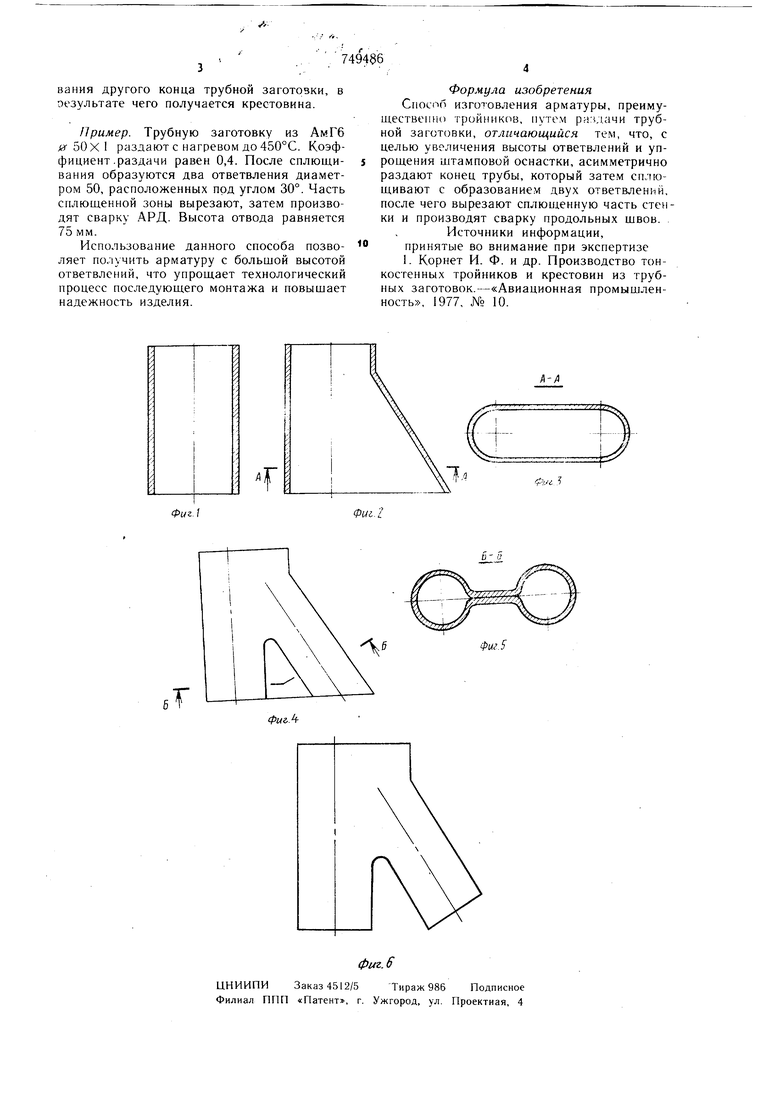
(54) СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРЫ Изоб() относится к области обработки м (;i,:ij40B давлением, а именно к спосо6;т ИМ .(Лия арматуры трубопроводов Tpoti-iiiKOB из трубной заготовки, и можг I быть использовано в самолетостроении, химичп-ком и нефтяном машиностроении и дрчих отраслях промышленности. Извест(М1 способ, по которому в средней части трубной заготовки производят раздачу давлением жидкости. При этом образуется боковое ответвление с дном, которое на следующей операции обрезается 1. Недостаток этого способа заключается в трудности получения больчюй высоты ответвления и диаметра ответвления, большего диаметра заготовки, сложность штамповой оснастки, потребность в оборудовании большой МОП,НОСТИ. Целью изобретения является изготовление арматуры с большой высотой ответвления и упрощение штамповой оснастки. Это достигается тем, что трубную заготовку подвергают ассиметричной раздаче, потом производят местное сплющивание, а затем вырезают часть сплющенной стенки и сваривают продольные швы. На фиг. 1 показана ис.ходная заготовка; на фиг. 2 и 3 - заготовка после асимметричной раздачи; на фиг. 4 и 5 - заготовка после местного сплющивания; на фиг. 6 - готовая деталь. Способ осуществляется в следующей последовательности. Трубную заготовку (см. фиг. 1) раздают асимметрично любым известным способом, например, жестким пуансоном с нагревом и подпором в кромку для получения постоянной толщины стенки в зоне раздачи. В результате получают заготовки с овальным сечением в зоне раздачи (см. фиг. 2 и 3). После раздачи производят местное сплющивание разданного конца трубы (см. фиг. 4 и 5). Для сохранения сечения ответвлений в зону раздачи помещают внутренние оправки, диаметр которых равен внутреннему диаметру ответвлений. Затем часть сплющенной зоны удаляется, например вырубается. После сварки продольных швов получают готовую деталь с большой высотой отводов. При необходимости можно использовать указанные операции для деформнро
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГИБКИ ТРУБ | 2001 |
|
RU2210452C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ | 2009 |
|
RU2378070C1 |
| СПОСОБ ГИБКИ ТРУБ С ОБРАЗОВАНИЕМ КОЛЕН ПОВТОРЯЮЩЕЙСЯ ФОРМЫ | 2013 |
|
RU2534483C1 |
| Способ изготовления полых деталей из трубной заготовки | 2018 |
|
RU2703010C2 |
| Способ изготовления деталей с фланцем | 1984 |
|
SU1311811A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УГОЛЬНИКА | 1998 |
|
RU2152283C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ | 2008 |
|
RU2369457C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2047405C1 |
| СПОСОБ ФАСОННОЙ ОБРЕЗКИ КОНЦОВ ТРУБОК | 2007 |
|
RU2363558C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПЕРЕХОДНИКА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1979 |
|
SU1840338A1 |
