Изобретение отн,осится к обработке металлов давлением, в частности к профиле- гибочным станам, и может быть использовано при формовке деталей из полосы или ленты в любой из отраслей промышленности.
Целью изобретения является повышение надежности работы клети, упрошение конструкции и расширение технологических возможностей.
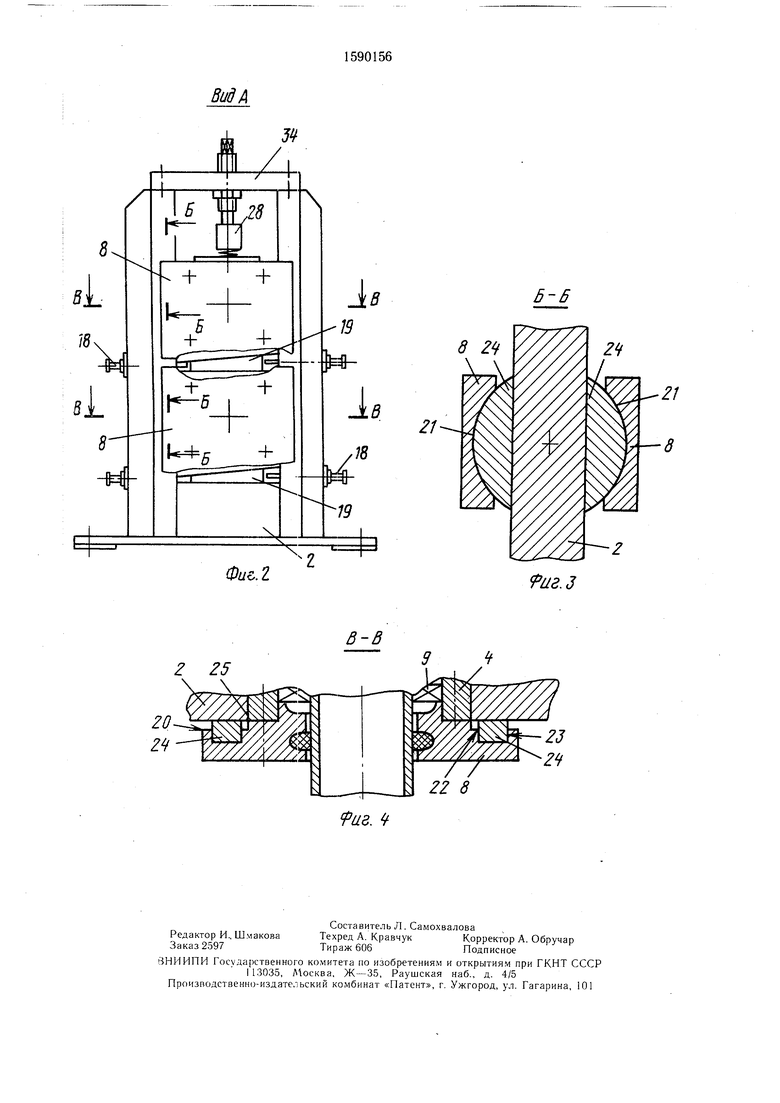
На фиг. 1 изображена клеть формовочного стана, обш,ий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2; на фиг. 4 - сечение В-В на фиг. 2.
Клеть формовочного стана содержит станину 1, в стойках 2 и 3 которой установлены корпуса 4 и 5 с рабочими валками 6 и 7.
Каждый корпус 4,5 содержит поджатые торцевыми крышками 8 подшипники 9, смонтированные в стойке 2 на стакане 10
узла 11 аксиального смещения профильных элементов 12 и 13.
Один из буртиков 14 стакана 10 подвижно соединен с резьбовой втулкой 15, установленной на резьбовом конце 16 рабочих валков 6 и 7 и законтренной гайкой 17. Под каждым корпусом 4,5 рабочих валков 6 и 7 установлены перпендикулярно осям вращения рабочих валков 6 и 7 и зафиксированы установочными винтами 18 клинья 19. При невозможности расположения клиньев 19 между корпусами 4 и 5 под или над подшипниками из-за снижения их диаметров, если это приводит к снижению надежности их работы, клинья 19 могут быть размещены между местами корпусов 4 и 5. вынесенными в сторону (не показано), при этом К41инья 19 размещаются также перпендикулярно осям вращения рабочих валков 6 и 7,
СД
СО
СП
О5
Сопрягаемые клиновые поверхности корпусов 4,5 и клиньев 19 выполнены в виде срезанного под углом к образующей цилиндра, т.е. в месте контакта имеют цилиндрические поверхности, при этом notiepXHOCTb корпусов 4 и 5, контактирующая с клином, может быть выполнена в виде двух симметричных плоскостей, размещенных под углом к другой и обеспечивающих охватывание поверхности клиньев 19 с образованием в месте контакта двух линий, параллельных образующей цилиндра срезанного под углом клина 19, однако контакт по линиям предъявляет особые требования к контактирующ,им поверхностям.
Торцовые крышки 8 на боковых флан- цах 20 со стороны стоек 2 и 3 содержат сегментные выточки 21 с двумя торцевыми поверхностями 22 и 23, расположенными параллельно направлению перемещения корпусов 4 и 5 в стойках 2 и 3 и сопряжен- ными с ними посредством сегментов 24, а с корпусами 4 и 5 - посредством прокладок 25.
Рабочие валки 6 и 7 зафиксированы в осевом направлении гайками 26. Профильные элементы 12 и 13 сопряжены с рабочими валками 6 и 7 посредством шпонок 27 и соединены с одной стороны со стаканами 10.
Над рабочими валками 6 и 7 EI стойках 2 и 3 смонтированы нажимные механизмы 28, содержащие шпильки 29 с гайками 30, толкатели 31 и упругие элементы 32 в виде тарельчатых пружин, установленных в центрирующей втулке 33.
Шпильки 29 смонтированы в траверсах 34, которые закреплены на стойках 2 и 3.
Клеть профилегибочного стана работает следующим образом.
Воздействуя на соответствующие установочные винты 18 и перемещая клинья 19 на стойках 2 и 3 станины 1 клети, обеспечивают радиальную регулировку нижних рабочих валков 7 (регулировка нижних рабочих валков 7 позволяет расширить технологические возможности клети, не требует точной обработки поверхностей, на которые устанавливаются клети, тем самым снижает трудоемкость изготов- ления профилегибочных станов, контроль выставления обеспечивается известными способами). Причем при вертикальном смещении любого из концов рабочего валка 6,7 корпуса 4 и 5 с торцевыми крышками 8 и подшипниками 9 проворачиваются за счет обкатывания сегментными выточками 21 поверхностей сегментов 24, при этом сегменты 24 защищены от выпадания из сегментных выточек 21 двумя торцевыми поверхностями 22 и 23 (что не требует их дополнительной фиксации и выполнения элементов для этого), и корпусов 4 и 5, сопрягаемых цилиндрическими поверхностями с клиньями 19, обеспечивая параллельность осей вращения подщипников 9 и рабочих валков 6 и 7.
После установки и настройки нижнего рабочего валка 7 клиньями 19, размещенными под корпусами 4 или 5, обеспечивается установка верхнего рабочего валка 6 с профильным элементом 2 (аналогично описанному), при этом между клином 19 и винтом 18, в сторону которого необходимо перемещение клина 19, обеспечивается необходимый зазор. После регулировки винты
18вводят до соприкосновения с клиньями
19и стопорят.
Осевое смещение и установка профильных элементов 12 или 13 обеспечиваются узлами 11 (аксиального смещения, при этом расконтрив гайку 17 и удерживая резьбовой конец 16 рабочих валков 6 или 7, проворачивают резьбовую втулку 15, которая воздействует На бурт 14 стакана 10 и на соединенный с ним профильный элемент 12 или 13, который, в свою очередь, перемещается по шпонке 27 рабочего валка 6 или 7. После выставления профильных элементов 12 и 13 узлами 11 аксиального смещения резьбовую втулку 15 стопорят гайкой 17.
Необходимое усилие между элементами 12 и 13 обеспечивается нажимным механизмом 28 при воздействии на щпильку 29 с расконтренной гайкой 30, которая перемещает центрирующую втулку 33, сжимает упругие элементы 32 в виде тарельчатых пружин, которые воздействуют на толкатели 31, передающие созданное усилие на верхние корпуса 4 и 5 рабочего валка 6. При профилировании деталей нажимные механизмы 28 обеспечивают также работоспособность клети профилегибочного стана при колеблющейся толщине полосы или при попадании чего-либо в зону профилирования, что увеличивает долговечность валков и клети профилегибочного стана в целом.
Таким образом, использование изобретения позволит увеличить надежность клети профилегибочного стана путем ее упрощения и компактности, расширить технологические возможности путем увеличения величины радиальной регулировки рабочих валков клети, увеличить срок службы подшипниковых узлов без выполнения дополнительных элементов, предохраняющих сегменты от выпадания, и без дополнительных узлов крепления самих сегментов. Выполнение клиньев в виде срезанных под углом к образующей цилиндров, самотормозящимися обеспечит бесступенчатую регулировку рабочих валков с профильными элементами при любых усилиях профилегибочного формообразования.
Формула изобретения
Клеть формовочного стана, содержащая станину с установленными в ее стойках горизонтальными рабочими валками с
подушками, устройства для регулировки зазора между рабочими валками в виде клина, установленного с возможностью взаимодействия с опорными клиновыми поверхностями, и нажимные механизмы, отличающаяся тем, что, с целью расширения технологических возможностей путем увеличения радиальной регулировки валков и повышения срока службы подшипниковых узлов, опорные клиновые поверхности выполнены на подушках, клинья расположены под каждой подушкой в плоскости.
перпендикулярной осям вращения валков, контактируюш.ие между собой клиновые поверхности подушек и клиньев выполнены цилиндрическими, а каждый клин размешен с возможностью самоустановки в цилиндрической поверхности соответствующей подушки, при этом подушки снабжены торцовыми крышками, выполненными на их боковых фланцах с сегментными выемками с двумя торцовыми поверхностями и сегментами, установленными в упомянутых выемках с возможностью самоустановки.

| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНАЯ КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 1998 |
|
RU2151660C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2118921C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| Рабочая клеть профилегибочного стана | 1978 |
|
SU751465A1 |
| Предварительно напряженная прокатная клеть с двумя многовалковыми калибрами | 1982 |
|
SU1135505A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1997 |
|
RU2136422C1 |
| ПРОКАТНАЯ КЛЕТЬ | 2000 |
|
RU2171725C1 |
| Рабочая клеть прокатного стана | 1987 |
|
SU1433511A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |
| РАБОЧАЯ КЛЕТЬ ДУО ПРОФИЛЕГИБОЧНОГО СТАНА | 2000 |
|
RU2187397C2 |

Изобретение относится к обработке металлов давлением, в частности к профилегибочным станам, и может быть использовано при формовке деталей из полосы или ленты в любой из отраслей промышленности. Цель изобретения - повышение надежности работы клети, упрощение конструкции и расширение технологических возможностей. Клеть профилегибочного стана содержит станину, в стойках которой установлены корпуса с рабочими валками с подушками в виде корпусов. Под подушками верхних и нижних валков установлены клинья, расположенные перпендикулярно осям вращения валков. Контактирующие поверхности подушек и клиньев выполнены цилиндрическими. Клин выполнен с возможностью самоустановки в цилиндрической поверхности подушки. Подушки снабжены торцовыми крышками, содержащими сегментные выемки с двумя торцовыми поверхностями, расположенными параллельно направлению перемещения подушек в стойках. Сегменты расположены в сегментных выемках с возможностью самоустановки. 4 ил.
Фиг. 1
Фи&.г
Z Z5
в-в
8 Zff
Риг.З
| Клеть трубоформовочного стана | 1976 |
|
SU623606A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
