ЙзВест1На машина для разливки цинка в изложницы, выполненная в виде горизонтальнозамкнутюго КО,нве1Йера с изложницами и снаб, женна,я заливочщьш устройством, штабелеукладчико.м И механизмом клеймения чушек.
Предложена механизировавная поточная линия для разливки и об|ра1бот1ки металла и ynaiKOBiKH слиткоВ известных сплавов, кюто.рая позволяет механизировать прО:цесс снятия окисной тленкИ и улучшить услов-ия т;руда.
С этой .целью лилия снабжаема механизмом объема Окисной пленки, установленным иа разливочном кон1В€йе|ре и вьшолненным В виде лодвижной рамы ,с дву.мя рычагами, на которых закреплены скребжи, .имеющие возможность перемещения по копирам с помощью кулачкового механизма.
.Кроме ТОГО, для улучшения качества 1Клеймения клеймитель может быть установлен на щриводной раме, (Снабженной самоустачавливающимися унорами, а механизм ориентации слитков выиолиен в в-иде наклющного лотка с направляющ.им выступом, расположе.нным в за:лрузочной части лотка .и смещенным относительно его оси.
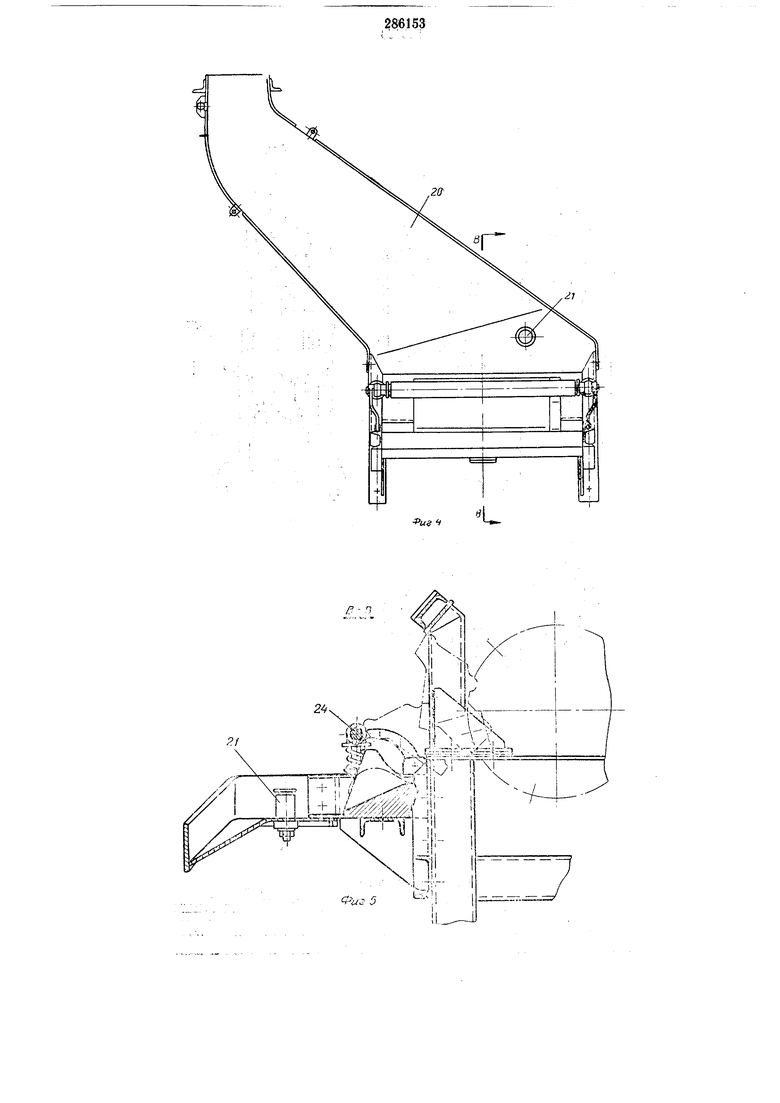
На фиг. 1 дан. общий вид механизированной тотОчнюй лииии; ща фиг. 2, 3 -механизм съема окисной плевки из изложницы; ,на фиг. 4, 5--механизм ориантации слитков, на фИГ. 6, 7 -«леймитель.
В состав Линии входят: механизм 1 съема окисной нленки из изложницы, стандартный литейщый 1коивейер 2, механизм 5 ориентации СЛ1ИТ1КОВ, цеплой транспортер 4, клеймитель 5, механизм 6 зачистки слиткав, пункт 7 смотра и дючистки слитков, ,п«евматичеокий толкатель 8, рольгаяг-накопитель 9, механизм 10 укладки слитков в каркасную тару, механизм // выдачи труженой жаркасной тары,
вапны 12 для промывки и травления слитков, щаговый стандартный конвейер 13, упаковочный автомат 14.
Меха.низм съема окисной тленки из изложницы состоит из неиюдвиж-ной ipaiMbi 15, подвижной ра.мы 16, рычагов 17 со скребками, привода 18 рычагов и зацепа 19.
Механиз М ориентации слитко1В представляет собой паклонный лото1К (склиз) 20 с жест.ким mopDM 21. Оклиз имеет борта.
Клей.митель состоит из качающейся рамы 22, еневм1оцил:и1ндра 23, системы рычагов 24, кронштейна 25, упора 26, клеймодержателя 27.
Работа механизмов линии осуществляется ел еду ющиМ о бр а з о.м.
Механиз.м съема окислой пленки крепится к раме литейного конвейе|ра. Подвижная рама 16 1П,ри .по1моади зацепа 19 оцепляется с
Пройдя с изложницей литейного конвейе-ра расстоявие 15 мм, иодвижная рама воздействует на .конечный выклю ч.атель ВК-211, который дает импульс на Вгкл-ючение элект|ромаглитной муфты. Рычаги 17 ,со окребками, :ПрИ помощи иулачкюе начииают двигаться, снимая из изложницы с иоверхности жидкого металла окисную плаику и -сбрасыв-ая ее В емкость, стоящую (рядом с литейным конвейером. Траектория движения скребйов определяется .кютиро.М.
Придя в йярай.нее заднее иоложение, один из рычагов воздействует на конечный выключатель , который отключает электромаГНитную Муфту. Ра-бочий цикл проходит за ОДИ1Н оборот распрвделительиошо еала с кулачкаМи.,
Электродвигатель механизма съема етленки ра-ботает постоянно.
Расцеплеиие подвижной (рамы (происходит в тот момент, когда зацеп наталкивается .на неподвижный упор. Подвижная рама 16 расцепляется с изложницей и Возвращается в исходное (Положение помощи лружины.
В .конце хода литей но.го ,ко«еейера «зложни(ца ловорачиваетоя на 90°, и ири ударе об упор сл:иток .вылздает не нее в лотюк .механизма ориентации,. При движении ло наклонному лотку (склизу) 20 слиток наталкивается на упор 21, поворачивается на 90° и поступает .на цейной т|ра.нст10ртер для клеймения.
Сжатый воздух поступает «в 1нижню.ю полость цилиндра 23 клеймителя, поршень пеРамещается вверх я через систему сообща1ет движение к.ле.ймодержателю. Как только .клеймо соприкоснется со слитком, в р.езультате реакции, возникшей от убилия давления клсймодержателя иа слиток, качающаяся рама 22 поворачивается ло часовой сТ|релке. Наковальня рамы ноднимается цад це1пью транспортера, и слиток зажимается между клеймом и наковальней. Происходит клеймение слитка. Через не.котО|рый щрамеж уток времени реле дает команду на воздухораспределитель, сжатый воздух поступает в иолость цилиндра, клеймодержатель поднимается вверх, кача.ю:щаяся рама воэвращается в Первоначальное положение, слиток освобождается, подхватывается транспо. и перемещается для лоследующей обработки.
После клеймения слиток с цвпн.ого транспортера поступает в механизм € зачистки. Со слитка удаляется .нагар и грязь С помощью вращаЮП ихся металлических Щ€то.к. Затем слиток поступает на пульт визуального осмотра и дочистки..
С помощью пневма-тическоло толкателя 8 слитки поступаЮТ ,на рольганг-накопитель для .пировки по семь слитков. Затем с .помощью меха.низма уклад ки слитки за1пружаются в каркасную та.ру и тран:йпортиру.ются для .П01следу1ющей об|ра1ботки - в ванны для промывки и травления.
Из iBafflH СЛ1ИТ1КИ .транопорти|руются к щагоBOiMy конвейер.у. Здесь слитки, парафинщруются .и упаковываются упаковочным автоматом.
Предмет изобретения
:1. Механизированная поточная линия для разливки м.еталла, обработки и упаковки слитков цветных сплавов, .включающая разливочный конвейер, механизмы траНОПОртироВКи и ориентации и клеймитель слифко.в, отличающаяся тем, чтю, с ц.елью механизации .процесса СНЯ.ТИЯ окисной пленки и улучшения уело ВИЙ труда, линия снабжена механизмом съема окисной пленки, установленньим на разливочном кон1вейе|ре и вьшолненньим в виде |ПО|Движиой рамы с двум.я рычагами, на (которых зак1ре плены окребки, им.еющие возможность перемещения по копирам с помощью кулачкового меха.низма.
2.Линия 1ПО п. 1, отличающаяся тем, что, с целью (повышения качества клеймения слитков, клей;м.итель уста.новлен «а приводной раме, снабжен ной самоустана.вливаю;щи;мися упорам.и.
3.Линия по п. 1, отличающаяся тем, что механизм ориентации слитков въвп-олнен в .виде наклонного лотка с направляющим вьисту.пом, ра сположенным в загрузочной части лот(ка и смещенным относительно оси.
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм для клеймения чушек | 1957 |
|
SU116211A1 |
| УСТРОЙСТВО для УДАРНОГО -КЛЕЙМЕНИЯ ТРУБ | 1970 |
|
SU258887A1 |
| Устройство для автоматического клеймения прокатных заготовок наборными клеймами | 1960 |
|
SU132179A1 |
| Устройство для съема окислов | 1978 |
|
SU698725A1 |
| Устройство для клеймения | 1988 |
|
SU1784335A1 |
| Установка для разливки металла и обработки слитков | 1989 |
|
SU1708497A1 |
| Машина для разливки жидких металлов в изложницы | 1980 |
|
SU869940A1 |
| УСТРОЙСТВО для КЛЕЙМЕНИЯ ПРОКАТАj 1S-3 :<•*';'? '; • i;j-I И .,,;v. ..-..,.. 1 | 1965 |
|
SU169051A1 |
| Устройство для клеймения | 1990 |
|
SU1813024A3 |
| Поточно-механизированная литейная линия | 1977 |
|
SU751497A1 |
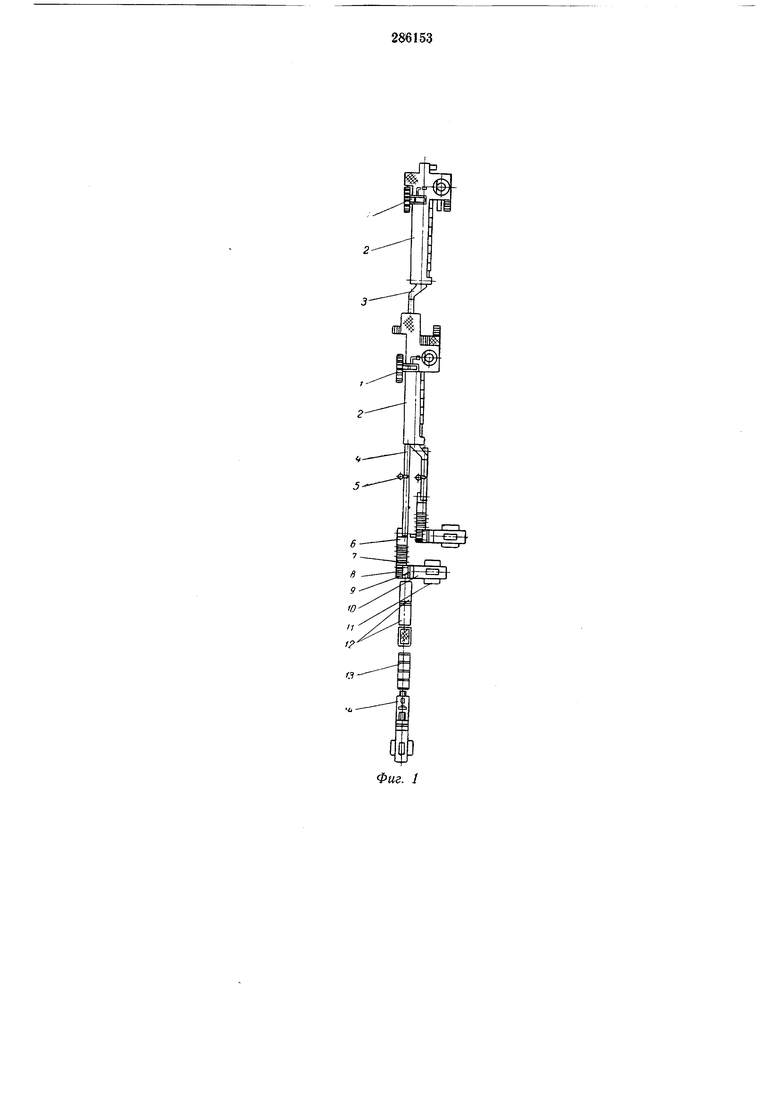


Фиг. /
ВидА
21
в
