(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНБ1Х
1
Изобретение относится к устройствам для изготовления арматурных каркасов железобетонных труб.
Известно устройство для изготовления арматурных каркасов, содержащее планшайбу с барабаном, на переднем конце которого установлен бандаж с продольными канавками на поверхности, расположенными соосно с отверстиями в планншйбе, а также смонтированный на раме еуппорт и устройство для укладки арматуры 1.
Известно также устройство для изготовления арматурных каркасов, содержащее смонтированную на приводной каретке вращающуюся планщайбу и устройство для подачи арматуры, при этом каретка и планщайба снабжены направляющими роликами 2.
Недостатком этих устройств является необходи.мость переключения приводных механизмов для изменения направления навивки арматуры.
Наиболее близким к изобретению является устройство для изготовления арматурных каркасов, содержащее станину, механизм навивки арматуры, раскладочный барабан с пересекающейся винтовой направКАРКАСОб
ляющеи и каретку с ползуном, взаимодействующим с винтовой направляющей 3.
В таком устройстве механизм, осуществляющий перевод приспособлений, замыкающих поочередно винтовые направляю5 :ние, имеет сложную конструкцию. Кроме того, в этом устройстве из-за неровностей сопряжения винтовых направляющих и переводных приспособлений снижается надежность устройства в работе.
Цель изобретения - упростить конструк10цию устройства и повысить надежность его в работе.
Для этого в устройстве для изготовления арматурных каркасов, содержащем станину, механизм навивки арматуры, раскладочный барабан с пересекающейся замкнутой винтовой направляющей и каретку с ползуном, взаимодействующим с винтовой направляющей, каретка снабжена прижимными салазками, а винтовая направляющая - подпружиненными звеньями с роликами, взаимодействующими с прижимными салазками, при этом подпружиненные звенья смонтированы в местах пересечения ветвей винтовой направляющей.
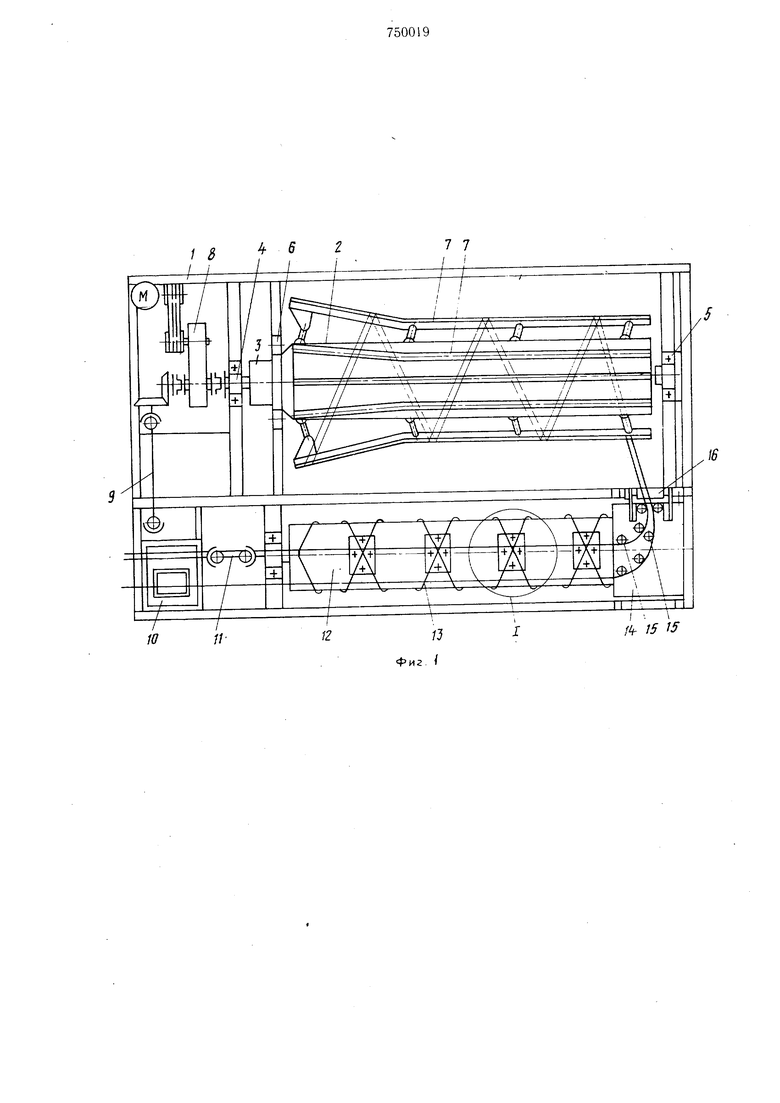
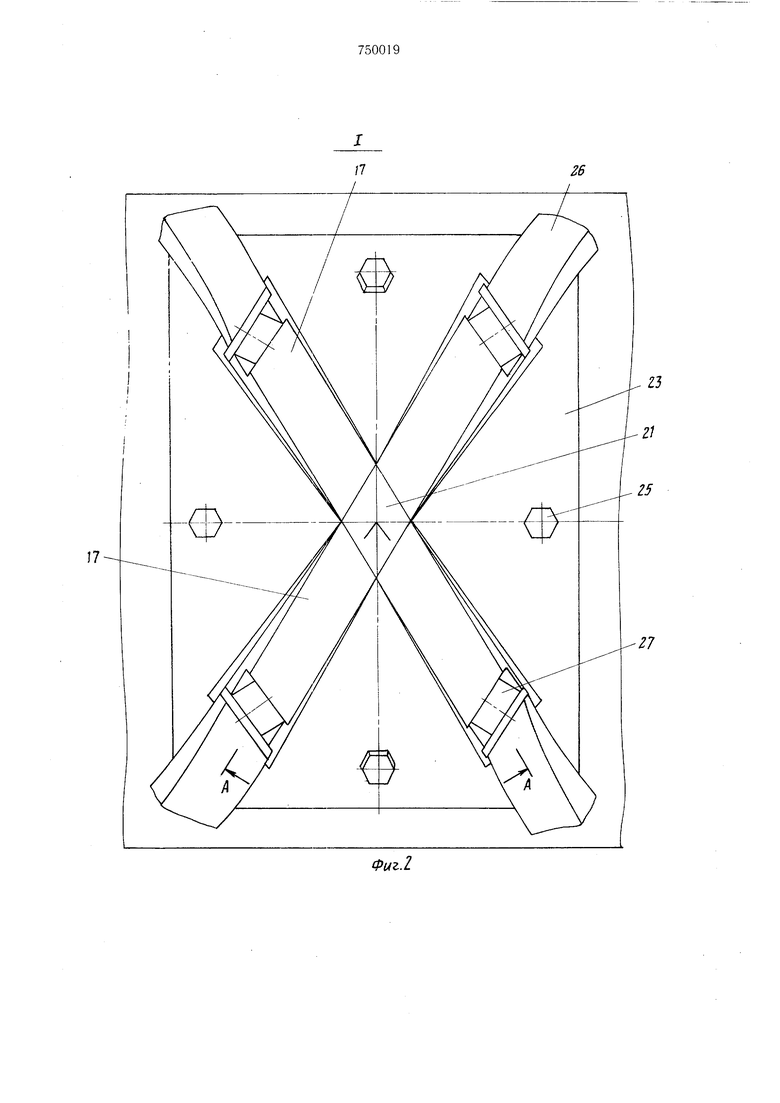
На фиг. 1 показано предлагаемое устройство, общий вид; на фиг. 2 дан узел I на фиг. 1; на фиг. 3 - разрез А-А на фиг. 2.
На станине 1 устройства смонтирован механизм навивки арматуры, состоящий из ротора 2 со щпинделем 3. Ротор 2 вращается в передней 4 и задней 5 опорах и поддерживается опорными роликами 6. Ротор снабжен направляющими рейками 7, на которые предварительно укладываются разделительные полосы каркаса, а затем навивается арматурная проволока в одну или несколько ниток одновременно. Шпиндель 3 соединен с приводом 8, с которым также через карданный вал 9, коробку перемены передач 10 и карданный вал 11 соединен раскладочный барабан 12. На поверхности раскладочного барабана 12 смонтирована замкнутая винтовая направляющая 13, с которой в непрерывном взаимодействии находится ползун (не показан), смонтированный на раскладочной каретке 14 так, что при вращении раскладочного барабана 12 раскладочная каретка 14 соверщает возвратно-поступательное движение. В результате обеспечивается раскладка на направляющих рейках 7 ротора 2 арматурной проволоки, поступающей из бобины (не показана) и проходящей через направляющие ролики 15 и механизм подачи проволоки на ротор 16, смонтированные на раскладочной каретке.
Подвижные звенья 17 винтовой направляющей 13, поддерживаемые опорами 18, направляющие стержни 19, возвратные пружины 20 подвижных звеньев винтовой направляющей, неподвижное звено 21 винтовой направляющей, опорная стойка 22 неподвижного звена винтовой направляющей вместе с верхней 23 и нижней 24 крыщками образуют блок пересечения ветвей винтовой направляющей, собираемый отдельно и монтируемый на раскладочном барабане с помощью болтов 25. Съемные звенья 26 -ВИНТОВОЙ направляющей монтируют после крепления блока к раскладочному барабану 12.
Подвижные звенья 17 выполнены с роликами 27, взаимодействующими с прижимными салазками 28, смонтированными на раскладочной каретке 14.
Устройство работает следующим образом.
При включении привода 8 приходят во вращательное движение ротор 2 и раскладочный барабан 12. При этом вращение от привода 8 передается одновременно на ротор 2 через шпиндель 3 и на раскладочный барабан 12 через карданный вал 9, коробку перемены передач 10 и карданный вал 11. При подходе раскладочной каретки 14 к
пересечению ветвей винтовой направляющей 13 смонтированные на раскладочной каретке 14 прижимнь е салазки 28 взаимодействуют с роликами 27 подвижных звеньев винтовой направляющей, в результате чего
подвижные звенья 17 винтовой направляющей утапливаются внутрь раскладочного барабана 12. Таким образом по обе стороны от неподвижного звена 21 винтовой направляющей, поддерживаемого опорной стойкой 22, образуются проходы для роликов пол0 зуна раскладочной каретки 14.
После прохождения раскладочной кареткой 14 пересечения ветвей винтовой направляющей 13 ролики 27 освобождаются от давления со стороны прижимных салазок 28
и подвижные звенья 17 винтовой направляющей под действием возвратных пружин 20, насаженных на направляющие стержни 19, возвращаются в исходное положение. При движении раскладочной каретки 14 в обратном направлении вторая пара прижимных
0 салазок 28 надавливает на ролики 27 двух других подвижных звеньев винтовой направляющей, что обеспечивает прохождение раскладочной каретки 14 в обратном направлении.
По окончании навивки каркаса концы арматурной проволоки закрепляют на каркас, опору 5 отводят в сторону, направляющие рейки 7 перемещают в направлении к оси ротора и производят съем каркаса с ротора, например, с помощью траверсы.
Формула изобретения
Устройство для изготовления ар.матурных каркасов, содержап-1,ее станину, механизм
навивки арматуры, раскладочный барабан с пересекающейся замкнутой винтовой направляющей и каретку с ползуном, взаимодействующим с винтовой направляющей, отличающееся тем, что, с целью упрощения его
конструкции и повыщения надежности в работе, каретка снабжена прижимными салазками, а винтовая направляющая - подпружиненными звеньями с роликами, взаимодействующими с прижимными салазками, при этом подпружиненные звенья смонтированы в местах пересечения ветвей винтовой направляющей.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 137658, кл. Е 04 G 21/12, 1956.
2.Авторское свидетельство СССР № 302460, кл. Е 04 G 21/12, 1969.
3.Авторское свидетельство СССР № 541673, кл. В 28 В 23/02, 1973. /415 J5
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления арматурных каркасов | 1973 |
|
SU541673A1 |
| Станок для изготовления арматурных каркасов железобетонных труб | 1990 |
|
SU1791597A1 |
| Установка для контактной точечной сварки пространственных арматурных каркасов | 1976 |
|
SU617135A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ АРМАТУРНЫХ КАРКАСОВ, СОСТОЯЩИХ ИЗ ОБМОТАННЫХ ПРОВОЛОКОЙБРУСЬЕВ | 1970 |
|
SU269912A1 |
| УСТРОЙСТВО для СВАРКИ ОБЪЕМНЫХ АРМАТУРНЫХКАРКАСОВ | 1971 |
|
SU319426A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 2018 |
|
RU2678219C1 |
| Устройство для навивки арматуры | 1977 |
|
SU737602A1 |
| Загрузочное устройство | 1976 |
|
SU659333A1 |
| Разделительная полоса для арматурных каркасов железобетонных труб | 1973 |
|
SU488715A1 |
| Станок для изготовления арматурных каркасов и железобетонных труб | 1976 |
|
SU613060A1 |