1
Изобретение относится к области машиностроения и может быть использовано для подачи проволоки в паз сложной формы обрабатываемой детали.
Известно правильно-задающее устройство, содержащее последовательно установленные на станине разматывающий, правильно-подающий и отрезной механизм, выполненный в виде смонтированного на валу отрезного диска, на котором закреплена также обточная заостряющая конец проволоки головка, а корпус отрезного механизма выполнен подвижным в направлении оси подачи проволоки 1.
Недостатком известного правильно-задающего устройства является то, что проволока после разматывания из бухты, выпрямленная и разрезанная на куски заданной длины, выходит прямолинейно и неуправляемо вследствие отсутствия элементов конструкции, воздействующих на нее и заставляющих ее двигаться по определенной траектории. Это не позволяет автоматизировать процесс укладки проволоки в паз сложной конфигурации на обрабатываемой детали, который приходится производить вручную.
Целью изобретения является повыщенне производительности и расщирение области применения устройства.
Для достижения этой цели предлагаемое устройство для правки и подачи проволоки снабжено механпзмом ориентированной укладки и запрессовки отрезанной проволоки, 5 содержащим смонтироваиные на основании платформу, установленную с возможностью горизонтального перемещения посредством пружниы, установленную на платформе приводную вертикальную ось, на свободном
10 конце которой закреплена горизонтальная плапщайба, несущая обрабатываемую деталь, установленную на основании вертикальную стойку с закреиленными на ней двумя горизонтальными кронштейнами, закрепленный на одном из кронштейнов прессующий ролик, имеющий желоб для проволоки и закрепленный па другом кронштейне копирующий ролик, причем поверхность желоба прессующего ролика имеет рифле20 ния.
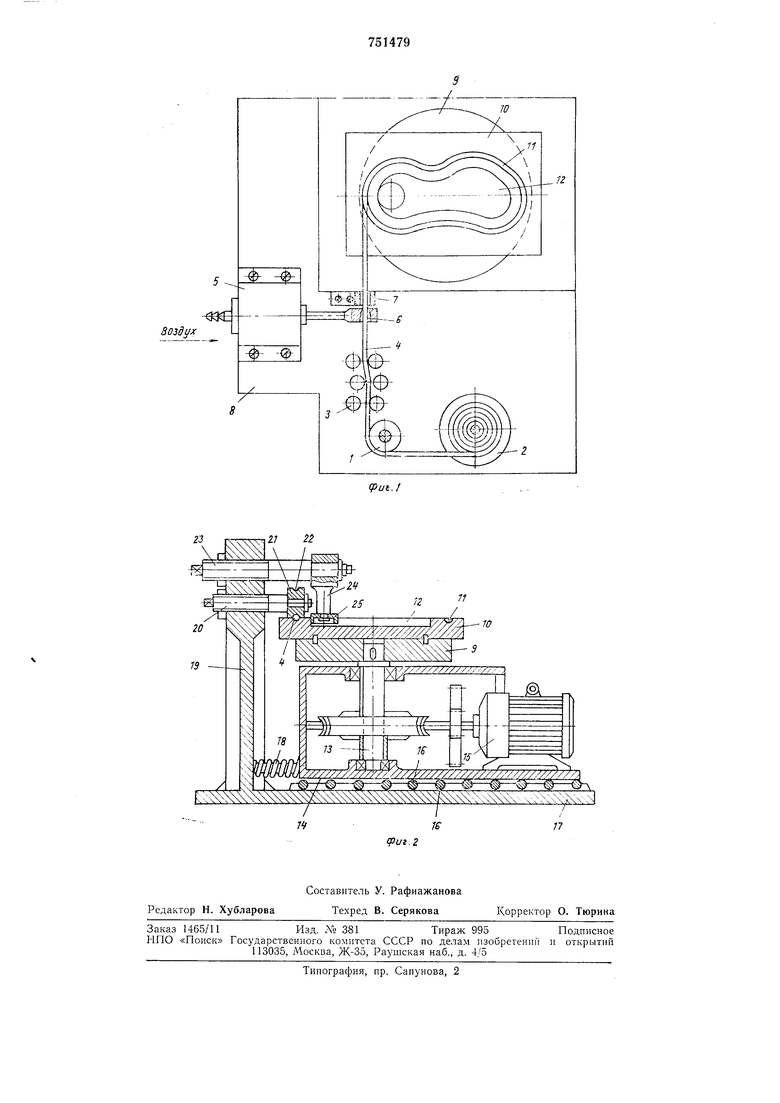
На фиг. 1 изобралсено предлагаемое устройство, вид сверху; на фиг. 2 - то же, поперечный разрез.
Устройство для правки и подачи проволоки содержит разматывающий механизм, включающий ролик 1 (фиг. 2) и катушку 2, правильно-подающий механизм, выполненный в виде нескольких роликов 3, в зазор между которыми проходит проволока 4, от30 резной механпзм, выполненный в впде пиевмоцилиндра 5, на штоке которого имеется отверстие 6, соосное отверстию втулки 7, закреиленной на станине 8.
Устройство снабжено механизмом ориентированной укладки и запрессовки отрезанной ироволоки, содержащим иланшайбу 9, на которой закреилена обрабатываемая деталь 10 с пазом 11 сложной конфигурации и гнездом 12, имеющим подобный пазу профиль. Планшайба 9 закреплена на оси 13, устаиовленной перпендикулярно илоскости платформы 14, на которой смонтирован привод 15. Платформа 14 установлена на роликах 16, разлаещенных в пазах основания 17, и иодпружинена пружиной 18.
В основании параллельно оси вращения планшайбы закреилена стойка 19, несущая на себе кронштейн 20 со свободно установленным на нем прессующим роликом 21, снабженным желобом 22, а также кронщтейном 23, на конце которого закреплена ось 24 с копирующим роликом 25.
Работа устройства заключается в следующем.
Проволока 4 сматывается с катушки 2 роликом 1 и поступает в правильно-подающий механизм, в котором выпрямляется роликами 3, и проходит в отверстие 6 штока пневмоцилиидра бив отверстие втулки 7, закрепленной на станине 8, а затем подается под прессующий ролик 21, имеющий желоб 22, укладывается и запрессовывается им в паз 11 обрабатываемой детали 10.
Планшайба 9 с обрабатываемой деталью 10, закрепленная на оси 13, вращается от нривода 15. При этом копирующий ролик 25, установлеппый на определенном расстоянии от стойки 19, которое регулируется длиной кронштейна 23, ностоянно контактирует со стенкой гнезда 12 обрабатываемой детали 10, профиль которого эквидистантен (подобен) профилю паза сложной конфигурации И, иредназначенного . для укладки проволоки 4 за счет усилия пружипы 18. При вращении обрабатываемая деталь 10 под действием коиирующего ролика 25, жестко закрепленного на кронштейне 23, неремещается поступательно в зависимости от профиля гнезда 12, а проволока 4 поступает под прессующий ролик 21 и укладывается в паз 11. Плаишайба 9 вместе с осью 13 и приводом 15, смонтироваииым на илатформе 14, также поступательно неремещается посредством роликов 16 относительно основания 17, преодолевая соиротивленне иружины 18.
Для отрезания куска проволоки 4 необходимой длины подают воздух в пневмоцилиндр 5, шток которого, смещаясь, срезает проволоку краями отверстия 6 и отверстия втулки 7. После чего шток возвращается в исходное положение, при котором оси отверстий совиадают.
После окончания полного оборота планшайбы 9 с обрабатываемой деталью 10 отключают привод 15 вращения планшайбы,
а деталь 10 снимают и заменяют очередной. Таким образом устройство готово к следующему циклу.
В связи с тем, что устро 1ство сиабжеио плаишайбой с приводом вращения, смоитироваиным на подвижной платформе, и стойкой с кронштейнами, на которых установлены коппруюший и ирессующий ролики, осуществляется автоматическая укладка и запрессовка проволоки в паз сложной коифнгурации, производимая раньше вручную.
Это обеспечивает повышение производительности труда, улучшение условий труда, иовышеиие качества продукции. Расчеты устройства подтвердили его полную работоспособность.
Формула изобретения
1.Устройство для правки и иодачи проволоки, содержащее последовательно установленные на станиие разматывающий, правйльио-подающий и отрезной механизмы, отличающееся тем, что, с целью повышения производительности и расширения области применения, оно снабжено механизмом ориентированной укладки и запрессовки отрезанной нроволоки, содержащим смонтированные на основании платформу, установленную с возможностью горизоитальиого перемещеиия посредством пружнны, устаиовленную на платформе приводную вертикальную ось, на свободном конце которой закреилена горизонтальная нланшайба, несущая обрабатываемую деталь, установленную на основании вертикальную
стойку с закренленнымн на ней двумя горизонтальными кронштейнами, 3aKpenvTeHный на одном из кронштейнов ирессуюпгий ро:1ик, имеюихий желоб для проволоки и закреплениый на другом кронштейне конирующнй ролик.
2.Устройство по и. 1, от л и чающееся тем, что поверхность желоба прессующего ролика имеет рифление.
р1сточники информации, принятые во внимание нри экспертизе
1. Авторское свидетельство СССР N° 415074, кл. В 21F 21/00, 1971.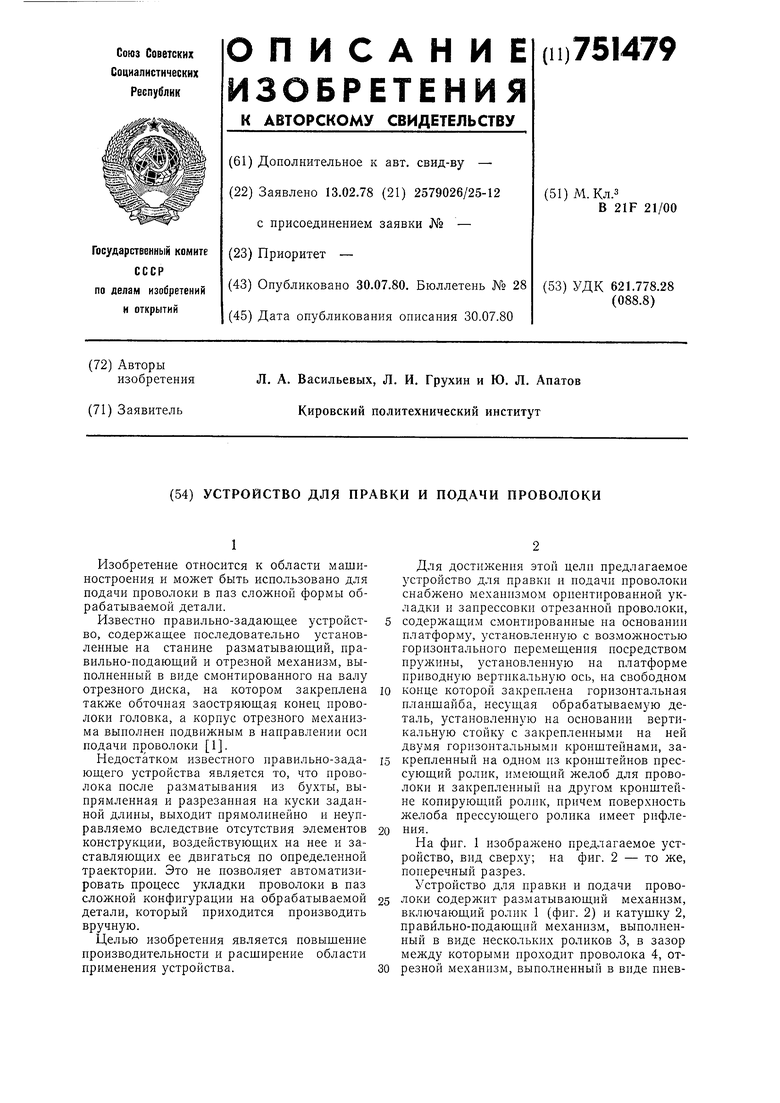
| название | год | авторы | номер документа |
|---|---|---|---|
| Правильно-задающее устройство | 1978 |
|
SU733817A1 |
| ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КОВРОВ | 2023 |
|
RU2809875C1 |
| Правильно-отрезной автомат | 1988 |
|
SU1567311A1 |
| Автоматическая линия штамповки и профилирования длинномерных деталей из тонколистовой рулонной ленты | 1983 |
|
SU1232326A1 |
| Устройство для правки и резки проволоки на мерные заготовки | 1990 |
|
SU1796328A1 |
| Полуавтомат для изготовления сборных изделий запрессовкой | 1989 |
|
SU1653883A1 |
| Автоматическая линия для изготовления деталей зонтичных каркасов из проволоки | 1983 |
|
SU1296271A1 |
| Правильно-отрезной автомат | 1989 |
|
SU1614880A1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ ЗИГЗАГООБРАЗНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2084302C1 |
| Установка для заготовки прядевой арматуры | 1991 |
|
SU1791601A1 |