1
Изобретение относится к области непрерывного производства слитков в изложницы.
Известна поточно-механизированная литейная линия с замкнутым транспортным контуром циркуляции изложниц, включающая горизонтальные разливочный конвейер и конвейер возврата изложниц, устройства для передачи изложниц с одного конвейера на другой и устройство для извлечения отливок и уборки .их.
Заполненные жидким металлом изложницы движутся по разливочному рольгангу, где охлаждаются и подаются к устройствам для извлечения слитков и перевода изложниц на конвейер возврата излол ниц, в конце которого они снова передаются на разливочный конвейер {.
Цель изобретения - упрощение конструкции поточно-механизированной литейной линии.
Это достигается тем, что каждое из устройств для передачи изложниц с одного конвейера на другой выполнено в виде кантователя с горизонтальной осью вращения, параллельной продольным осям конвейеров, а участок для извлечения отливок выполнен на конвейере возврата изложниц, образован двумя симметричными рядами консольных роликов, расстояние между которыми больще щирины слитка, но меньще щирины изложниц, и снабжен расположенным между роликами наклонным рольгангом для выдачи отливок на уровень ниже
5 уровня конвейера возврата изложниц.
На фиг. 1 изобраясена предлагаемая поточно-механпзированная линия, вид в плане; па фиг. 2 - разрез А-А на фиг. I; на фиг. 3 - разрез Б-Б на фиг. I; на фиг. 4-
JO разрез В-В на фиг. 1; на фиг. 5 - разрез
Г-Г на фиг. 1; на фиг. 6 - разрез Д-Д
на фиг. 1; на фиг. 7 - разрез Е-Е на
фиг. 5; на фиг. 8 - разрез Ж-Ж на фиг. 6.
Поточно-механизированная линия состоит
5 из разливочного устройства 1, транспортного устройства 2, имеющего две ветвн - разливочный конвейер 3 и конвейер 4 возврата ИЗЛОЖН1Щ, устройств 5 для передачи нзложниц с одного конвейера на другой.
20 Разливочный конвейер 3 выполпен в виде щагового транспортера, на основании б которого смонтированы направляющие ролики 7, щтанга 8 с толкателями 9. На основании 6 установлен о.хладительный кожух 10.
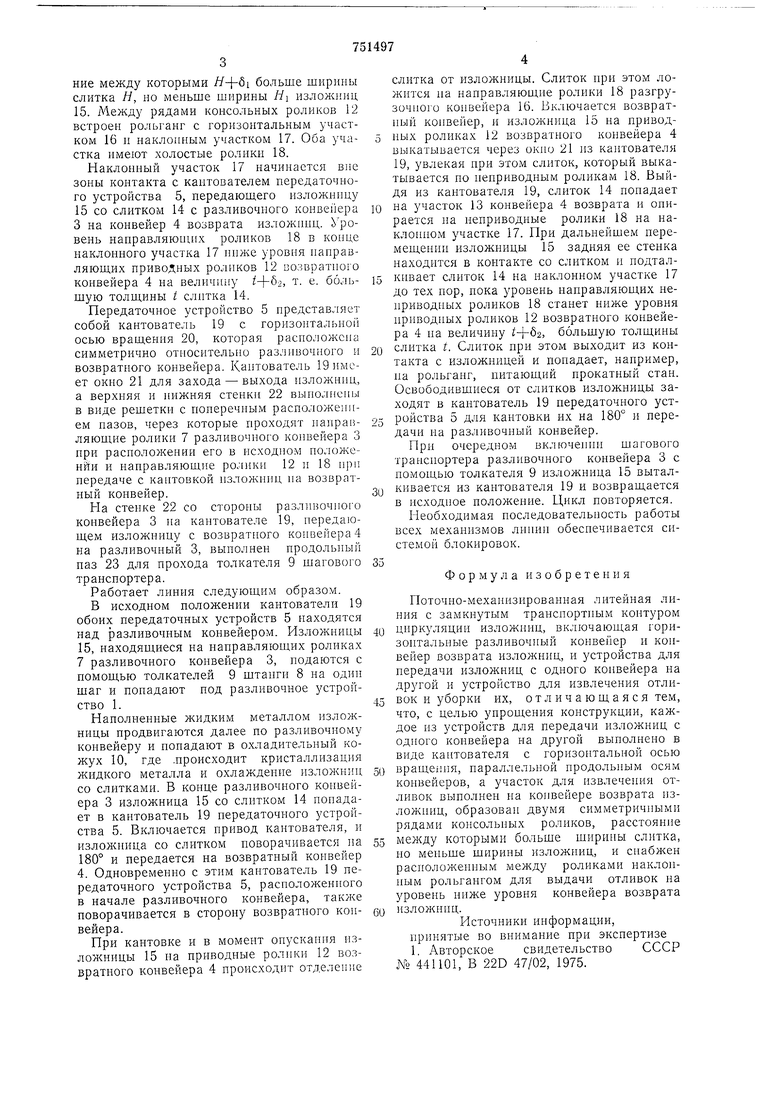
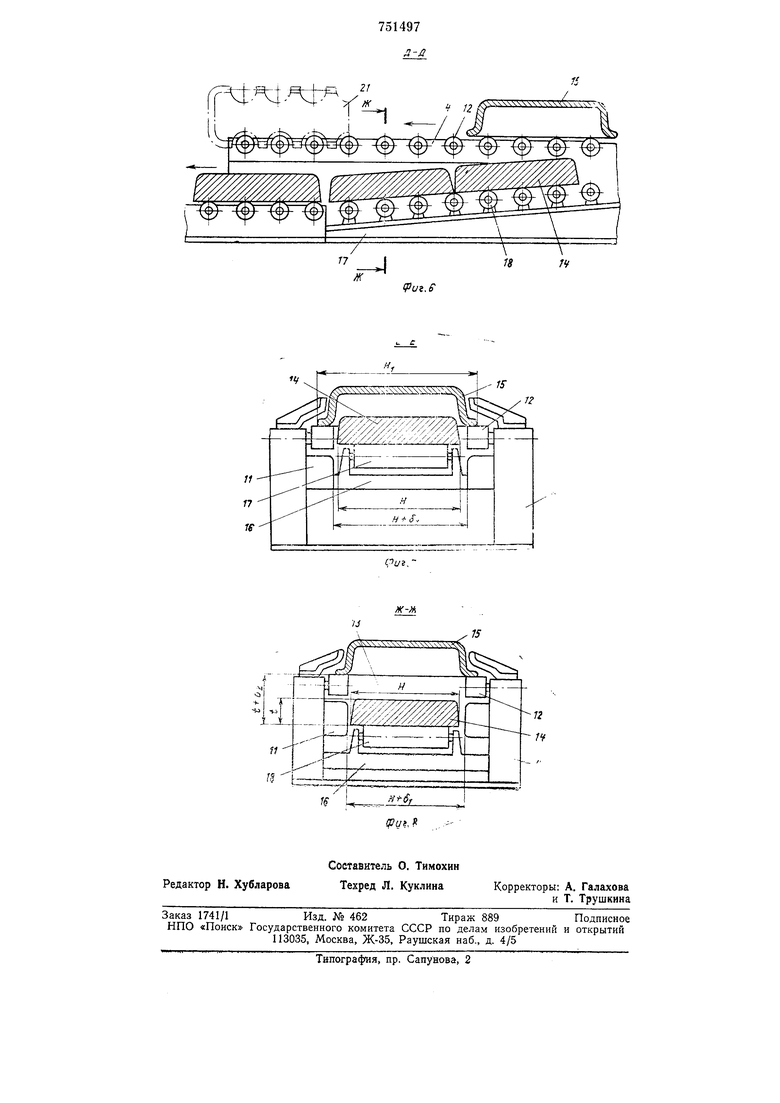
25 Конвейер 4 возврата изложниц выполнен в виде приводного рольганга с рамой 11 и консольными роликами 12. Участок 13 для извлечения слитков 14 из изложниц 15 образован двумя рядами симметрично уста30 новленных консольных роликов 12, расстояние между которыми больше ширины слитка Н, но меньше ширины HI излолсниц 15. Между рядами консольных роликов 12 встроеи рольганг с горизонтальным участком 16 и наклонным участком 17. Оба участка имеют холостые ролики 18.
Наклонный участок 17 начинается вне зоны контакта с кантователем передаточного устройства 5, нередаюш,его изложницу 15 со слитком 14 с разливочного KOHBeiiepa 3 иа конвейер 4 возврата изложниц, ipoвень направляюни1Х роликов 18 в конце наклонного участка 17 ииже уровня иаиравляюш,их приводных роликов 12 возвратного конвейера 4 на величину /+б9, т. е. большую толщины t слитка 14.
Передаточное устройство 5 иредставляет собой кантователь 19 с горизонтальной осью враш1ення 20, которая расположена симметрично относительно разлнвочного и возвратного конвейера. Кантователь 19 имеет окно 21 для захода - выхода изложниц, а верхняя и нижняя стенкн 22 вынолиены в виде решетки с ноиеречиым расположением пазов, через которые проходят паправляющие ролики 7 разлнвочиого конвейера 3 при расположении его в исходном положении и иаиравляюшие ролики 12 и 18 при передаче с кантовкой изложииц иа возвратный конвейер.
На стенке 22 со стороны разливочного конвейера 3 на кантователе 19, передающем изложннцу с возвратного конвейера 4 на разливочный 3, выполнен продольный паз 23 для прохода толкателя 9 шагового транспортера.
Работает лнння следуюшим образом.
В исходном положении кантователи 19 обоих передаточных устройств 5 находятся над разливочным конвейером. Изложиицы 15, находящиеся на направляющих роликах 7 разливочного конвейера 3, подаются с помощью толкателей 9 штангп 8 на одпп шаг и попадают под разливочное устройство 1.
Наполненные жидким металлом изложницы продвигаются далее по разливочному коивейеру и попадают в охладительный кожух 10, где .происходит кристаллизация жидкого металла и охлаждение пзложнип со слитками. В коице разливочпого конвейера 3 изложница 15 со слитком 14 попадает в каитователь 19 передаточпого устройства 5. Включается привод кантователя, и изложница со слитком поворачивается на 180° и передается на возвратный конвейер 4. Одновременно с этпм каитователь 19 передаточного устройства 5, расположенного в начале разливочного конвейера, также поворачивается в сторону возвратного конвейера.
При кантовке и в момеит онускання изложницы 15 на приводные ролики 12 возвратного копвейера 4 пропсходит отделение
слитка от изложницы. Слиток при этом ложптся па нанравляющие ролики 18 разгрузочного копвейера 16. Включается возвратиый коивейер, и изложница 15 на привод5 пых роликах 12 возвратного конвейера 4 выкатывается через окно 21 из кантователя 19, увлекая нри этом слиток, который выкатывается по пеприводным роликам 18. Выйдя из кантователя 19, слиток 14 попадает
0 на участок 13 конвейера 4 возврата и опирается па пеприводные ролики 18 на наклонном участке 17. При дальнейшем перемещении изложницы 15 задняя ее стенка находится в контакте со слитком и нодтал5 кивает слиток 14 на наклонном участке 17 до тех нор, пока уровень направляющих неприводиых роликов 18 станет ниже уровня нриводных роликов 12 возвратного конвейера 4 на величину , большую толщины
Q слитка t. Слиток ири этом выходит из контакта с изложницей и попадает, нанример, па рольгапг, питающий прокатный стан. Освободившиеся от слитков изложницы заходят в кантователь 19 передаточного устройства 5 для каптовки их на 180° и передачи па разливочпый конвейер.
При очередном включении шагового трансиортера разливочного конвейера 3 с номощью толкателя 9 изложннца 15 выталQ кивается из каитователя 19 и возвращается в исходное положение. Цикл повторяется.
Необходимая последовательность работы всех механнзмов лннии обеснечивается системой блокировок.
Формула и 3 о б р е т е и и я
Поточио-механизированная лнтейная линня с замкнутым транспортпым коптуром
0 цпркуляции изложппц, включающая горпзоптальные разливочный конвейер и коивейер возврата изложниц, и устройства для передачи излох ;ниц с одного копвейера на другой и устройство для извлечепия отли5 БОК и уборки их, отличающаяся тем, что, с целью упрощепия копструкции, каждое из устройств для передачи изложпиц с одного коивейера на другой выполнено в виде кантователя с горизонтальной осью
0 вращения, иараллельной продольпым осям копвейеров, а участок для извлечепия отливок выполнеп па конвейере возврата нзложниц, образован двумя симметричными рядами коисольиых роликов, расстояиие
5 между которыми больше ширины слитка, но меньше щирины изложниц, и снабл ен расположенным между роликами наклонным рольгангом для выдачи отливок на уровень ниже уровня конвейера возврата
изложниц.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 441101, В 22D 47/02, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для печного на-гРЕВА плОСКиХ СлиТКОВ из цВЕТНыХМЕТАллОВ | 1977 |
|
SU831819A1 |
| Л. И. ГОЛОДНОЕ | 1970 |
|
SU286153A1 |
| УСТАНОВКА ДЛЯ УКЛАДКИ В ШТАБЕЛЬ АЛЮМИНИЕВЫХЧУШЕК | 1965 |
|
SU171795A1 |
| Способ подачи затравки в кристаллизатор машины непрерывной разливки металла | 1957 |
|
SU115715A1 |
| Автоматический укладчик силуминовых и алюминиевых слитков в штабель | 1961 |
|
SU142199A1 |
| Наклонная установка непрерывной разливки металла | 1979 |
|
SU933213A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ИЗДЕЛИЙ | 1994 |
|
RU2091195C1 |
| Поточная линия подачи газетных стереотипов от отливных автоматов к печатным машинам и возврата отработанных стереотипов от печатных машин к отливным автоматам | 1972 |
|
SU438557A1 |
| Автоматическая литейная линия | 1987 |
|
SU1574363A1 |


73 23
11
1Э 3 14IS
(. f
IpUB.J
fr-i zr ж
(
V
я
Puz.S
rsгг
