Изобретение касается машин для сварки объемных арматурных каркасов железобетонных труб, стоек и других аналогичных конструкций, изготовление которых производится нуте.м непрерывной навивки спиральной арматуры и сварки е,е в местах пересечений с продольной арматурой, и может быть использовано в арматурных цехах заводов железобетонных изделий.
Изв1естны устройства для ориентации и подачи стержней продольной арматуры при изготовлении каркасов, включающие станину с вращающимися планшайбами, магазин с продольными стержнями и толкатели 1.
Однако это устройство не обеспечивает зарядку и изготовление каркасов разных по диаметру без переналадки устройства илл замены.
У каркасов с числом продольных стержней более 20 и длиной до 18 м может быть более 30 сваренных стыков продольной арматуры, грат которых (местное рваное увеличение диаметра сращиваемых стержней) не дает возможность продольному их перемещению по пазам планщайб при подаче их в машппу.
Известно устройство загрузочное, содержащее магазин с продольными стержнями, стойку со звездочками, охваченными бесконечным гиоким элементом, и механизмом натяжения гибкого элемента 2.
Однако это устройство не позволяет полностью загруз41ть барабан сварочной машины продольной арматурой, так как выше плоскости, проходящей через ось барабана, и носледннми звездочками, о,хватываемым1 бесконечным гибким элементом арматура нод действием собственной массы выпадет из предназначенных для нее гнезд в съемном барабане.
Цель нзобретения - обеспечение за:|).;кн различных по диаметру барабанов с возможностью надежного охвата барабанов со стержнями гибким элементом на угол более 300
Это достигается тем, что предлагаемое устройство снабжено поворотными щарнирно-закрепленными на стойке рычагами с противовесами и установл1енными на свободных концах рычагов звездочками с дисковыми тормозами, охватываемыми бесконечным гибким элементом, при этом в cToiiке выполнены параллельные пазы, а механизм натяжения гибкого элемента выполнс ; в виде установленных в пазах с возможностью перемещения подпружиненных звездочек, охватываемых бесконечным гибким элементом.
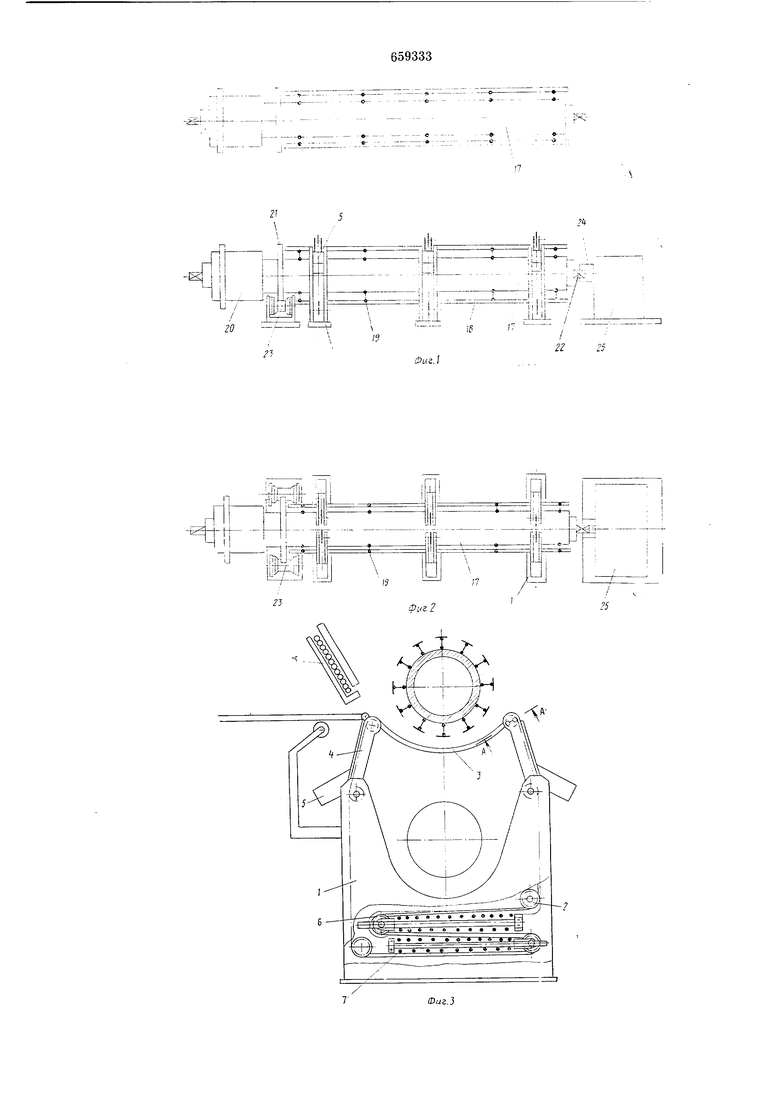
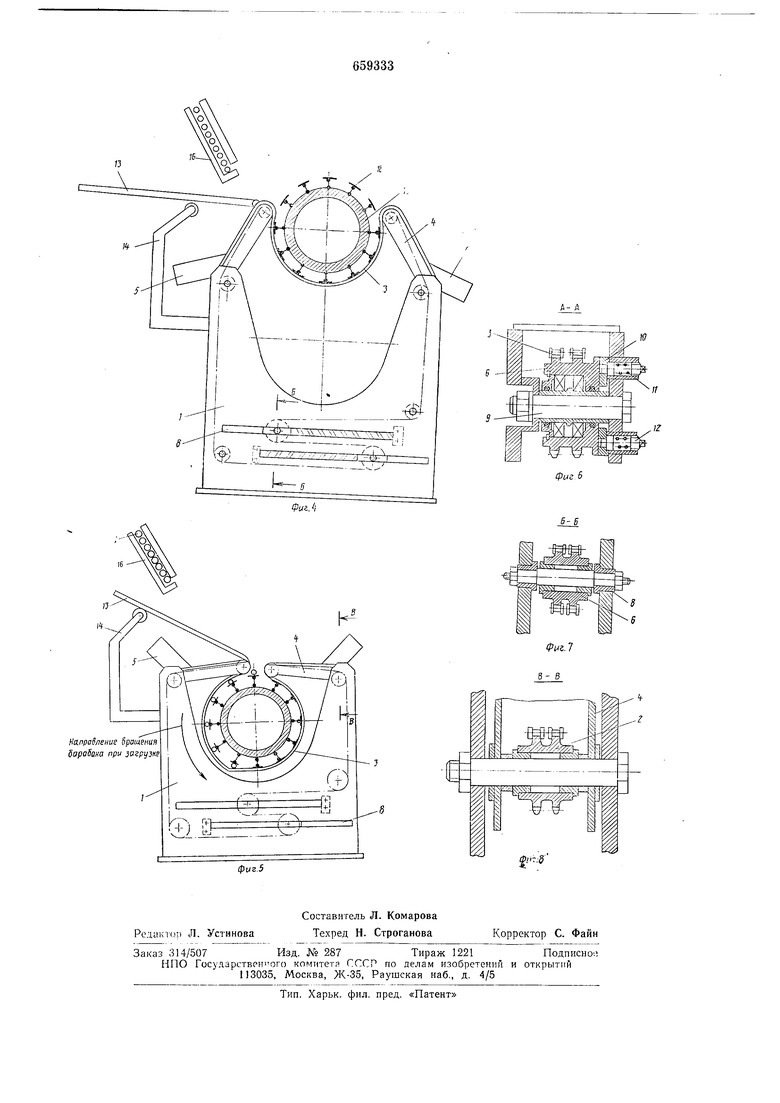
На фиг. 1 показано устройство загрузочное для укладки продольных стержней Kajiхасов в барабан сварочной машины, общий на фиг. 2 - то же, вид сверху; на ф.яг. 3 - устройство загрузочное перед установкой в него барабана; на фиг. 4 - начало установки барабана в устройство загрузочiioc; на фмг. 5 - барабан, сгановленны | на устройство с частично вложенной в не: о продольной арматурой; на фиг. 6 - сечение А-/1 на фиг. 3; на фиг. 7 - сечение Б-Б на фнг. 4; на фиг. 8 - сечение В-Б на фггр. 5.
Устройство загрузочное состоит из стоек /, звездочек (роликов) 2, бесконечного ибкого 3, новоротных рычагов 4 с противовесом 5, звездочек 6, перемещаемых пружинами 7 ио пазам 8 стойки /.
Поворотиые рычаги 4 удерживаются на стойке / с гюмон1,ью пальца 9, а к торцам ;:всздочек 6 поджаты дисковые тормоза 10 иружина.ми //, усилие которых регулпруе ся болтами 12. К концам поворотных рыча;;ов 4 крепятся направляющие 13, опирающиеся вторым концом на роликовую опору 14, продольные стержни 15 удерживаются перцд загрузкой в магазине 16.
Барабан 17 (на фиг. 1 штрихпунктирная лйиия) включает ложементы 18, которые закреплены на барабане с помощью шарни|)0в 19, противовес 20, опорный диск 2/, квадратный вал 22. Барабан удерживаете:.; при загрузке на катках 23 ,и шпинделе 2приводной опоры 25.
Устройство загрузочное работает следующим образом.
Барабан 17 с раздвинутыми до необходимого размера ложементами 18 для продольных стержней грузоподъемным устройством транспортируется к MiecTy загрузки, затем укладывается оиорным диском 21 на катки 23, а квадратным валом 22 в шииндель 24 нриводной опоры 25.
Бесконечный гибкий элемент 3 верхней нетлеобразующей ветвью охватывает барабан с ложементами 18 с усилием, пропорционально сжатию пружин 7. Звездочки 6, охватываемые бесконечным гибким элементом, перемещаются по пазам В стоек 1.
Включением привода опоры 25 производится поворот барабана 17, который опирается одиим концом на катки 23, а другим - на шшиндель 24. Бесконечный гибкий элемент 3 охватывает барабан /7 по его .южементам 18, оставаясь неподвижным относительно ложементов барабана.
Барабан 17 совершает поворот на угол
360°
с остановами (п - число продольных
стержней в барабане). Во время останова продольные стержни 15 из магазинов /о последовательно ио одному проваливаются на направляющие 13 и, перемещаясь, попадают в седла ложементов 18 барабана /7.
Со следуюи им поворотом барабана fsa
360
угол --очередной стержень 15 ио направляющим 13 скатывается в седло ложементов 18, а предыдущий попадает под бес сонечный гибкий элемент 3 и с усилием прижимается к барабану и фиксируется в седле ложементов 18, совместно с барабаном соверщая дальнейщие угловые перемещения.
Загрузив необходимое количество продольиых стержией в барабан последний обвязывается в нескольких местах сиециальными инвентарными ремнями, которыми удерживается уложенная в седле ложемента барабана арматура при трапспортпровке его с поста загрузки на пост сварки.
Количество стоек / в устройстве загрузочном может быть любым в зависимости от длины изготавливаемого каркаса и диаметра иродольньгх стержней арматуры.
Устанавливаются стойки / в устройстве загрузочном вдоль барабана так, чтобы и оси были соосны с продольной осью барабана.
Устройство загрузочное позволит полуавтоматически загружать в съемный барабан сварочной машины продольные стержни каркаса и механизировать трудоемки процесс в арматурных HexaiX заводов железобетонны:х изделий.
Форм У л а изобретения
Загрузочное устройство, нреимуществепио для укладки продольных стержней каркаса в барабан сварочной машины, содержащее магазин с продольными стержнями, стойку со звездочками, охваченными бесконечным гибким элементом, и механизмом натяжения гибкого элемента, отличающееся тем, что, с целью обеснечения загрузки различных по диаметру барабанов с возможностью надежного охвата барабанов со стержнями гибким элементом на угол более 300°, устройство снабжено поворотными шарнирно-закрепленными на стойке рычагами с противовесами и установленными на свободных концах рычагов звездочками с дисковыми тормозами, охватываемыми бесконечным либким элементом, при этом в стойке выполнены параллельные пазы, а механизм натяжения гибкого элемента выполнен в виде устаиовленны:-: в с возможностью иеремещения подпружиненных звездочек, о,хватываемых бесконечным гибким элементом.
Источники информации, принятые во внимание при экспертизе:
1 Авторское свидетельство ЛЬ 475242. кл. В 23 К 11/10, 1973.
2. Корсаков В. С. «Основы конструирования приспособлений, «Мащпностроение. М., 1965, с. 212-213.
21
р.
%а,
ifflf
l;i:l
--7Ц.
.
.r
f
i&US.J
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки пространственных арматурных каркасов | 1983 |
|
SU1109289A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КАРКАСОВ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1972 |
|
SU325328A1 |
| Станок для изготовления пространственныхАРМАТуРНыХ KAPKACOB | 1979 |
|
SU797829A1 |
| Устройство для сварки пространственных арматурных каркасов | 1983 |
|
SU1101337A1 |
| Стенд для изготовления арматурного каркаса для бетонных труб | 1980 |
|
SU981546A1 |
| Устройство для формирования пакета круглых лесоматериалов | 1980 |
|
SU977333A1 |
| Транспортное средство | 1986 |
|
SU1418120A1 |
| Устройство для изготовления арматурного каркаса | 1989 |
|
SU1654499A2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНОЙ ТРУБЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2319886C2 |
| Установка для изготовления арматурныхКАРКАСОВ | 1979 |
|
SU800324A1 |
- Hlill
-ft- -hrfr
/J
iJwaJ
Я
Фиг.З
