1.
Изобретение относится к обработке металлов давлением, а именно к поперечно-винтовой прокатке изделий неограниченной длины, и может быть использовано при производстве горячекатаных бесшовных труб и других . полых изделий.
Известно устройство для подготовки заготовок под прошивку, содержащее станину, размещенные на ней упорную 10 головку,с приводим ее перемещения, рычажный стопор головки, опору и секторы, имеющие возможность взаимодействия с опорой t О
Недостатками известного устройства 15 являются его низкая жесткость, так как между секторами и опорой имеется зазор для поворота секторов при,возвращении р исходное положение. Этот зазор при воздействии заготовки на упорную головку выбирается и приводит к перекосу упорной головки, что отрицательно сказывается на точности геометрических размеров. Возникающие при
прокатке динамические удары приводят к быстрому выходу из строя секторов и рычажного стопора.
Кроме того оно ограничивает технологические возможности стана. Это объясняется тем, что устройство для подготовки заготовки под прошивку позволяет осуществлять только стадию зацентровки заготовок.
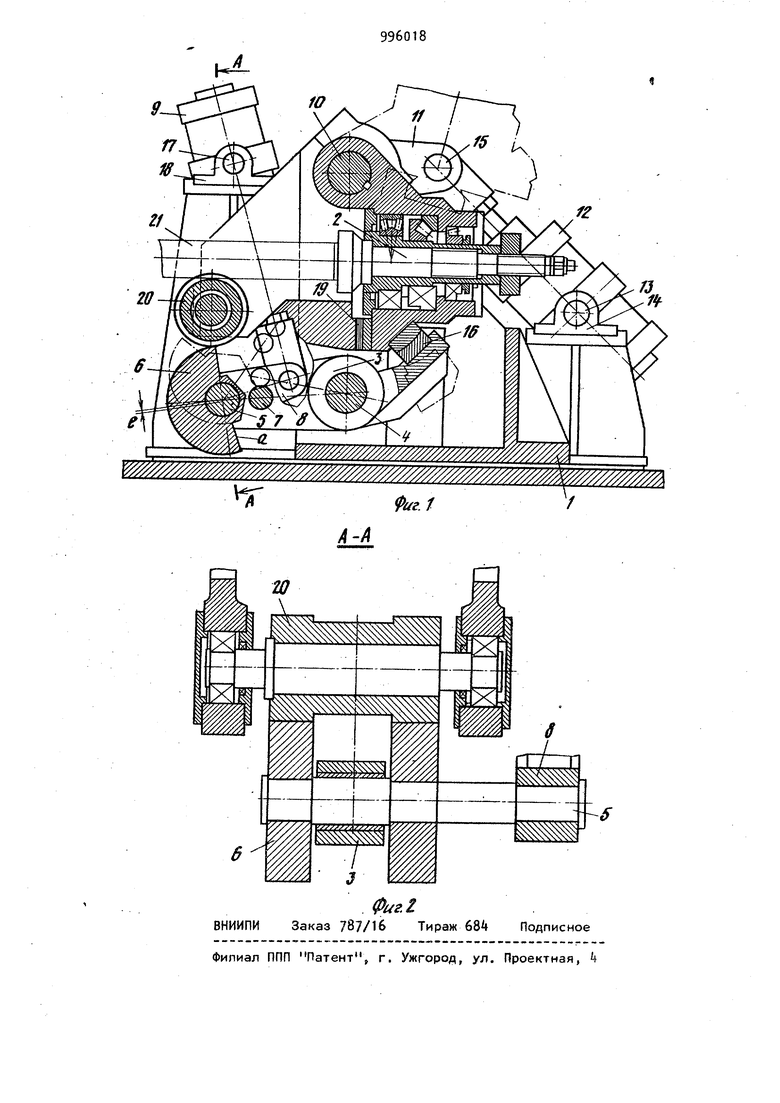
Известно приспособление к стану поперечно-винтовой прокатки, содержащее упорный механизм с головкой и приводом ее откидывания для размещения оправки, установленный с возможностью вращения ролик для ее поддержания, стопор головки в виде двуплечего рычага с приводом его поворота, одно плечо которого предназначено для размещения .опорного ролика 2}. Недостатками известного приспособления являются то, что при длительной его работе стопор при взаимодействии с головкой изнашивается, в результате чего появляется зазор между ним и головкой, фиксация головки ухудшается, снижается жесткост1 приспособления, ухудшается надежность его работы и снижается точность прокатываемых изделий. Цель изобретения - повышение надежности его работь| и точности прокатываемых изделий путем увеличения его жесткости. Поставленная цель достигается тем что приспособление к стану поперечно винтовой прокатки, содержащее упорный механизм с головкой и приводом ее откидывания для размещения оправк установленный с возможностью рращения ролик для ее, поддержания, стопор головки в виде двуплечего рычага с приводом его поворота, одно плеJ4O котарого предназначено для размещения опорного ролика, снабжено установленным соосно первому вторым опорным роликом, дополнительным рычагом, связывающим опорные ролики с приво дом поворота двуплечего рычага, и ограничителем угла поворота опорных роликов, смонтированным на двуплечем рычаге, при этом опорные ролики выполнены в виде секторных эксцентриков, установленных с возможностью взаимодействия с поддерживающим ролиПредлагаемая конструкция приспособления к стану поперечно-винтовой .прокатки обеспечивает возможность его срабатывания как в процессе прокатки, так и после окончания прокатки, что позволяет расширить его технологические возможности. Например, при зацентровке заготовок и прокатке стаканообразньгх изделий освобождение головки для ее откидывания осуществляется поворотом опорных роликов и двуплечего рычага при воздействии осевого усилия прокатки, а при прошивке сплошной заготовки в гильзу их поворот осуществляется после окончания прокатки, т.е. при отсутствии осевого усилир. Выполнение опорных роликов в виде приводных самозаклинивающихся сектор ных эксцентриковг позволяет повысить жесткость конструкции и выбрать все зазоры при установке приспособления в исходное для работы положение. Отсутствие люфтов позволяет повысить точность прокатанных изделий по геометрическим размерам, а. также долговечность приспособления. Следует от94 метить, что головка в рабочем положении опирается через набрр пластин на станину. Таким образом, при заклинивании секторных эксцентриков осуществляется беззазорный контакт головки со станиной, что обеспечивает дополнительную жесткость и, следовательно, повышение точности прокатываемых изделий. Кроме того, поскольку поддерживающий ролик установлен с возможностью вращения, усилия на отключение приспособления в период -воздействия сил прокатки незначительны, поэтому можно использовать привод меньшей мощности. На фиг. 1 изображено приспособление к стану поперечно-винтовой прокатки, общий вид; на фиг. 2 - сечение А-А на фиг. 1. Приспособление к стану поперечновинтовой прокатки содержит станину 1, упорный механизм с головкой 2 и приводом ее откидывания, стопор головки 2 в виде двуплечего рычага 3,.установленного на оси 4. На друплечем рычаге 3 смонтированы на валу 5 опорные ролики: в виде секторных эксцентриков 6 и ограничитель 7 их поворота. Секторные эксцентрики 6 связаны посредством дополнительного рычага 8 со штоком пневмоцилиндра 9Головка 2 установлена на валу 10, снабженном рычагом П. Привод откидыва1;1ия головки 2 выполнен в виде пневмоцилиндра 12, который цапфами 13закреплен в подшипниковых опорах 14на .станине 1, а своим штоком посредством пальца 15 связан с рычагом 11... . На одном из плеч двуплечего рычага 3 смонтирована опорная планка 16 для взаимодействия с головкой 2.Пнеамоцилиндр 9 своими цапфами 17 установлен в подшипниковых опорах 18 на станине 1. Головка 2 в рабочем положении опирается на станину 1 через набор пластин 19- Секторные эксцентрики 6 возможность взаимодействия с подДерживащим роликом 20, установленным на станине 1. Приспособление работает следующим образом. Для приведения приспособления к стану поперечно-винтовой прокатки в рабочее положение перед прокаткой пневмоцилиндр 12 поворачивает головку 2 до упора в набор пластин 19 станины 1, Затем пневмоцилиндром двуплечий рычаг 3 поворачивается до тех пор, пока опорная планка 16 не вступает в контакт ; головкой 2. При дальнейшем ходе штока пневмоцилиндра 9 дополни- ельный рычаг 8 поворачи вает вал 5 совместно с секторными эксцентриками 6, пр Зтом зазоры в системе: поддерживающий ролик 20 секторные эксцентрики 6 - двуплечий рычаг 3 - опорная планка 16 - головка 2 - набор пластид 19 - станина 1 полностью устраняются. В,:процессе работы осевые усилия прокатки, передаваемые, например, через оправочный стержень 21, воздей ствуют через головку 2 на двуплечий рычаг 3, стремясь его повернуть, чему препятствует беззазорный контакт секторных эксцентрикрв6 с поддерживающим ррликом 2Q. При таком положении упорного механизма может осуществляться, например, полная прошив ка сплошной заготЬвки в гильзу. В случае, если осуществляется про катка с одновременным выдавливанием центрового отверстия под прошивку ил требуется получить стакйнообразную гильзу, то возникает необходимость быстро прекратить удерживание оправки от усилия прокатки, т.е. быстрое освобождение головки 2 от фиксации ее двуплечим рычагом 3- Поскольку поддерживающий ролик 20 установлен с возможностью вращения, то включени ем пневмоцилиндрё 9 на обратный ход секторные эксцентрики 6, обкатываясь по поддерживающему ролику 20, выходят из контакта с последним и уже без воздействия сил прокатки поворач ваются до ограничителя 7 угла их поворота, а в это время двуплечий рычаг 3 перестает препятствовать откидыванию ГОЛОВКИ 2 ОТ действия зара нё включенного пневмоцилиндра 12 и от воздействия осевых Сил прокатки, В результате этого головка 2, откиды вается , а двуплечий рычаг 3 отводитс в крайнее положение пневмоцилиндром за счет взаимодействия лыски а секторных эксцентриков 6 с ограничитедам 7 угла их поворота. По.ложение двупле чего рычага 3 позволяет после окончания прокатки беспрепятственно воз986 вратить головку 2 в рабочее положение. Далее включением пневмоцилиндра 9 двуплечий рычёг 3 устанавливается в исходное положение - на фиксирование головки 2. Предложенное приспособление к стану поперечно-винтовой прокатки позволяет расширить технологические возможности при прокатке различных видов изделий (гильз, стаканообразных изделий, заготовок с центровочными отверстиями под прошивку), а .также повысить надежность его работы и точ- , ность прокатываемых изделий путем повышения егоJжесткости. Кроме того, данная конструкция позволяет сократить время срабатывания упорного механизма. Формула изобретения Приспособление к стану поперечновинтовой прокатки, содержащее упорный механизм с головкой и приводом ее откиТчывания для размещения оправки-, установленный с возможностью вращения ролик для ее поддержания, стопор головки в виде двуплечего рычага с приводом его поворота, одно плечо ко-. торого предназначено для размещения опорного ролика, о т л и ч а ю щ е ес я тем, что, с целью повышения надежности его работы и точности про катываемых изделий путем увеличения его жесткости, оно снабжено установленным соосно первому вторым огюрным роликом, дополнительным рычагом, связывающим опорные ролики с приводом поворота двуплечего рычага, и ограничителем угла поворота опорных роликов, смонтированным на двуплечем, рычаге, при этом опорные ролики вы-полнены в виде секторных эксцентриков, установленных с возможностью взаимодействия с поддерживающим роликом.. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР ff , кл., В 21 В 19/00, 01.08.8 2. Авторские свидетельство СССР № 303121, кл. В 21 В 25/02, 17.02.70 (прототип).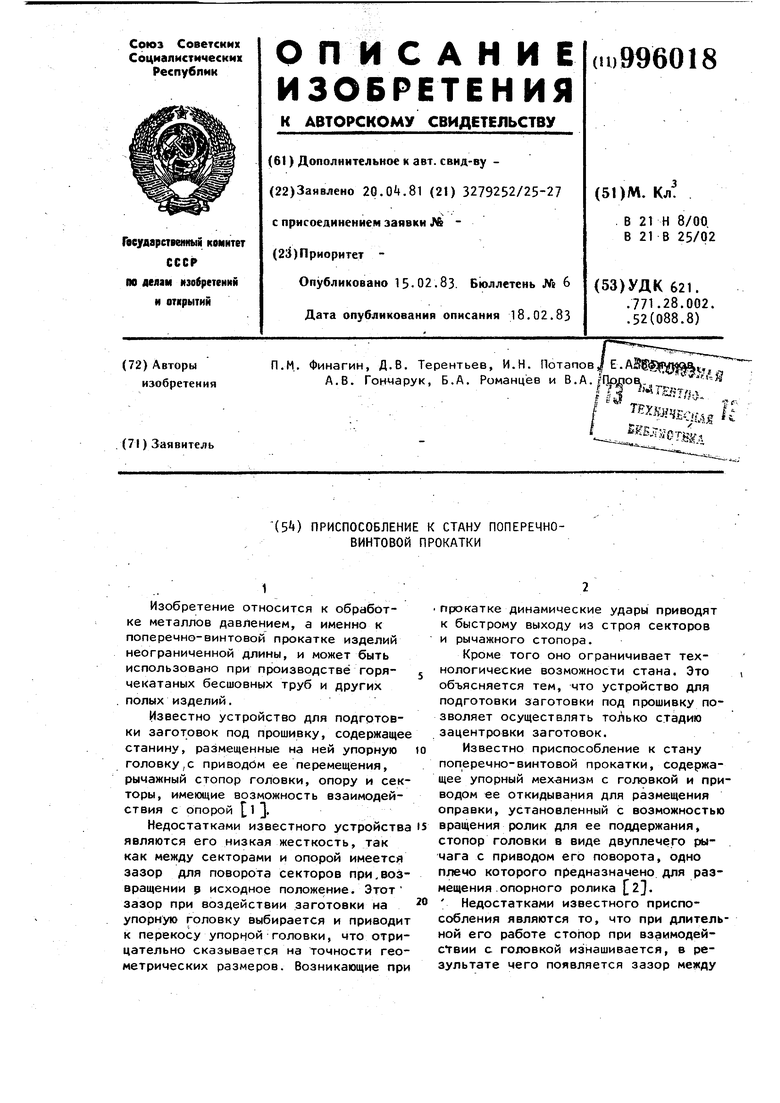
| название | год | авторы | номер документа |
|---|---|---|---|
| Трехвалковая клеть винтовой прокатки | 1979 |
|
SU780913A1 |
| Упорно-регулировочный механизм стана винтовой прокатки труб | 1977 |
|
SU749470A1 |
| Удерживатель оправки трубопрокатного стана | 1976 |
|
SU654313A1 |
| Рабочая клеть косовалкового короткооправочного стана | 1977 |
|
SU740315A1 |
| Стол стана поперечно-винтовой прокатки | 1981 |
|
SU1034806A1 |
| Устройство для разворота барабана с валками | 1980 |
|
SU929288A1 |
| Рабочая клеть стана поперечно- ВиНТОВОй пРОКАТКи издЕлийпЕРЕМЕННОгО пРОфиля | 1979 |
|
SU804149A1 |
| Рабочая клеть косовалкового короткооправочного стана | 1977 |
|
SU740316A1 |
| Устройство для подготовки заготовки под прошивку | 1981 |
|
SU997866A1 |
| Задний стол прошивного стана | 1987 |
|
SU1488050A1 |