1
Изобретение относится к области сварки, а именно к конструкции установки для автоматической сварки тулеек лопат.
Известна установка для автоматической сварки тулеек лонат, содержащая станину, на которой смонтирован многонозиционный стол с равномерно расположенными по его окружности приспособлениями для крепления лопат, а также сварочные горелки с механизмами подачи присадочной проволоки и бухтами проволоки.
Для повышения производительности предлагаемая установка снабжена механизмами съема сваренных лопат, каждый из которых выполнен в виде двуплечего рычага, закрепленного на столе и подпружиненного относительно стола, при этом одно нлечо двуплечего рычага выполнено в виде вилки, охватывающей тулейку лопаты, а другое плечо оснащено роликом, взаимодействующим в рабочем положении с кулачковым профилем, жестко закрепленным на станине.
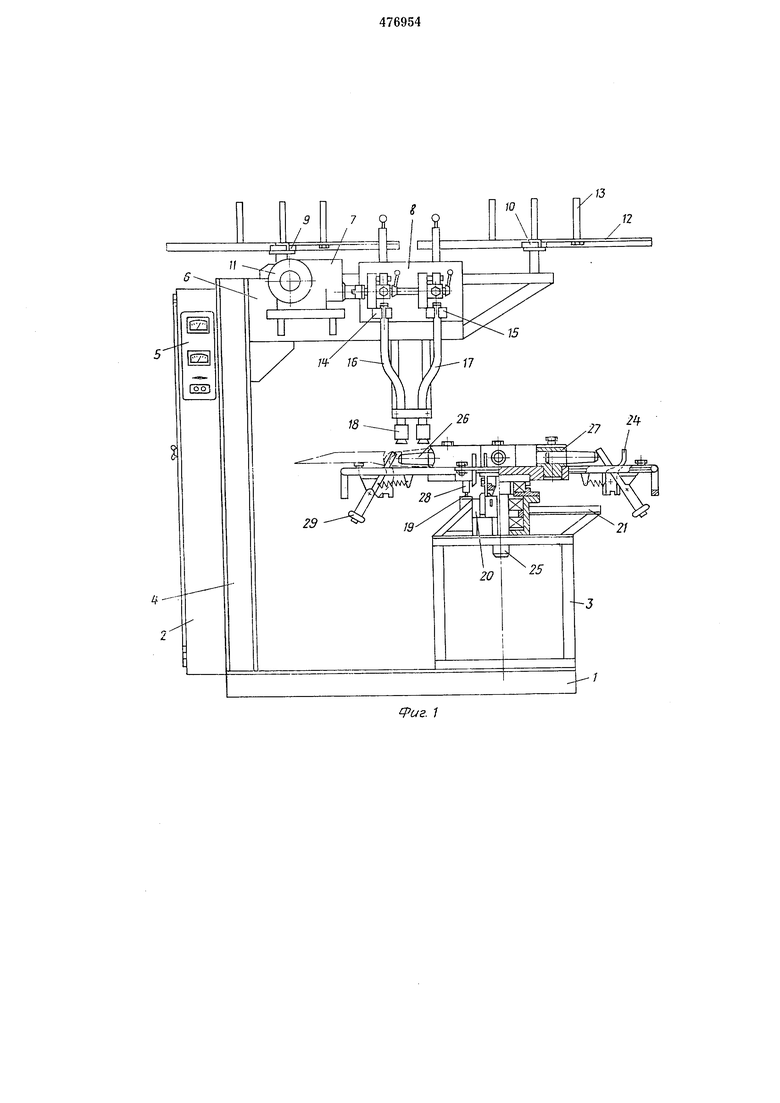
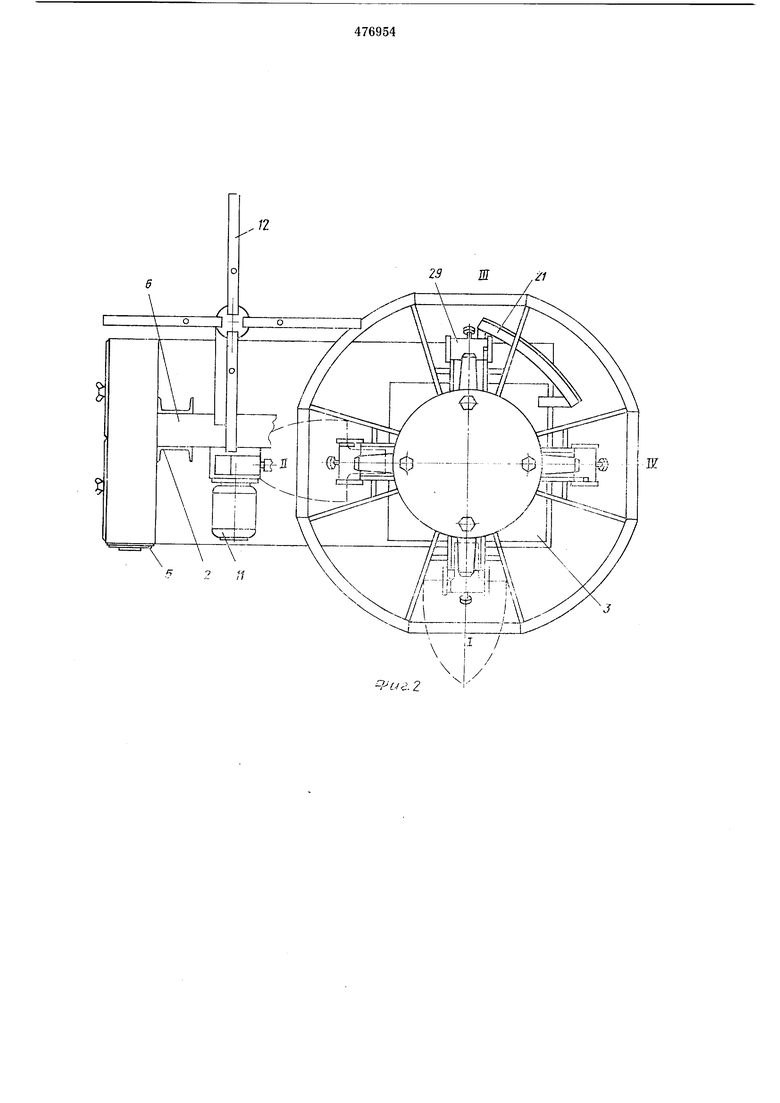
На фиг. 1 показана предлагаемая установка, вид спереди, частичный продольный разрез по оси поворотного стола; на фиг. 2 - то же, вид в плане (условно не показана часть консоли станины с правой бухтой электродной проволоки); на фиг. 3 - устройство остановки и фиксирования поворотного стола; на фиг. 4- механизм съема сваренной лопаты.
На станине 1 установлены несущая вертикальная стойка 2 и основание 3 новоротного стола. К стойке 2 прикреплен щкаф 4 управления с пультом 5 управления. На верхней части стойки 2 укреплена несущая консоль 6, на которой расположены механизм 7 подачи электродной проволоки с системой 8 подающих и прижимных роликов, а также левый 9 и правый 10 узлы крепления бухт электродной проволоки. лМеханизм подачи электродной проволоки приводится в действие электродвигателем 11 через редуктор.
Узлы установки бухт электродной проволоки представляют собой крестовины 12 с регулируемыми упорами 13. Крестовины, на которых устанавливаются бухты электродной проволоки, свободно вращаются вокруг вертикальных осей. Регулируемые упоры фиксируют бухты сварочной проволоки в необходимом положении и не позволяют проволоке запутываться.
У подающих роликов расположены токоподводящие левый 14 и правый 15 кронщтейны, в которых крепятся приемные концы токонроводящих трубчатых направляющих 16 и 17 для направления электродной проволоки в сварочные горелки 18.
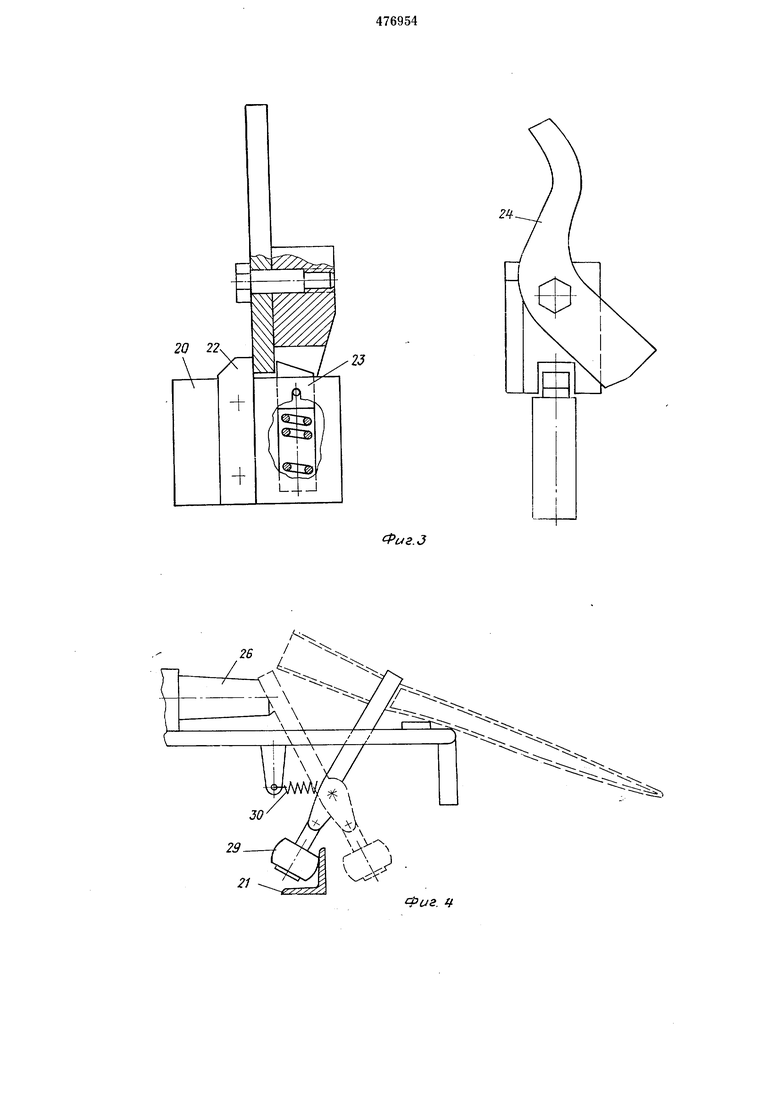
На основании 3 поворотного стола жестко укреплены концевой выключатель 19, предназначенный для включения элементов электросхемы, обойма 20 устройства остановки и фиксирования новоротного стола и кулачковый профиль 21. В обойме 20 расположены неподвижный 22 и подвижный 23 упоры, служащие для захвата кулачков 24, расположенных на поворотном столе.
К верхней части оси 25 прикреплен поворотный стол. На нем на четырех позициях через 90° но окружности расположены четыре приспособления для крепления лопат в зоне сварки и четыре механизма съема сваренных лопат.
Каждое приспособление для крепления лопаты состоит из медной сменной оправки 26, крепящейся во втулке 27, кулачка 24 и упора 28. Диаметр и форма медной оправки соответствует внутреннему диаметру и форме тулейки и лопаты.
В случае необходимости замены медной оправки отвертываются стопорные винты, и медная оправка свободно вынимается из втулки 27.
Механизм съема лопат состоит из двухплечего рычага 29, пружины 30 и неподвижного кулачкового профиля 21. Двухплечий рычаг 29 вращается вокруг горизонтальной оси. Верхнее плечо рычага выполнено в виде вилки, а нижнее - в виде оси со свободно вращающимся роликом.
Пружина 30 постоянно притягивает верхнее плечо рычага. Кулачковый профиль 21 при перемещении по нему ролика нижнего плеча рычага 29 обеспечивает движение верхнего плеча таким образом, что оно сталкивает лопату с медной оправки, расположенной на поворотном столе.
Кулачки 24, входящие в устройство для остановки и фиксирования новоротного стола, свободно вращаются на горизонтальных осях н выполнены таким образом, что широкая часть их из-за большого веса всегда находится внизу на уровне неподвижного 22 и подвижного 23 упоров. Расстояние между упорами 22 и 23 несколько больше, чем толщина кулачка 24.
Упоры 28, расположенные на поворотном столе, при попадании на концевой выключатель 19 подают команду на начало процесса сварки.
Предлагаемая установка работает следующим образом.
В позиции I надевают тулейку лопаты свариваемыми кромками вверх на медную оправку 26 одного из приспособлений. Полотно лопаты, действуя на верхнюю узкую часть кулачка 24, поворачивает его вокруг оси и выводит нижнюю его часть из жесткого зацепления, при этом поворотный стол освобождается от фиксации. Поворачивая стол на 90°, нереводят сборочный узел с лопатой с позиции I на позицию II сварки. Одновременно следующий сборочный узел поступает с позиции IV на нозицию I сборки, при этом кулачок 24 этого сборочного узла набегает на скошеную
нлоскость подвижного упора 23, проходит над ним, утапливая его в обойму 20, и упирается в неподвижный упор 22, вследствие чего поворотный стол останавливается в положении сварки. Кулачок 24 освобождает подвижный унор 23, который под действием своей пружины возвращается в исходное положение и жестко фиксирует обратный ход кулачка, и, следовательно, всего поворотного стола. Упор 28 нажимает на концевой выключатель 19, в результате чего включаются сварочные контакторы, газовый клапан и электродвигатель И, приводящий в действие механизм подачи электродпой проволоки, т. е. происходит процесс сварки тулейки лопаты.
Через заданный промежуток времени реле включает соответствующие элементы электросхемы, в результате чего прекращается нодача электродной проволоки и защитного газа, отключаются сварочные контакторы, и процесс сварки прекращается. Реле времени позволяет регулировать продолжительность сварки. Одновременно с окончанием процесса сварки устанавливают следующую лопату в сборочный узел на позиции I. При этом кулачок 24 выходит из зацепления между упорами 22 и 23 и освобождает поворотный стол от фиксации. Поворачивают поворотный стол на 90°, собранная лопата попадает на позицию II в зону сварки.
Одновременно с поворотом стола ранее сваренная лоната с нозиции II попадает на позицию III. При следующем повороте стола на 90° во время неремещеиия приспособления с ранее сваренной лопатой с позиции III на позицию IV срабатывает механизм съема лопаты. После сброса лопаты пружина 30 возвращает двуплечий рычаг 29 в исходное положение. Цикл сборки, сварки и съема лопаты повторяется после каждого поворота стола на 90°.
Предмет изобретения
Устаиовка для автоматической сварки тулеек лопат, содержащая стапину, на которой смонтирован поворотный многопозиционный стол с равномерно расположенными по его окружности приспособлениями для крепления лопат, а также сварочные горелки с механизмами подачи присадочной проволоки и бухтами проволоки, отличающаяся тем, что, с целью повышения производительности, установка снабжена механизмами съема сваренных лопат, каждый из которых выполнен в виде двунлечего рычага, закрепленного на столе и ноднружиненного относительно стола, при этом одно плечо двуплечего рычага выполпено в виде вилки, охватывающей тулейку лопаты, а другое плечо оснащено роликом, взаимодействующим в рабочем положении с кулачковым профилем, жестко закрепленным на станине.
.2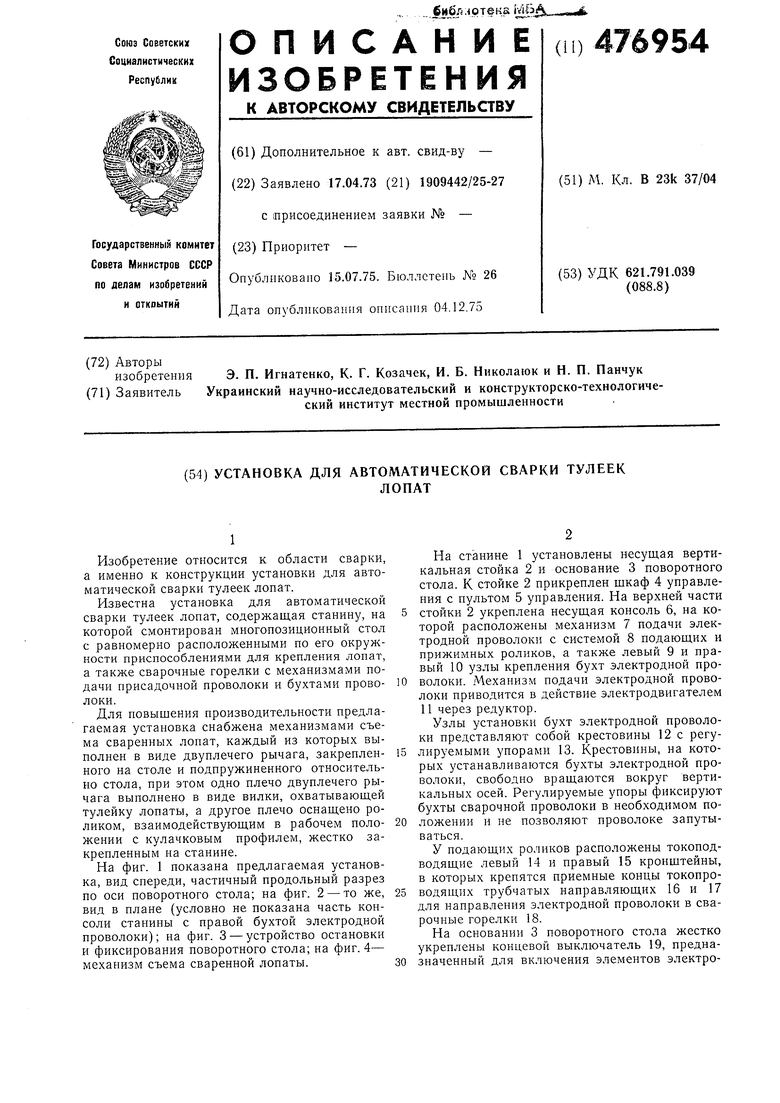
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки кронштейнов ленточных конвейеров | 1977 |
|
SU716758A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Автомат для сборки и сварки изделий | 1974 |
|
SU567569A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ДЛИННОМЕРНОГО МАТЕРИАЛАВСЕСОЮЗНАЯ11Я?|1Т§10-ТЕХНН'{?01! | 1972 |
|
SU332902A1 |
| Двухпозиционное устройство для сборки и сварки продольных швов обечаек | 1977 |
|
SU659337A1 |
| Автомат для сборки контакта с выводом реле | 1983 |
|
SU1121113A1 |
| Автоматическая линия для сварки обечаек | 1985 |
|
SU1292967A1 |
| Устройство для контактной сварки пространственных арматурных каркасов | 1961 |
|
SU145955A1 |
| УСТРОЙСТВО для СБОРКИ и СВАРКИ | 1972 |
|
SU323239A1 |
| Автомат для сварки кольцевых швов в среде защитных газов | 1974 |
|
SU519294A1 |