Изобретение относится к способу электроискровой обработки металлов при помощи устройства по авт.св. №70203.
Особенностью предлагаемого способа является осуществление подачи электрода-инструмента при помощи двух сидящих на общем ходовом винте ползунов, имевших резьбу, отличающуюся по шагу и направлению.
Это дает возможность производить обработку криволинейных поверхностей электроискровым способом без копира, для чего соотношение шага и направления резьбы задается уравнением получаемой поверхности.
В качестве электрода-инструмента применяется тонкая проволока, перематываемая в процессе обработки с одной катушки на другую. При обработке поверхности тела вращения рабочий участок проволоки помещен между блоками, если же поверхности более сложной конфигурации, то работает выступающий над одним из блоков участок проволоки, по возможности более короткий.
Обрабатываемое изделие закрепляют в патроне токарного станка, а приспособление, необходимое для выполнения электроискровой обработки, - в суппорте станка.
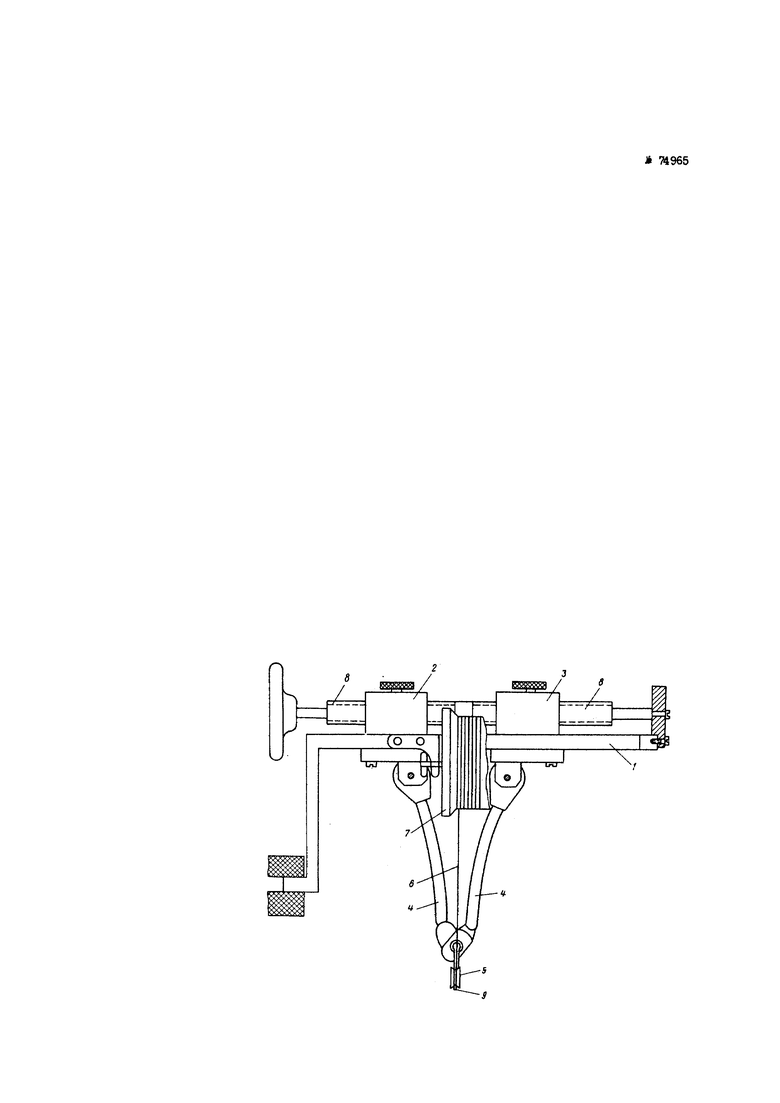
Приспособление, показанное на чертеже, состоит из металлической планки 1, снабженной продольным пазом, в прорези которого помещаются два ползуна 2 и 3. К этим ползунам шарнирно прикреплены два колена 4, сочленяющиеся между собою в нижней точке, в которой пропущена П-образная скоба. С помощью этой скобы ниже точки сочленения колен укреплены блоки 5, через которые перекинута проволока 6, являющаяся электродом-инструментом. Эта проволока перематывается, с одной катушки, расположенной по одну сторону планки, на другую такую же катушку 7.
Через ползуны пропущен ходовой винт 8, имеющий на одном участке резьбу одного модуля, а на другом участке - другого, причем на одном участке резьба может быть левая, а на другом - правая.
Для обработки криволинейной поверхности рабочей точке 9 электрода-инструмента сообщают соответствующее движение, так чтобы она описывала кривую, являющуюся образующей обрабатываемой поверхности.
Для этой цели ползуны 2 и 3 помещают вдоль плавки 1 с различной (по величине и по знаку, или только по величине) скоростью.
Устанавливая соотношение скоростей перемещения ползунов 2 и 3 согласно расчету, предписывают электроду-инструменту требуемую траекторию движения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электроэрозионный станок | 1980 |
|
SU948598A1 |
| Устройство для резания древесины проволокой | 1988 |
|
SU1604615A1 |
| Устройство для электроискрового легирования | 1982 |
|
SU1060386A2 |
| СТАНОК ДЛЯ ЭЛЕКТРОИСКРОВОГО ВЫРЕЗАНИЯОТВЕРСТИЙ | 1971 |
|
SU430980A1 |
| Устройство для укладки проволоки | 1984 |
|
SU1146117A2 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ И НАПЛАВКИ ДИСКООБРАЗНЫХ И ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ С ОПОРНЫМИ ОСЯМИ | 1998 |
|
RU2162775C2 |
| УСТРОЙСТВО ДЛЯ РАСКРОЯ МАТЕРИАЛА | 1991 |
|
RU2015231C1 |
| Способ изготовления электродов и устройство для его осуществления | 1991 |
|
SU1801076A3 |
| Многошпиндельное размоточное устройство | 1980 |
|
SU994073A1 |
| Способ электроэрозионного разрезания токопроводящих материалов | 1977 |
|
SU695795A2 |
Способ электроискровой обработки металлов при помощи устройства по авт.св. №70203, отличающийся тем, что, с целью осуществления обработки криволинейных поверхностей электроискровым способом без копира, подача рабочего электрода-инструмента (проволоки) осуществляется с помощью двух ползунов, имеющих разную резьбу по шагу и направлению и сидящих на общем ходовом винте с двумя соответственно разными участками резьбы.
