Однако при этом удорожается производство, так как стоимость лазерных установок велика. Кроме того, прн этом способе сохраняется необходимость обрыва и заправки проволоки.
Целью изобретения является повышение точности и снижение трудоемкости нутем исключения дополнительных операций.
Эта цель достигается тем, что в способе, включающем электроэрозионное вырезание по программе наружного контура н координатно расположенных отверстий, при расчете программы подлежаш ие обработке отверстия соединяют носледовательно между собой и с наружным контуром щелями, а при изготовлении вначале вырезают нз листовой заготовки первую часть детали, лежащую но одну сторону от щелей, а затем - вторую часть, лежащую по другую их сторону, после чего обе части состыковывают друг с другом по боковым стенкам щелей и скрепляют части между собой.
Благодаря указанным отличиям обработка происходит за два прохода проволочного электрода не прерывая линии реза, отпадает необходимость в технологнческнх отверстиях, дополнительного оборудования.
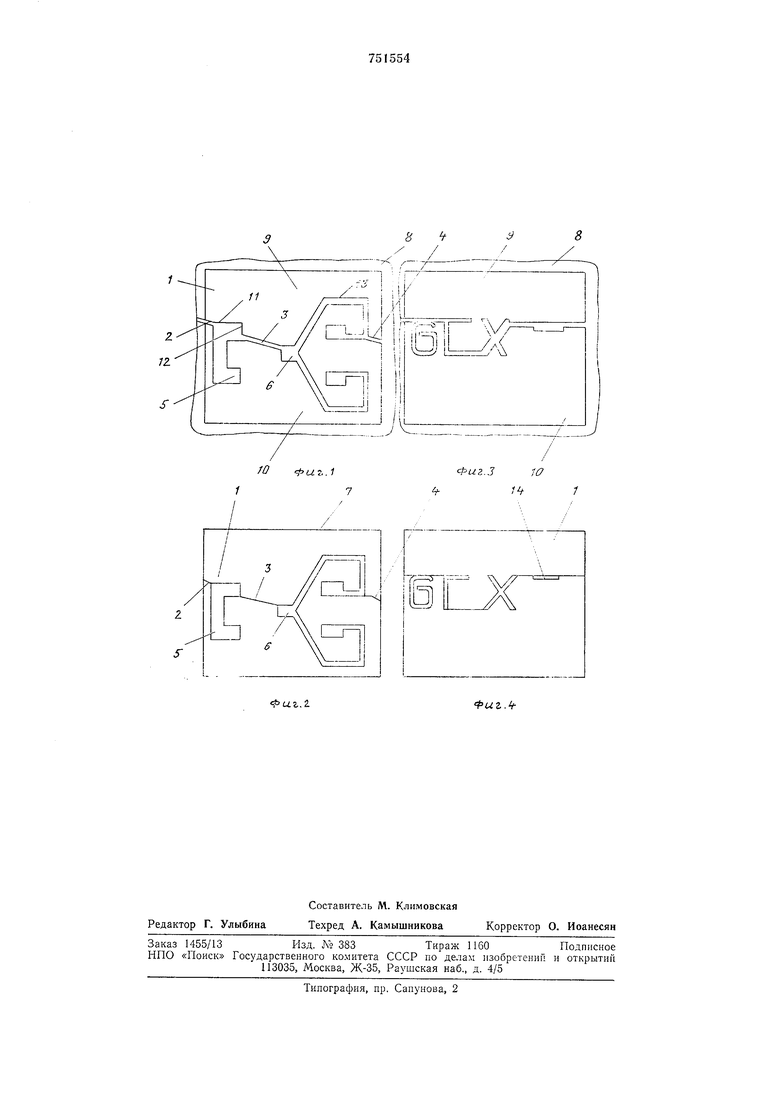
На фиг. 1 представлена матрица вырубного щтампа после вырезки на 2 части; на фиг. 2 - то же, после состыковки обеих частей; на фиг. 3 - электродная пластина для клейм носле вырезкн на 2 частн; на фнг. 4 - то же, после состыковкн обеих частей.
Способ осуществляют следующим образом.
Прн расчете программы на чертел е детали 1 намечают соединительные нараллельные щелн 2, 3, 4 между отверстиями 5, 6 н наружным контуром 7.
Затем устанавливают листовую заготовку 8 на стол электроэрозионного станка. Вначале вырезают первую часть детали 9, лежащую выше соединительных щелей. Прн этом линия реза проходит по следующим участкам: соедпннтельная щель 2 от края заготовки до первого ближайшего отверстия - часть контура первого отверстия - соединительная щель 3 .от первого до второго отверстия - часть контура второго отверстия - соединительная щель 4 от второго отверстия до края наружного контура 7 - верхняя часть наружного контура до встречи с щелью 2. Первая часть детали снимается. Аналогично вырезается вторая часть 10.
Прн расчете нрограммы в размеры отрезков, смежных с технологическими щелями (11, 12 и т. д.), или меняющихся при последующей стыковке (13) вносится поправка, учитывающая шнрнпу щелн и угол се наклона к направлению стыковки разрезанных частей.
После вырезки обе части состыковывают друг с другом по боковым стенкам щелей
Чзк, чтобы края наружного контура совнали. Скрепление частей может быть осуществлено любым нз известных сиособов (установка в бандаж, склеивание и т. д.). Иснользуя при пзготовленнн электродных пластин проволочные электроды, миннмальный диаметр которых равен 0,02- 0,03 мм, можно изготовить практически любые щтампы, клейма (фиг. 3 и 4} и т. д. Кроме того, появляется возможность нзготавливать ще;1и н каналы 14 шириной, меньше дна метр а электрода.
Исследования нового снособа иоказали, что ио сравнению с ирототипом трздоемкость изготовления деталей снижается в
2-3 раза при одновременном повышении точности на 20-30%.
Фор м у л а изобретения
Способ электроэрознонного вырезания
сложнопрофильных деталей из листовой заготовки но программе проволочным электродом, включающий вырезание деталн по наружному контуру н вырезание координаано расположенных отверстий, отличаю щ и и с я тем, что, с целью новышения точности и снижения трудоемкости, при расчете программы, подлежащие обработке отверстия соединяют носледовательно между собой н с наружным щелямн, а при изготовлении вначале вырезают нз заготовки часть деталн, лежащз ю по одну сторону от щелей, а затем - часть, лежащую по другую их сторону, после чего обе частп состыковывают одна с другой по
боковым стенкам щелей и скрепляют между собой.
Источники информации, принятые во внимание при экспертизе
1.Иоффе В. Ф. и др. Опыт применения лазерно-электроискровой технологии в инструментальном производстве. Л.Д.Н.Т.П., Л., 1977.
2.Кушлян Р. Я. Оныт ирименения электроэрозионной обработки ири изготовлении
деталей щтамнов и прессформ. Л.Д.П.Т.П., Л., 1975.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроэрозионного вырезания деталей со сложным профилем | 1984 |
|
SU1212723A1 |
| Способ электроэрозионного изготовления рабочих элементов вырубных штампов | 1988 |
|
SU1563879A2 |
| Способ электроэрозионного изготовления вырубных штампов | 1978 |
|
SU774891A1 |
| Способ электроэрозионного вырезания проволочным электродом-инструментом | 1986 |
|
SU1397208A1 |
| Способ изготовления сложноконтурных отверстий | 1987 |
|
SU1618540A1 |
| Способ электроэрозионного изготовления пуансона вырубного штампа | 1980 |
|
SU933348A1 |
| Способ электроэрозионного изготовления рабочих элементов вырубных штампов | 1982 |
|
SU1060383A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМ ДЛЯ ПОЛУЧЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ НЕКРУГЛЫХ ЗУБЧАТЫХ КОЛЕС | 1995 |
|
RU2093298C1 |
| Способ электроэрозионной обработки непрофилированным электродом-проволокой | 1982 |
|
SU1066770A1 |
| Способ обработки сопрягаемых деталей | 1984 |
|
SU1335392A1 |