зан центральный узел гофрнрованпя в исходном и рабочем положениях, общий вид; на
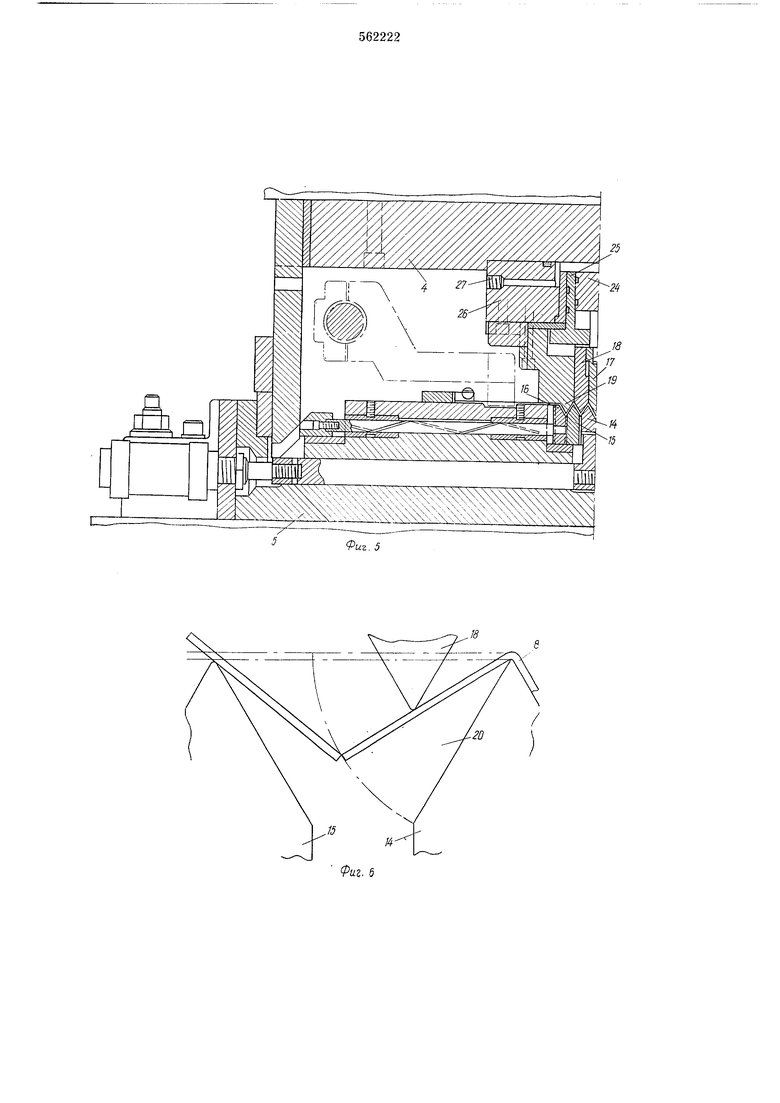
фиг. 6 - схема изгиба и предварительного сближения заготовки; на фиг. 7, 8 - средний гофрирующий узел в походном п рабочем положениях; на фиг. 9 и 10 - крайний гофрирующий узел также в исходном и рабочем положениях.
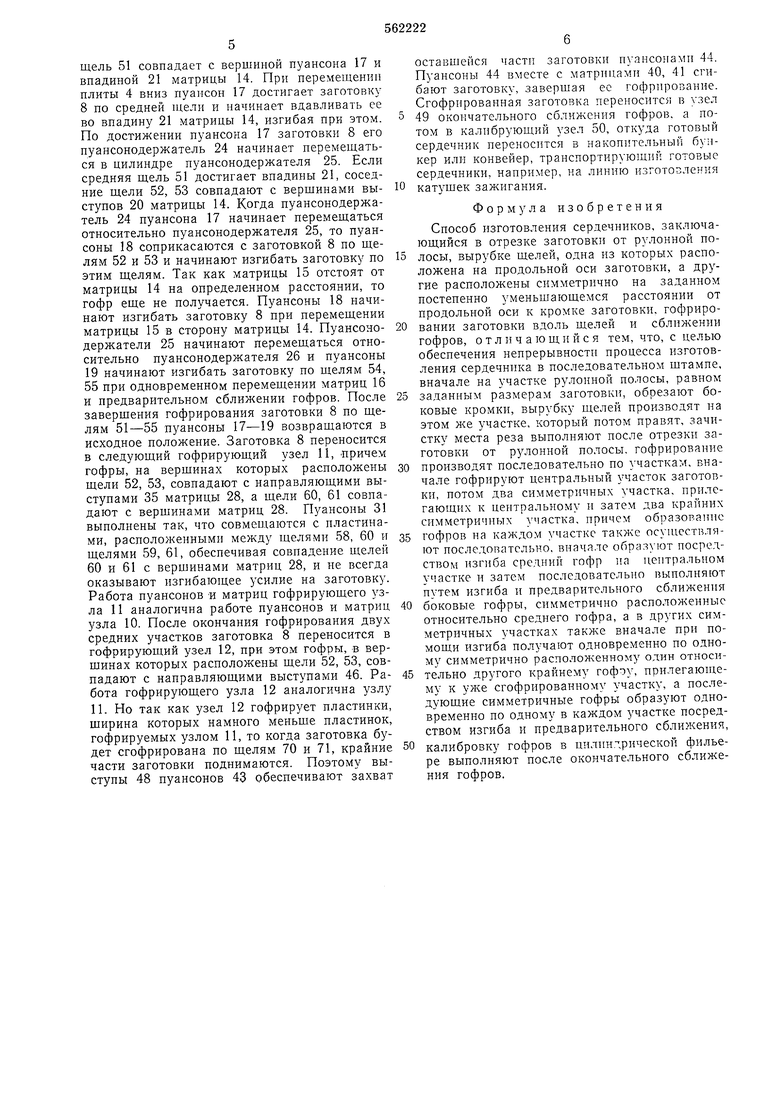
Последовательный щтамп содержит целый ряд последовательно расположенных инструментов для обрезки кромок, пробивки щелей, правки, отрезки заготовки и зачистки места отрезки, гофрирования заготовки, сближения гофров и калибровки. Ножи 1 для обрезки кромок рулонной полосы 2 расположены с двух сторон относительно продольной оси щтампа на заданном расстоянии друг от друга. Длина ножей 1 равна длине заготовки для получения сердечника. Пуансоны 3 для -вырубки щелей на участке рулонной полосы имеют прямоугольное поперечное сечение, и один из них расположен па продольной оси щтампа (рулонной полосы), а другие расположены симметрично па заданном постепенно уменьшающ,емся расстоянии от продольпой оси щтампа к его краю. Ширина пуансонов также уменьщается от продольной оси щтампа к его краю. Пуансоны 3 установлены на подвижной верхней плите 4 и взаимодействуют с матрицами, закрепленными на нижней плите 5. Правильные плиты 6 установлены на плитах 4 и 5 и имеют длину, равную длине участка рулонной полосы, на которой обрезана кромка, и щирину, превыщающую щирину этого участка. Гильотинные ножницы 7 для отрезки заготовки 8 от рулонной полосы 2 содержат подвижный и неподвижный ножи, закрепленные соответственно на плитах 4 и 5. Отрезанная заготовка 8 (фиг. 3) падает на неподвижную плиту 5 и переносится подающим механизмом 9 в гофрирующие узлы 10-12. На подающем механизме 9 установлен узел зачистки 13 заготовки. Гофрирующий узел 10 (фиг. 4, 5) образует гофры на центральном участке заготовки и выполнен в виде пяти матриц 14-16 и пяти пуансонов 17-19, длина которых больще длины заготовки. Матрица 14 жестко закреплена на нижней плите 5 и выполнена с двумя выступами 20 треугольной формы и одной впадиной 21 (на фиг. 4, 5 показана половина гофрирующего узла). Матрицы выполнены с возможностью горизонтального перемещения относительно неподвижной матрицы 14. Матрицы 15 треугольной формы, а матрицы 16 имеют одну скощенную формующую поверхность 22, а другую - плоскую 23. Пуансонодержатели 24-26 состоят из трех секций, причем две из них 25, 26 несут каждая по два пуансона 18, 19. Третья секция 26 неподвижно закреплена на верхней плите 4 и образует цилндр, в котором перемещается пуансонодержатель 25, также образующий цилиндр для перемещения в нем пуансонодержателя 24. Перемещение пуансонов
осуществляется сжатым воздухом, подводимым по каналу 27. В исходном положении пуансоны 17-19 расположены ступенчато. Гофрирующий узел 11 выполнен аналогично узлу
10 и содержит щесть матриц 28-30 и щесть пуансонов 31-33. Матрица 28 |пепо}движно закреплена на плите 5 и, кроме двух формующих выступов 34 треугольной формы, имеет два направляющих выступа 35, являющихся
продолжением выступов 20 матрицы 14. Матрицы 29, 30 выполнены аналогично матрицам 15, 16. Пуансонодержатели 36-38 выполнены аналогично пуансонодержателям 24-26. Пуансонодержатель 36 несет два пуансона 31
треугольной формы. Гофрирующий узел 12 выполнен аналогично узлу 11 и содержит щесть матриц 39-41 и щесть пуансонов 42-44. Матрица 39 также, кроме двух формующих выступов 45, несет два направляющих выступа 46, являющихся продолжением выступов 35. Матрицы 40 и 41 выполнены аналогично матрицам 15, 16 и 29, 30. Пуапсоны 42-44 выполнены аналогично нуансонам 31-33. Но пуансоны 43, кроме формующих
выступов 47, имеют еще дополнительные выступы 48. Штамп также содержит узел 49 окончательного сближения гофров и калибрующий узел 50 в виде цилиндрической фильеры.
Изготовление сердечника производится следующим образом. Рулонная полоса 2 подается в щтамп, где на участке рулонной полосы, равном заданным размерам заготовки, ножами 1 образуют боковые кромки. Затем этот
участок рулонной полосы подается под пуансоны 3, а к ножам 1 подается следующий участок рулонной полосы. Пуансоны 3 вырубают на заготовке двадцать пять щелей, причем средняя щель располагается на продольной оси рулонной полосы, а другие расположены симметрично на заданном постепенно уменьщающемся расстоянии от продольной оси рулонной полосы к ее краю (фиг. 3). Ширина щелей также уменьщается от продольной оси рулонной полосы 2 к ее краю. После вырубки щелей этот участок подается к правильным плитам 6, где правится, а к ножам 1 и пуансонам 3 подаются соответственно последующие участки рулонной полосы. Затем
этот участок отрезается от рулонной полосы гильотинными ножницами 7 и зачищается узлом зачистки 13, получая заготовку 8 (фиг. 3). Заготовка 8 (фиг. 3) по длине равна длине изготавливаемого сердечника и имеет продольные щели 51-75, разделяющие заготовку 8 на пластинки 76, соединенные между собой непрорезанными участками 77. Ширину пластинок 76 выбирают такой, чтобы после гофрирования заготовки 8 вдоль щелей 51-76 и
окончательного сближения гофров получающийся сердечник имел цилиндрическую конфигурацию. В дальнейщем заготовка 8 переносится в гофрирующий ззел 10, где гофрируется центральный ее участок. Заготовка 8
укладывается в этом узле 10 так, что средняя
щель 51 совпадает с вершиной пуансона 17 и впадиной 21 матрицы 14. При перемещении плиты 4 вниз пуансон 17 достигает заготовку 8 по средней пхели и начинает вдавливать ее во впадину 21 матрицы 14, изгибая при этом. По достижении пуансона 17 заготовки 8 его пуансонодержатель 24 начинает перемещаться в цилиндре пуансонодержателя 25. Если средняя щель 51 достигает впадины 21, соседние щели 52, 53 совпадают с верщинами выступов 20 матрицы 14. Когда пуансонодержатель 24 пуансона 17 начинает перемещаться относительно пуансонодержателя 25, то пуансоны 18 соприкасаются с заготовкой 8 по щелям 52 и 53 и начинают изгибать заготовку по этим щелям. Так как матрицы 15 отстоят от матрицы 14 на определенном расстоянии, то гофр еще не получается. Пуансоны 18 начинают изгибать заготовку 8 при перемещении матрицы 15 в сторону матрицы 14. Пуансонодержатели 25 начинают перемещаться относительно пуансонодержателя 26 и пуансоны 19 начинают изгибать заготовку по щелям 54, 55 при одновременном перемещении матриц 16 и предварительном сближении гофров. После заверщения гофрирования заготовки 8 по щелям 51-55 пуансоны 17-19 возвращаются в исходное положение. Заготовка 8 переносится в следующий гофрирующий узел 11, причем гофры, на верщинах которых расположены щели 52, 53, совпадают с направляющими выступами 35 матрицы 28, а щели 60, 61 совпадают с верщинами матриц 28. Пуансоны 31 выполнены так, что совмеи.1аются с пластинами, расположенными между щелями 58, 60 и щелями 59, 61, обеспечивая совпадение щелей 60 и 61 с верщинами матриц 28, и не всегда оказывают изгибающее усилие на заготовку. Работа пуансонов и матриц гофрирующего узла И аналогична работе пуансонов и матриц узла 10. После окончания гофрирования двух средних участков заготовка 8 переносится в гофрирующий узел 12, при этом гофры, в вершинах которых расположены щели 52, 53, совпадают с направляющими выступами 46. Работа гофрирующего узла 12 аналогична узлу 11. Но так как узел 12 гофрирует пластинки, ширина которых намного меньще пластинок, гофрируемых узлом И, то когда заготовка будет сгофрирована по щелям 70 и 71, крайние части заготовки поднимаются. Поэтому выступы 48 пуансонов 43 обеспечивают захват
оставшейся части заготовки пуансонами 44. Пуансоны 44 вместе с матрицами 40, 41 сгибают заготовку, завершая ее гофрирование. Сгофрированная заготовка переносится в гзел 49 окончательного сближения гофров, а потом в калибрующий узел 50, откуда готовый сердечник переносится в накопительный бункер или конвейер, транспортирующий готовые сердечники, например, на линию изготовления катущек зажигания.
Формула изобретения
Способ изготовления сердечников, заключающийся в отрезке заготовки от рулонной полосы, вырубке щелей, одна из которых расположена на продольной оси заготовки, а другие расположены симметрично на заданном постепенно уменьшающемся расстоянии от продольной оси к кромке заготовки, гофрировании заготовки вдоль щелей и сближении гофров, отличающийся тем, что, с целью обеспечения непрерывности процесса изготовления сердечника в последовательном щтампе, вначале на участке рулонной полосы, равном
заданным размерам заготовки, обрезают боковые кромки, вырубку щелей производят на этом же участке, который потом правят, зачистку места реза выполняют после отрезки заготовки от рулонной полосы, гофрирование
производят последовательно по участкам, вначале гофрируют центральный участок заготовки, потом два симметричных участка, прилегающих к центральному и затем два крайних симметричных участка, причем образор.а1тие
гофров на каждом участке также осуществляют последовательно, вначале образуют посредством изгиба средний гофр па центральном участке и затем иослсдовательно выполняют путем изгиба и предварительного сближения
боковые гофры, симметрично расположенные относительно среднего гофра, а в других симметричных участках также вначале при помощи изгиба получают одновременно по одному симметрично расположенному один относительно другого крайнему гофоу, прилегаюихему к уже сгофрироваииому участку, а последующие симметричные гофры образуют одновременно по одному в каждом участке посредством изгиба и предварительного сближения,
калибровку гофров в цилиндрической фильере выполняют иосле окончательного сближения гофров. Г.::: Ij

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гофрирования листовой заготовки | 1971 |
|
SU452944A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЕВРОННОГО ЗАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2341347C2 |
| Устройство для изготовления спиралей | 1980 |
|
SU984569A1 |
| Способ изготовления деталей с гофрами из листовой заготовки | 1985 |
|
SU1324715A1 |
| Штамп для пробивки и зачистки отверстий | 1982 |
|
SU1144747A1 |
| СПОСОБ ОБРАБОТКИ ЛИСТОВЫХ МАТЕРИАЛОВ | 1972 |
|
SU337220A1 |
| Устройство для гофрирования ленты | 1972 |
|
SU509327A2 |
| Штамп для изготовления полос с поперечными гофрами | 1982 |
|
SU1091962A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ | 2000 |
|
RU2185908C2 |



Жоооо р Д ;уЬ@С оод й
У
65 56 64 52 65 JS 56 Я 52 5/ JJ 55 57 53 51 63 55 67 6S 74 7Г;У
77
Фиг. 3
