Изобретение.относится к электрофи- зикохимическим методам формообразования, а именно к изготовлению сопрягаемых деталей на вырезных станках с фотокопировальной системой управления ,
Целью изобретения является повышение точности изготовления беззазорно сопрягаемых деталей.
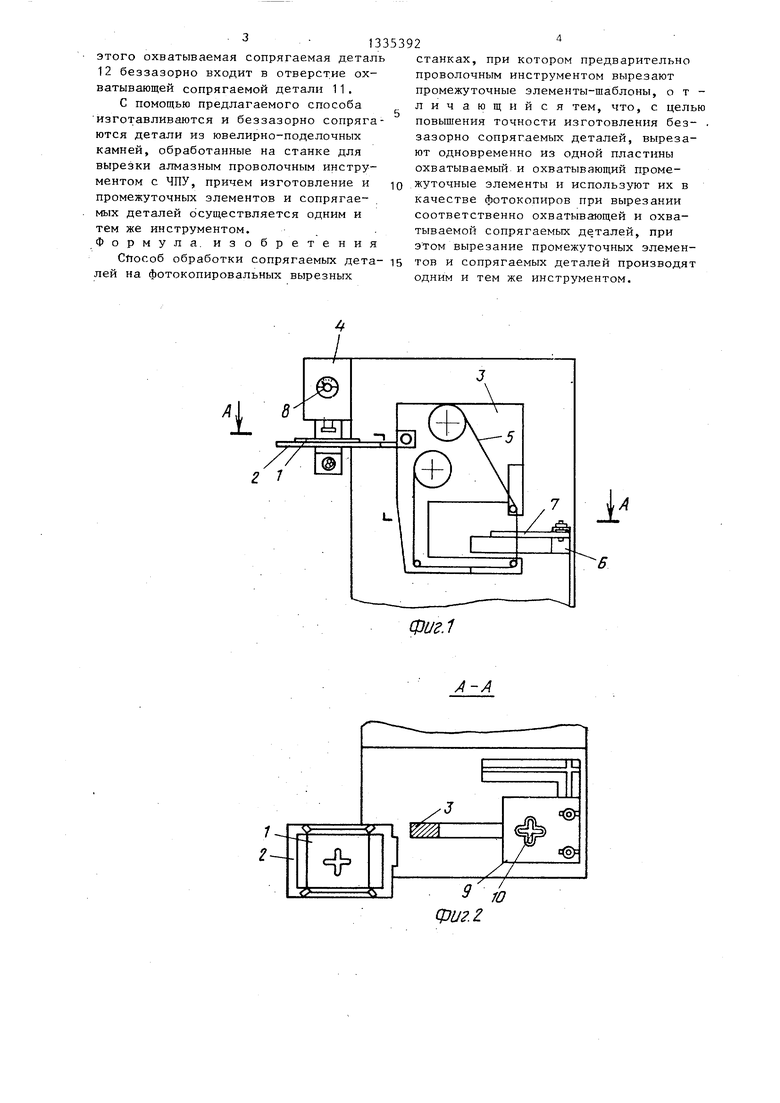
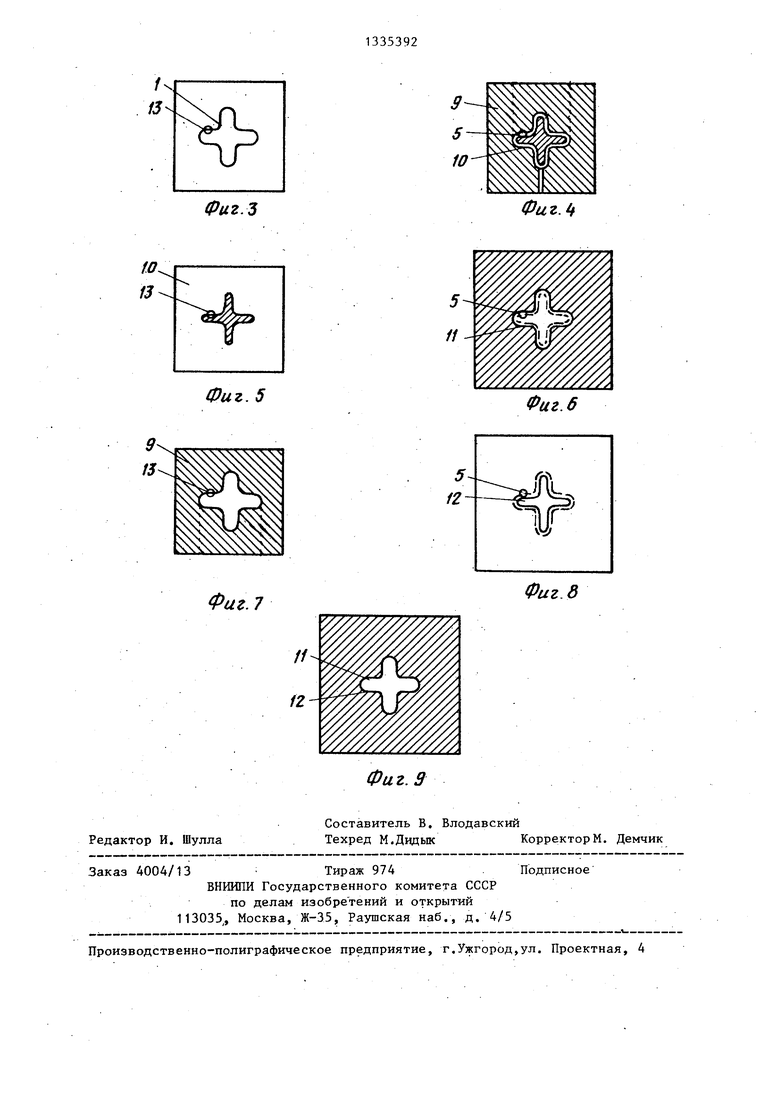
На фиг. 1 представлено расположение элементов установки для реализации предлагаемого способа; на фиг.2 - сечение А-А на фиг. 1; на фиг. 3 - предварительно изготовленный фотокопир, по форме и размерам совпадающий с контуром сопрягаем1 гх деталей; на фиг. 4- промежуточные элементы; на фиг. 5 - охватываемый промежуточный элемент; на фиг. 6 - охватывающая сопрягаемая деталь; на фиг. 7 - охватывающий промежуточный элемент; на фи1 . 8 - охватываемая сопрягаемая деталь; на фиг. 9 - беззазорное соединение сопрягаемых деталей.
Установка для реализации ггредла- гаемого способа содержит исходный фотокопир 1, предметный стол 2 фотокопировального устройства, скобу 3 электроэрозионного вырезного станка, фотоголовку 4, проволочный инструмент 5, стол 6 станка, заготовку 7, фотодиод 8, охватываю(ций промажуточ- ньш элемент 9, охватываемый промежуточньй элемент 10, охватывающую соп- ос при вырезке промежуточных элементов,
рягаемую деталь 11, охватываемую сопрягаемую деталь 12, оптическую ось 13 системы фотокопрфования.
Способ осуществляется следующим образом.
Изготовляют изделие, представляющее собой беззазорные Сопрягаемые охватываемую и охватывающую детали крестообразной формы. Материал охватываемой сопрягаемой детали - мельхиор толщиной 2 мм, материал охватывающей сопрягаемой детали - латунь толщиной 2 мм. Габариты охватываемой сопрягаемой детали 15x15 мм, ширина луча 3 мм.
Предварительно изготавливают фотокопир крестообразной формы заданного размера (фиг. 3), Исходный фотокопир закрепляют на предметном столе 2 фотокопировального устройства, установ- -с ленного на скобе 3 электроэрозионного вырезного станка. Фотоголовка 4 располагается на станине. На скобе перематывают.проволочный инструмент
Производят врезание инструмента на глубину 1 мм.
После этого смещают стеклянную пластину до совмещения центра фото40 диода 8 с границей свет - тень охватываемого сопрягаемого элемента 10 и производят вырезание отверстия в охватывающей сопрягаемой детали 11.Габариты отверстия в охватывающей соп45 рягаемой детали 11 больше габаритов охватываемого промежуточного элемента на половину диаметра инструмента, т.е. совпадают с габаритами контура на фотокопире 1.
Диаметр проволочного инструмента и режим обработки мельхиора выбирают в соответствии с технологическими ре комендациями таким образом, чтобы га бариты охватываемой сопрягаемой дета ли получались меньще габаритов отвер стия охватывающего промежуточного элемента 9 на половину диаметра инструмента, используемого для вырезания промежуточных элементов. После
50
5, на столе 6 станка закрепляют латунную заготовку 7 толщиной 1 мм, из которой получают охватываемый и охватывающий промежуточные элементы, и производят врезание инструмента на глубину 3-4 мм.
После этого смещают фотокопир 1 относительно фотоголовки 4 до совмещения оптической оси 13 с границей свет - тень контура крестообразной формы на фотокопир.е 1, закрепляют в этом положении и производят вырезание охватывающего и охватываемого
элементов 9 и 10. Совмещение оптической оси 13 контролируют по положению центра фотодиода 8, диаметр которого должен располагаться по границе свет тень контура на фотокопире 1. Габариты охватываемого промежуточного элемента меньше габаритов исходного фотокопира на половину диаметра проволочного инструмента, а габариты охватывающего промежуточного элемента
на половину диаметра больше. Охватываемый промежуто чный элемент наклеивают на стекля нную пластину толщиной 1 мм и устанавливают на предметном столе 2 фотокопировального
устройства.
На столе 6 закрепляют латунную пластину, в которой заранее сделано отверстие для заведения проволочного инструмента того же диаметра, что и
с
Производят врезание инструмента на глубину 1 мм.
После этого смещают стеклянную пластину до совмещения центра фото0 диода 8 с границей свет - тень охватываемого сопрягаемого элемента 10 и производят вырезание отверстия в охватывающей сопрягаемой детали 11.Габариты отверстия в охватывающей соп5 рягаемой детали 11 больше габаритов охватываемого промежуточного элемента на половину диаметра инструмента, т.е. совпадают с габаритами контура на фотокопире 1.
Диаметр проволочного инструмента и режим обработки мельхиора выбирают в соответствии с технологическими рекомендациями таким образом, чтобы габариты охватываемой сопрягаемой детали получались меньще габаритов отверстия охватывающего промежуточного элемента 9 на половину диаметра инструмента, используемого для вырезания промежуточных элементов. После
0
этого охватываемая сопрягаемая деталь 12 беззазорно входит в отверстие охватывающей сопрягаемой детали 11.
С помощью предлагаемого способа изготавливаются и беззазорно сопрягаются детали из ювелирно-поделочных камней, обработанные на станке для вырезки алмазным проволочным инструментом с ЧПУ, причем изготовление и промежуточных элементов и сопрягаемых деталей осуществляется одним и тем же инструментом. Формула, изобретения
Сйособ обработки сопрягаемых дета- 15 тов и сопрягаемых деталей производят лей на фотокопировальных вырезных одним и тем же инструментом.
станках, при котором предварительно проволочным инструментом вырезают промежуточные элементы-шаблоны, отличающийся тем, что, с цель повьшения точности изготовления без- зазорно сопрягаемых деталей, вырезают одновременно из одной пластины охватываемый и охватывающий промежуточные элементы и используют их в качестве фотокопиров при вырезании соответственно охватывающей и охватываемой сопрягаемых деталей, при этом вырезание промежуточных элемен
| название | год | авторы | номер документа |
|---|---|---|---|
| Фотокопировальное устройство к электроэрозионному станку | 1976 |
|
SU565799A1 |
| Способ электроэрозионного изготовления рабочих элементов вырубных штампов | 1988 |
|
SU1563879A2 |
| Фотокопировальное следящее устройство | 1981 |
|
SU975298A2 |
| Электроэрозионный станок | 1986 |
|
SU1386394A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ЗАКРЫТОГО ВЕНЦА ЦЕЛЬНОГО БЛОКА ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2403132C1 |
| Электроэрозионный станок | 1980 |
|
SU948598A1 |
| Способ одновременной электроэрозионной обработки взаимно сопрягаемых деталей | 1991 |
|
SU1780951A1 |
| Фотокопировальное следящее устройство | 1979 |
|
SU772784A1 |
| Способ электроэрозионного изготовления рабочих элементов вырубных штампов | 1982 |
|
SU1060383A1 |
| Способ электроэрозионного изготовления вырубных штампов | 1978 |
|
SU774891A1 |
Изобретение относится к электрофизическим способам формообразования, Цель изобретения - повышение точности изготовления беззазорно сопрягаемых деталей металлических вставок и металлических пластин с отверстием под вставку, а также неметаллических вставок и неметаллических пластин. Цель достигается за счет того, что сопрягаемые элементы изготавливают с использованием проволочного инстру-- мента на фотокопировальном станке. Перемещение инструмента по контуру производят с помощью фотокопирования и вырезают одновременно промежуточный шаблон охватываемой детали с размерами меньше заданных на величину диаметра инструмента и промежуточный шаблон охватывающей детали с размерами больше заданных на величину диаметра инструмента, а для вырезания сопрягаемых деталей используют инструмент того же диаметра. 9 ил. i сл
Фиг.1
JU
1
3 Ю ФШ.2.
7JФиг.Ъ
Фиг. It
Фиг. 5
Фиг. б
/Х
Ли
3)
vSf
Фиг. 7
Фиг. д
Редактор И. Шулла
Составитель В. Влодавский
Техред М.Дидык КорректорМ. Демчик
Заказ 4004/13 Тираж 974Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035,, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г,Ужгород,ул. Проектная, 4
Фиг. 9
| Способ электроэрозионного изготовления рабочих элементов вырубных штампов | 1982 |
|
SU1060383A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
