0../
Изобретение относится к литейному производству, в частности к линиям для изготовления отливок в литейных цехах.
Цель изобретения - повышение эксплуатационной надежности.
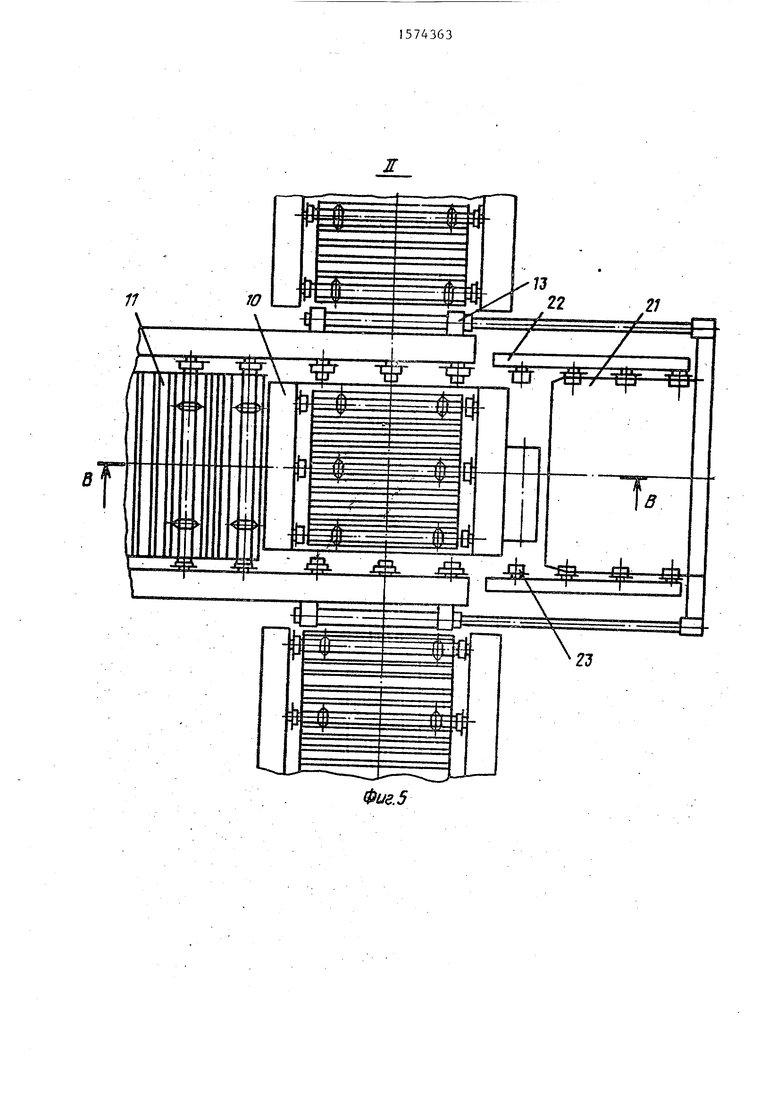
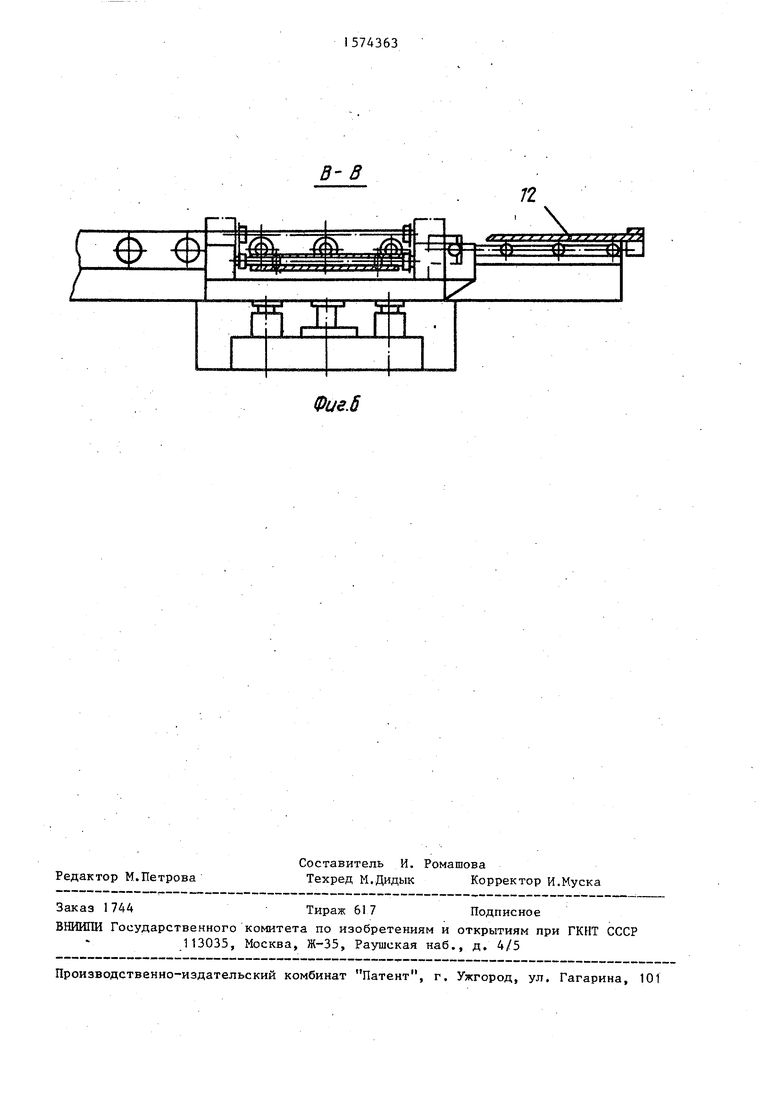
На фиг. 1 изображена автоматическая литейная линия; на Фиг. 2 - узел I на Фиг. 1; на Фиг. 3 - раз- рез А-А на фиг. 24 на Фиг. 4 - разрез В-Б на Фиг. 2$ на Фиг. 5 узел II на Фиг. 1 $ на Фиг. 6 - разрез В-В на Фиг. 5.
Автоматическая литейная линия (Фиг.1) для изготовления отливок содержит устройство 1 для формовки верхних и нижних полуформ, устройство 2 для сборки полуформ, транспортные приводные рольганги 3 для напыле- ния, рольганг 4 для заливки, рольганги 5 для охлаждения форм 6, которые установлены на опорах 7 распаровщик 8 опок, кантователь 9 для нижних опок передаточные столы 10, движущийся на- стил И и шиберные подставки 12 с приводом 13 Для их перемещения.
Движущийся настил 11 установлен на транспортных рольгангах 14 с приводом 15 вращения их роликов 16 и вы- полней в виде пластин 17 коробчатого сечения, входящих в зацепление со звездочками 18, закрепленными на соединительных валах 19 в промежутках между роликами. Пластины 17 соединены одна с другой по торцам звеньями 20.
Шиберные подставки 12 состоят из шибера 21, установленного на балках 22 с роликами 23.
Автоматическая литейная линия работает следующим образом.
На устройствам 1 для формовки производится формовка верхних и нижних полуформ,их сборка на устройствах 2 и передача форм 6 на транспортные приводные рольганги 3 для накопления, на рольганги 4 для заливки и рольганги 5 для охлаждения посредством передаточных столов 10. После заливки и охлаждения формы поступают в распа- ровщий 8, где производится распаровка опок, выбивка отливок и поочередная задача опок в кантователь 9 для нижних опок. Нижние опоки кантуются и с верхними опоками поступают в устройство 1 для Формовки.
Для исключения проседания смеси нижних полуформ при заливке и охлаж
5
,.
0 5
о
,п
д$ «Q,,
35
дении Форм 6 на транспортных приводных рольгангах 4 для заливки и рольгангах 5 для охлаждения Форм установлен движущийся настил 11, пластины 17 которого перемещаются одновременно с вращением роликов 16 при движении форм. При перемещении Форм на передаточные столы 10 в работу вступают шиберные подставки 12, шиберы 21 которых по роликамi23 приводами 13 для их перемещений заходят под форму 6 (после опускания столов и установки форм на ролики рольганга) и таким образом воздействуют на смесь, исключая ее проседание. После схода формы с позиции передаточного стола 10 шибер 21 выдвигается в исходное положение. Цикл повторяется.
Выполнение автоматической литейной линии, в которой транспортные приводные рольганги на участках заливки и охлаждения снабжены движущимся настилом и шиберными подставками с приводом их перемещения, позволяет отказаться от дорогостоящих и быстроизнашивающихся подопечных плит (поддонов) , исключить сложные двухъярусные приводные рольганги для транспортировки поддонов, а также механизмы для очистки и возврата поддонов на участок заливки и охлаждения. Кроме того, повышается эксплуатационная надежность и увеличивается долговечность работы линии.
Формула изобретения
Автоматическая литейная линия, содержащая устройства для изготовления форм, сборки форм заливки, охлаждения и выбивки Форм, установленные в технологической последовательности и соединенные транспортными приводными рольгангами, имеющими ролики, попарно связанные валами, передаточные столы и транспортное средство для поддержания смеси в опоках, размещенное на транспортных приводных рольгангах для заливки и охлаждения форм, отлич ающаяся тем, что, с целью повышения эксплуатационной надежности, она снабжена приводными шиберными подставками, установленными со свободной стороны передаточных столов, связывающих транспортные приводные рольганги для заливки и охлаждения форм, а транспортное средство для поддержания смеси в опоках представляет собой настил в
1574363.
5б
виде соединенных между собой с зазо- на валах роликов, причем пластины раэ- ром пластин коробчатого сечения, уста- мещены ниже уровня рабочей плоскости новленный на звездочках, закрепленных роликов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия изготовления отливок | 1982 |
|
SU1066742A1 |
| Автоматическая поточная линия для производства отливок | 1977 |
|
SU772716A1 |
| Автоматическая литейная линия | 1977 |
|
SU806257A1 |
| Литейная линия | 1983 |
|
SU1235654A1 |
| Автоматическая линия для производства многономенклатурного литья | 1980 |
|
SU942882A1 |
| Автоматическая литейная линия | 1979 |
|
SU865525A1 |
| Автоматическая литейная линия | 1988 |
|
SU1533833A1 |
| Литейная линия | 1980 |
|
SU910359A1 |
| Автоматическая литейная линия | 1981 |
|
SU1018799A1 |
| Автоматическая литейная линия | 1987 |
|
SU1447567A1 |


Изобретение относится к литейному производству, в частности к линиям для изготовления отливок в литейных цехах. Цель изобретения - повышение эксплуатационной надежности. Автоматическая литейная линия содержит устройства для изготовления форм, сборки форм, транспортные приводные рольганги для напыления, заливки и охлаждения форм, распаровщик опок, кантователь 9 нижних опок, передаточные столы 10. Транспортные приводные рольганги для заливки и охлаждения форм имеют движущийся настил в виде соединенных между собой с зазором пластин коробчатого сечения, установленный на звездочках, закрепленных на валах роликов рольгангов. Использование изобретения позволит повысить эксплуатационную надежность. 6 ил.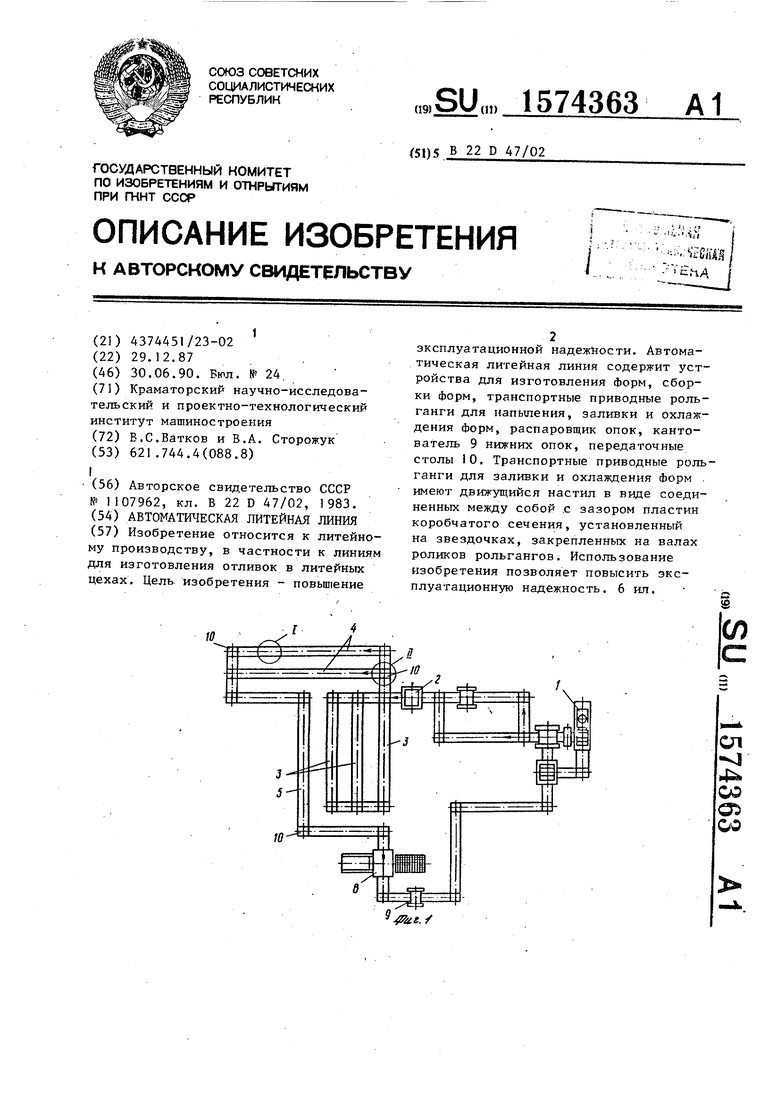
Фил. г
фиг.З
5-5
77
20
Фиг&
р
11
10
If
I
TiJr Tjr
&
$
0
I
i
fl
27
/
F TЈ
cz
S
ii
I
Q4
Фиг. 5
в- в
& О
I
Ј
I artr r f r f i
&/.Ј
72
tf iff
nt;t E
| Автоматическая литейная линия | 1983 |
|
SU1107962A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
