(54) ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПЕЧНОГО НАГРЕВА
ПЛОСКИХ СЛИТКОВ ИЗ даНТНЫХ МЕТАЛЛОВ
Цель изобретения - повышение проиэводнтепьности и снижейне веса обору i довакия и эксгшуатаиионных затрат.
Поставленная цепь достигается т&л, что линия снабжена устройством для на- , несения защитных покрытий, содержащим напольный накопитель слитков стопами, многоиоашшонные тележки для поштучной передачи слитков, камеры очистки от зафязнений и нанесения защитныхib
покрытий, при этом указанные камеры снабжены боковыми направлякшшми для транспортирсвакня слитков в вертикальном положении.
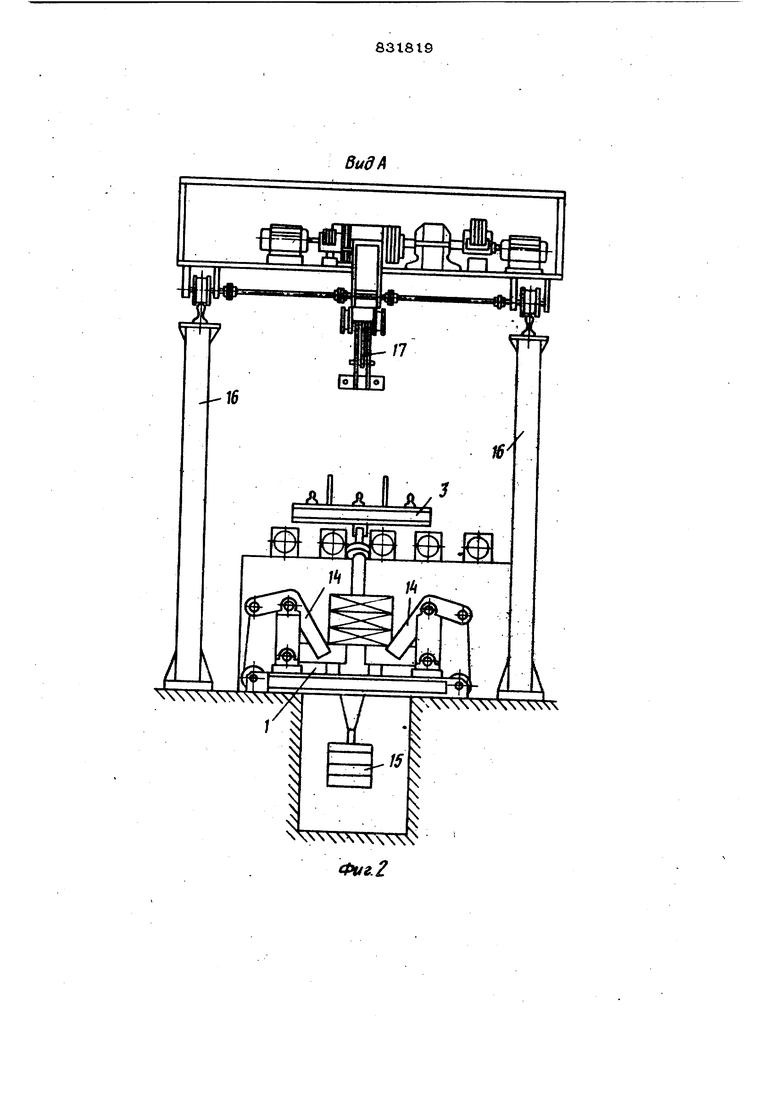
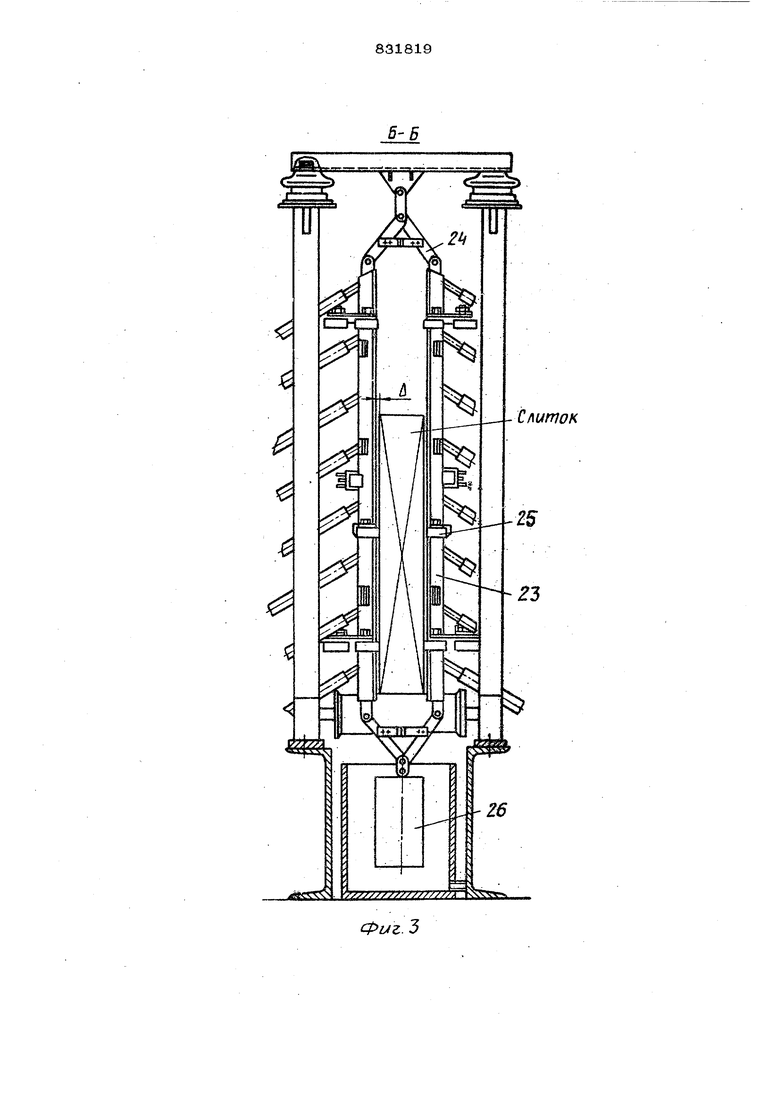
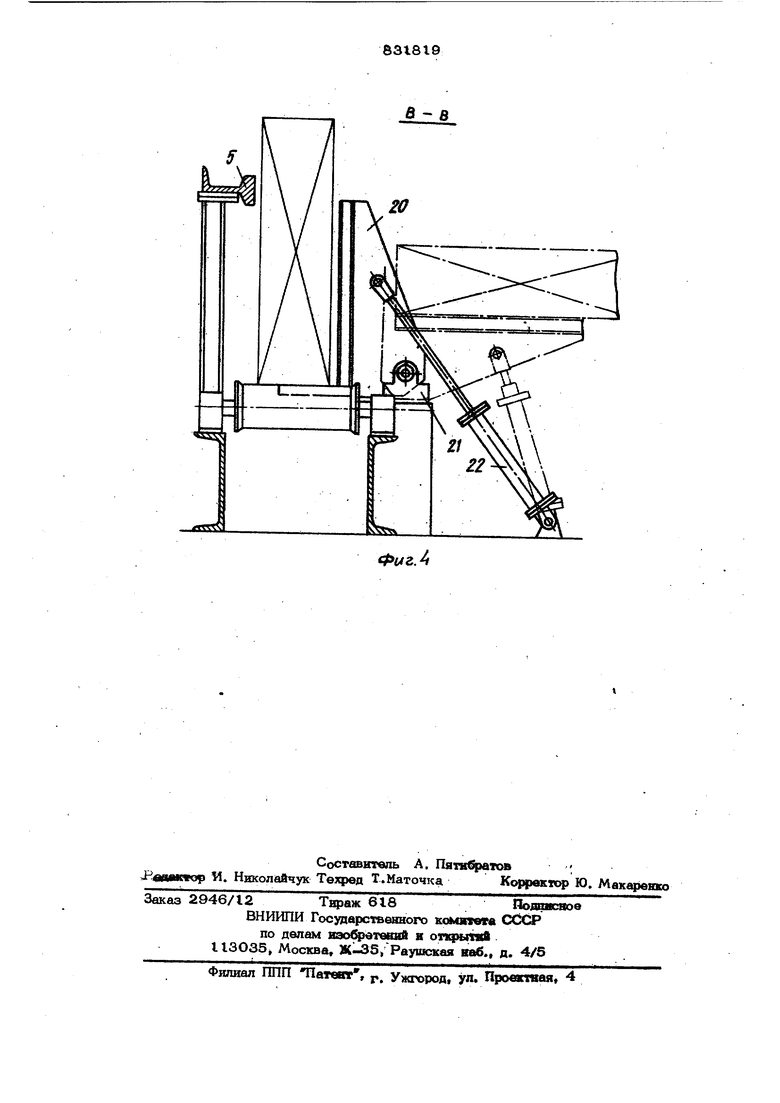
На фиг. 1 изображена поточная линия 15 для печного нагрева плоских слитков иэ цветных металлов, общий вид в плане; на фиг, 2 - вид А на фаг. 1; на фиг. 3 разрез &-Б иа фиг. I; на фиг. 4 - разрез на фиг. I.20
Предлагаемая поточная линия состоит из устройства для нанесения защитного состава (покрытия), которое содержит напольный накопитель I слитков стопами, две многопозиционные тележки 2 для25
пошт5нной передачи, слитков; кантователи 3 слитков, рольгаш 4 с боковыми направлягощщ.«1 5, камеру 6 очистки и камеру 7 нанесейия защитного состава.
В состав поточной лшши входят также: 30 передаточная тележка 8, толкатели 9. | предназначенные для транспортирования . и з(аррузки слитков на поддонах (последние на чертежах не показаны) в нагревательные печи Ю. На выходе из ..ечей 35 to установлены разгрузочные устройства II, представляющие собой пр1шодные агающие балки и служащие для приема е-литков, поддонов и у7 ладки их на роль- , ранг i2 прокатного стана. Цепной пере- 4Q даточный конвейер 13 предназначен для:
-щжема поддонов и укладки на передаточ.Кую телешсу 8.
Напольный накопитель 1 слитков сто- 5 нами представляет собой ценгр1фующее устройство5 выполиеиное в Б1ще рычагов 14 L -образной формы, рабоше грани которых ЯВЛЯ10ТСЯ центрирующими шнейками, приводящимися в двйжение с помощью контргруза 15,
МиоГопозиционные тележки 2 MvieioT возможность перемещаться по эстакадам 16 и снабжены клещевыми захватами 17, а также электроприводами 18 подъема j слитка и 19 перемоиения тележек. Как- . тователи 3 головной и хвосгвой частей устройства для нанесения з.ашитного составе аналогичны по конструкийн и предназначены соответственно для загрузки (выгрузки) слитков на рольганг (из него). По конструкции кантователь представляет собой сварную металлоконструкцию, состоящую из подвижной 2О и неподвижной 2.1 частей. Привод подвижной части осуществляется гидроцилиндром 22,
Рольганг 4 предназначен для транспортирования слитков в вертикальном положении последовательно через камер очистки и нанесения защитного состава. Камера очистки представляет собой устройство, в котором очистка слитков производится с помощью электролитных плазматронов 23 постоянного тока, установленных (подвещенных) на щарнирньгх подвесках 24. Благодаря постоянному прижатию опорных роликов 25 к боковым поверхностям слитков под действием контргруза 26, обеспечивается постоянный зазор Д между рабочими поверхностями плазматронов и боковыми поверхностями слитков. Смыв со слитков остатков электролита и загрязнений производится в другой секции камеры очистки с помощью горячей воды струйным методом. Система циркуляции растворов (насосы, баки и т.п.) обеспечивает бесперебойную подачу электролита (водный раствор Noi-i бОд или в плаама троны, а также горячей воды к соплам для промывки.
Камера 7 нанесения защитного состава предназначена для нанесения защитного покрытия струйньм методом. Система Циркуляции (бак с подогревом раствора, насосы) обеспечивает бесперебойную подачу раствора -к соплам камеры
Со склада слитков, расположенного вблизи участка печного нагрева , слитки крупными .стопами поступают к поточной линии для печного нагрева. С помощью мостового крана слитки стопами укладываются в напольный накопитель I, где производится их центрирование. Многопозиционная тележка 2 укладывает слитки поштучно из центрирующего устройства на подвижную часть 20 кантователя 3, которая, поворачиваясь на 9О , устанавливает слиток на рольганг в вертикальное положение (положение на ребро). Рольганг 4 подает слиток в камеру 6 очистки, где с помощью плазматронов постоянного тока слиток очищается промывается из сопел горячей водой и направляется в камеру 7 нанесения защн него состава. В камере 7 слиток покрывается защитным покрытием, звг&л по
рольгангу 4 направляется к кантователю 3 хвостовой части, который укладывает слтчэк в положение плашмя на свою подвижную часть, С помощью кл«цевого захвата 17 .многопозиционная тележку 2 хвостовой части линии снимает слиток с подвижной части 20 кантователя и укладывает его на поддон, установленный на передаточной тележке 8, которая переметаастся к соответствующей печи Ю я останаливается между входом в печь я толкателем. Толкатель делает ход вперед, заталкивая, слиток вместе с поддоном в нагревательную печь. Поддоны необходимы для передвижения слитков по налравляющим пода печи без нарушения целостности защитного состава.
На выходе из печи слиток поступает на рольганг 12 прокатного стана, а поддоны с помощью того же рольганга и цепного передаточного конвейера 13 додаются на передаточную тележку 8,котора совершая ход к передаточному конвейеру, принимает поддон и транспортщ ует его к многопозидионной тележке 2, где на него укладывается очередной слиток с защитным покрытием. После этого цикл повторяется.
Технико экономический эффект достигается за счет набора оборудования, обеспечивающего поточное производство плоских слитков, при этом крановая операция предусмотрена только в голове потока и вьшолняется крупньми стопами, а также за счет полной механизации технологических операций (очистки, нанесение защитных покрытий, транспортные операции по загрузке, выпэузке, передаче поддонов и т.п.), что позволяет в 1,5-2 раза увеличить производительность линии, сократить количество обслуживаюш чэ персонала, ум«1ьщить вес оборудования выполняющего эти операции.
Формула изобретения
1.Поточная линия для печного иагрева плоских слитков из цветных металлов, содержащая печь с толкателями, устройства загрузки и выгрузки, рольганги, о тлнчающаяся тем, что, с цепью {ювыщевия производительшх:тк и снижения веса оборудования, она снабжена устройством для нанес еки защитных покрытий, состоящим из напольного накопителя слитков стопами, многопрзнционных тележек
для пощтучной передачи слитков, камер очистки слитков от загрязнений и нанесения на них защитных покрытий.
2.Поточная линия по п. I, о т л ичающаяся тем, что камеры очистк снабжены боковыми направляющими для транспортщювания слитков в вертикальном положении.
Источники и«})ормации, пркняйле во внимание при экспертизе
1.Абто|хжое свидетельство СССР № 561742, кл. С 21D 9/ОО, 1976.
2.Королев А. А. Механическое оборудование щюкатных цехов чёрной и цветной металлургия. М., Металлургия, 1976, G. 433-435.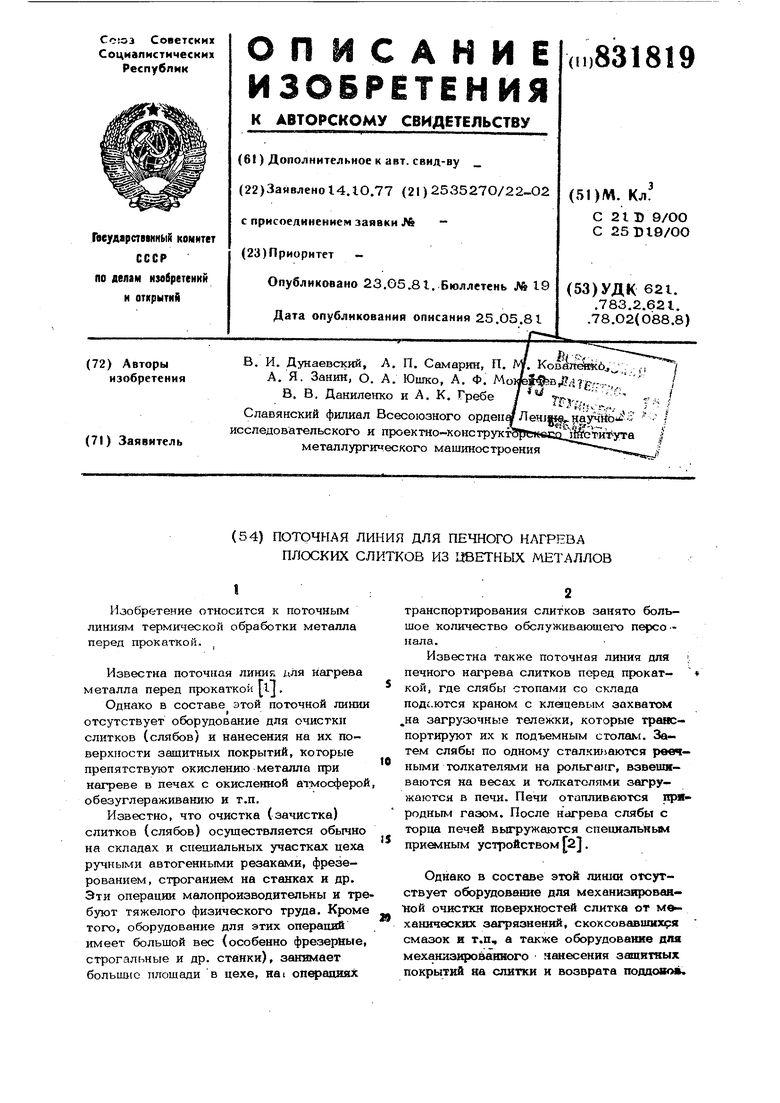
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ РЕЗКИ СЛИТКОВ ТИПА ТЕЛ ВРАЩЕНИЯ НА ЗАГОТОВКИ И ИХ ТРАНСПОРТИРОВКИ | 1996 |
|
RU2108187C1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Поточная линия для очистки и грунтовки изделий | 1980 |
|
SU933390A1 |
| Поточно-механизированная литейная линия | 1977 |
|
SU751497A1 |
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Автоматическая поточная линия для производства керамических изделий | 1975 |
|
SU596450A1 |
| Литейно-прокатный агрегат | 1988 |
|
SU1576227A1 |
| Автоматическая поточная линия для производства отливок | 1977 |
|
SU772716A1 |
| Поточная линия для производства эмалированных труб | 1981 |
|
SU989900A1 |
JLdI
V
А/
Фиг. 2
6-В
CflumoK
Фиг. 5
e-e
.4
