка - в крайнее верхнее положение. Затем приводом кулачка запора промежуточный дополнительный ролик 9 вывод 1тся на линию прокатки для создания дополнительной опоры в зоне запора и сокращения расстояния между опорными роликами 10 и 11 при выдаче коротких гильз. Упорно-регулировочный механизм прошивного стана расширяет технологические возможности стана в целом так как позволяет надежно выдавать прошитые короткие гильзы. Становится возможным прошивка коротких изделий, например, из циркония, ранее изготовляемых процессованием с механообработкой. При этом сокращается расход металла, увеличивается производительность и обеспечивается полная механизация при производстве толстостенных изделий из илркония. Формула изобретения Упорно-регулировочный механизм стана винтовой прокатки труб, включающий каретку, имеющую направляющие ее винтовой привод осевого перемещения, размещенную за ней упорную головку с кулачковым запором и . опорные ролики, расположенные на входе и выходе каретки, отличающийся тем, что, с целью надежного транспортирования через механизм коротких изделий путем уменьшения расстояния между опорными роликами он снабжен дополнительным роликом, установленным в кулачке запора головки, а гайки винтового привода каретки закреплены в ее направляющих. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 303121, кл. В 21 В 25/02, 1970. 2. Авторское свидетельство СССР N 526403, кл. В 21 В 25/02, 1974.
749470
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАДНИЙ СТОЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2165810C2 |
| Задний стол трубопрокатного стана | 1988 |
|
SU1577897A1 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1996 |
|
RU2136414C1 |
| Задний стол трубопрокатного стана | 1978 |
|
SU759156A1 |
| Устройство для установки оправочного стержня | 1977 |
|
SU707625A1 |
| Задний стол стана с осевой выдачей труб | 1979 |
|
SU900911A1 |
| Стан винтовой прокатки | 1980 |
|
SU863021A1 |
| Приспособление к стану поперечно-винтовой прокатки | 1981 |
|
SU996018A1 |
| УПОРНО-РЕГУЛИРОВОЧНЫЙ МЕХАНИЗМ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2172220C2 |
| Удерживатель оправки трубопрокатного стана | 1976 |
|
SU654313A1 |