Изобретение относится к машиностроению, а именно к электроэрозионным методам обработки, и может быть использовано в инструментальном производстве для изготовления мелкоразмерных штампов часовой и радиоэлектронной промышленности.
Целью изобретения является повышение точности сходимости рабочего контура и упрощение сборки.
После деления контура на секции осуществляют врезание по линии разъема до точки, отстоящей от исходного контура на величину А, далее по нормали к линии разъема на величину В, затем вырезают рабочий контур секции и отводят электрод в обратной последовательности - вначале по нормали и далее по линии разъема, где
А
2tgo/2
В-2
d - ширина реза; а - центральный угол данной секции.
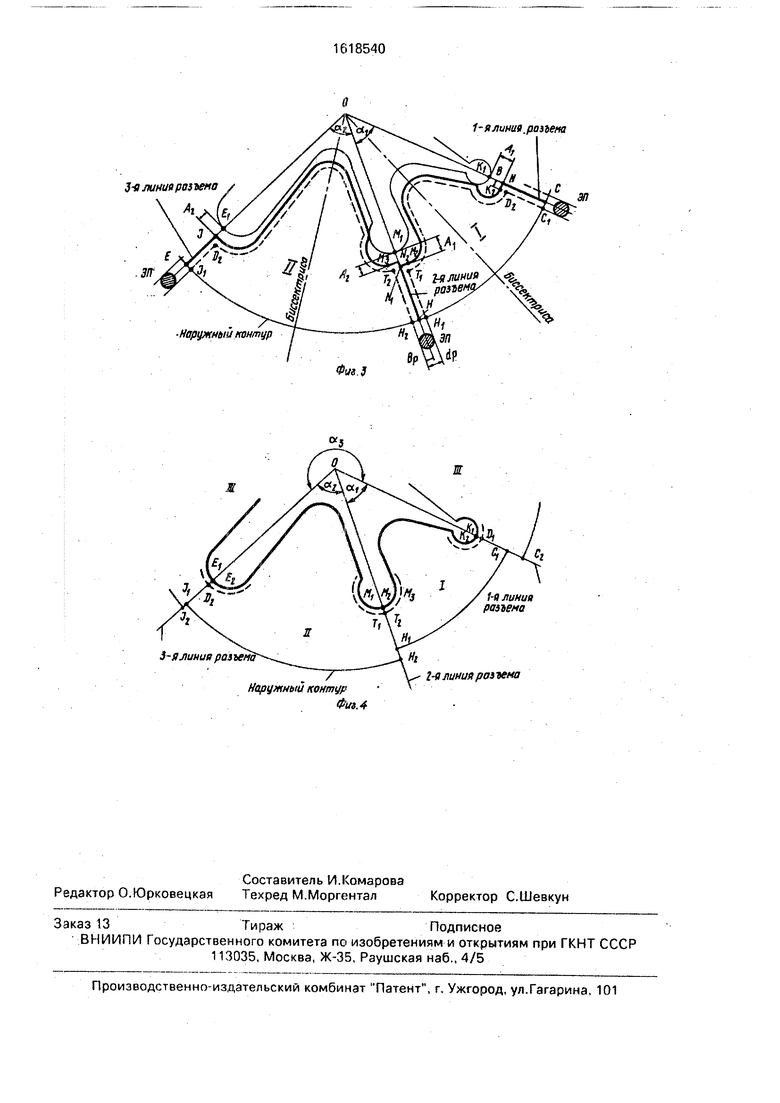
На фиг.1 показан исходный рабочий контур; на фиг.2 - секции I и II контура; на фиг.З - пример выполнения двух секций; на фиг.4 - контур в сборе.
Согласно фиг,1 по контуру должна быть рассчитана управляющая программа (для центра проволоки), чтобы получить заданные размеры рабочего контура матрицы. Пунктиром показана линия контура, который образуется после вырез.ки, обеспечивая требуемые размеры.
При разрезании на секции производится рез по линиям разъемов, вдоль которых образуются пазы. Если эти пазы не компенсировать, то участки исходного контура, прилегающие непосредственно к линиям разъемов, будут уничтожены при резке и требуемый контур будет искажен. Так, на
(
00
ел
4 О
фиг.2 ОС, ОН, ОЕ - линии разъемов.Если при вырезке секций, например, прилегающих к линии ОН, вести рез по линии разъема от точки Н на наружном контуре заготовки до точки Mi наисходном контуре, а далее по исходному контуру, то участки GiG2 и PiP2, равные ширине реза, окажутся уничтоженными при вырезке и при состыковке готовых секций I и II (показаны пунктиром) точка GI совместится с точкой G2. Для компенсации этого искажения с целью получения точной сходимости рабочего контура при состыковке секций -производится смещение секций при вырезке по биссектрисам своих центральных углов на определенную величину, что практически реализуется при определении траектории движения центра электрода-проволоки (ЭП) введением коррекции определенной величины на участках подхода к исходному рабочему контуру и отхода от него при неизменных размерах и конфигурации рабочего контура.
На фиг.З приведен пример выполнения двух секций с центральными углами a и аг,где обозначены линии разъемов, биссектрисы центральных углов секций, сечение ЭП. Точки Ki, Mi и Ei - точки пересечения линий разъемов с исходным рабочим контуром; точки С, Н и Е -точки пересечения линий разъемов с наружным контуром (краем) заготовки. При вырезке секции I движение центра ЭП производится по первой линии разъема от точки С до точки N, отстоящей от точки Ki на величину AI, затем по. нормали N К2 к данной линии разъема (длина нормали -равна В), затем по рабочему контуру от точки К2 до точки Ма, конфигурация и размеры которого полностью идентичны исходному рабочему контуру, затем по нормали M2Ni к2-й линии разъема (длина нормали равна 8) и затем по 2-й линии разъема от точки NI до точки Н. При этом точка MI оказывается отстоящей отточки Mi noi линии разъема также на величину AI.
Al ;
B-f
2tgai/2
где d - ширина реза с требуемым припуском на последующую доводку;
а 1 - центральный угол секции I.
В результате вырезанная секция I - это пунктирный контур CiDiTiHiCi.
При вырезке секции II движение центра ЭП производится по 2-й линии разъема от точки Н до точки N2, отстоящей от точки Mi на величину А2, затем по нормали №Мз к данной линии разъема (длина нормали равна В), затем по рабочему контуру от точки Мз до точки Е2, конфигурация и размеры которого полностью идентичны исходному
рабочему контуру, затем по нормали EaJ к линии разъема (длина нормали равна В) и затем по 3-й линии разъема от точки J до точки Е, При этом точка J оказывается отсто- ящей от точки Ei rio линии разъема также на величину А2.
где d-та же ширина реза;
а,2 центральный угол секции II. В результате вырезанная секция II - это пунктирный контур H2T2DzJiH2.
В общем случае
2tg«i/2
где а - центральный угол i-й секции. При состыковке вырезанных секций линии HiTi и Н2Т2- соединяются в одну по линии разъема ОН. Точки Ti и Т2 соединяются в одну. Линии CiDi и JD2 оказываются соответственно на линиях разъемов ОС и ОЕ. В результате рабочий контур сходится
без искажений в точках на линии разъемов, а по наружному краю заготовки образуются ступеньки, которые не влияют на работу штампа (фиг.4).
На фиг.4 показаны секции после сборки, где сплошной линией обозначен исходный контур. Здесь размеры AI, A2 и Аз перешли в определенной комбинации попарно (либо сумма, либо разность в зависимости от величины углов ai)
соответственно в участки CiC2, H iH2 и JiJ2. Формула изобретения Способ изготовления сложноконтурных отверстий, согласно которому контур делят на части, затем осуществляют электроэрозионное вырезание отдельных секций и их сборку, отличаю щийс я тем, что, с целью повышения точности сходимости рабочего контура и упрощения сборки, подход проволочного электрода-инструмента к рабочему
контуру каждой секции осуществляют по линии разъема до точки, отстоящей от точки пересечения этой линии с исходным рабочим контуром на величину А, далее по нормали к линии разъема да величину В, затем вырезают рабочий контур секции, после чего отводят электрод от рабочего контура в обратной последовательности - вначале по нормали к линии разъема и далее по линии
разъема, где
А
В
2tg а/2 2
d - ширина реза; а - центральный угол соответствующей секции.
Наружный контур

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроэрозионной обработки деталей штампово-прессовой оснастки | 1985 |
|
SU1310137A1 |
| Способ электроэрозионной обработки непрофилированным электродом-проволокой | 1982 |
|
SU1066770A1 |
| Способ электроэрозионного вырезания сложнопрофильных деталей | 1978 |
|
SU751554A1 |
| Способ изготовления деталей | 1991 |
|
SU1798068A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМ ДЛЯ ПОЛУЧЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ НЕКРУГЛЫХ ЗУБЧАТЫХ КОЛЕС | 1995 |
|
RU2093298C1 |
| Способ электроэрозионного изготовления пуансона вырубного штампа | 1981 |
|
SU1077740A1 |
| Способ электрохимической обработки кольцевым электродом-инструментом | 1991 |
|
SU1773613A1 |
| Способ одновременной электроэрозионной обработки взаимно сопрягаемых деталей | 1991 |
|
SU1780951A1 |
| Способ получения плоских изделий из полой цилиндрической заготовки | 1989 |
|
SU1696034A1 |
| СПОСОБ ЛАЗЕРНОЙ РЕЗКИ ДЕТАЛЕЙ ИЗ ТОНКИХ ЛИСТОВ | 2002 |
|
RU2225782C1 |

Изобретение относится к машиностроению, конкретно к электроэрозионным методам обработки, и может быть использовано в инструментальном производстве для изготовления мелкоразмерных штампов часовой и радиоэлектронной промышленности. Цель - повышение точности сходимости рабочего контура и упрощение сборки. Слож- ноконтурное отверстие делят на секции. Электродом-проволокой врезаются по линии разъема. При этом до рабочего контура секции электрод не доводят на расчетную величину А. Затем вырезают рабочий контур. Участки, прилегающие к линиям разъема, ограничивающим данную секцию, формируют перемещением электрода по нормали куказанным линиям на величину В. При этом А d/2tg а / 2, В d/2, где d - ширина реза; а- центральный угол данной секции. Последовательно вырезают все секции. Затем осуществляют сборку. 4 ил. ел
Фм.1
Наружный контур
dp
Фиг.г
3-я линии разъема
Наружный контур
Фиг.З
3-ямнив разъе/ю
7
Наружным контур
Фи. 4
1-я линия, разъема
Ж
2-я линии разъема
| Способ электроэрозионного вырезания деталей со сложным профилем | 1984 |
|
SU1212723A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
