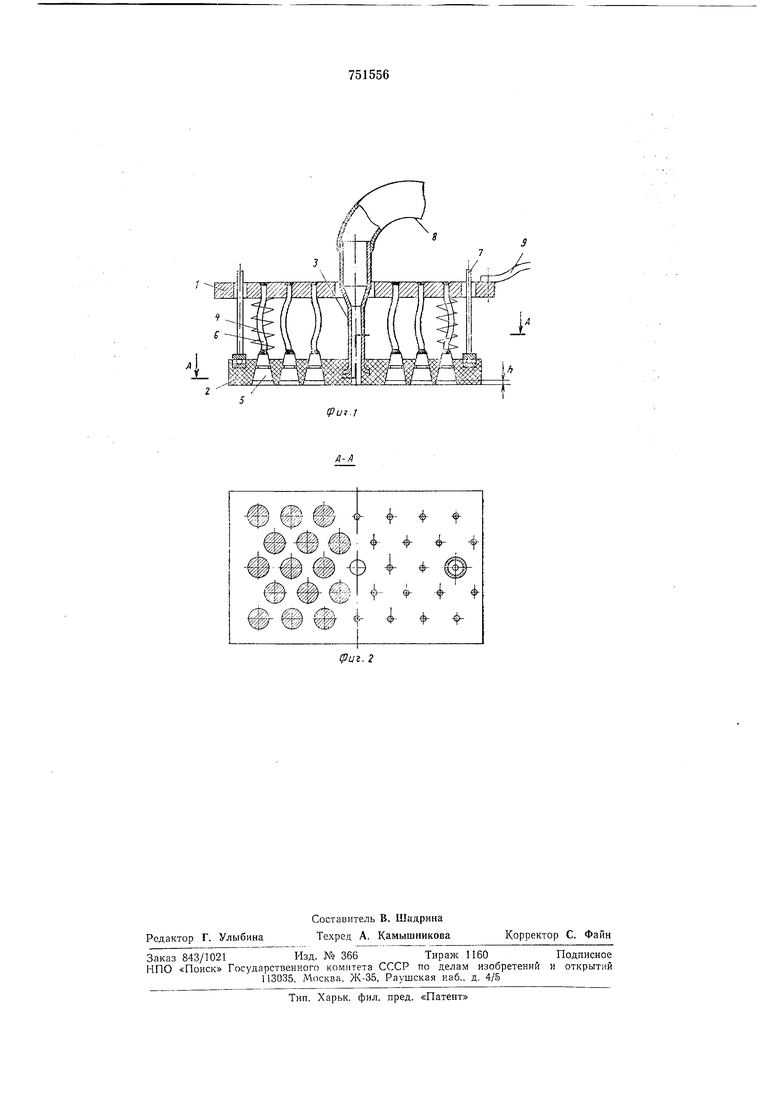
На фиг. 1 изображен пибкий электродинструмент для электрохимической обработки; на фиг. 2 - (разрез по А-А фиг. 1.
Электрод .содержит металлическую / я диэлектрическую 2 иластины, средство для подачи электролита (сопло 3). Пластины 1 и 2 подпружинены относительно друг друга пружина1ми 4. При этом 1металл|Ическая пластина выполнена жесткой, а диэлектрическая гибкой (из |резины иди другого эластичного материала). Гибкая диэлектрическая пластина 2 снабжена токопроводящиМ.И элемеитами 5 (из латуни или «ержавеющей етали), попруженными в ее массу. Эти элементы связаны при помющи гибких проводников 6 с металлической пластиной 1. При этом .крепление проводников к металлической плаетине и токоподводящим элемента М может быть осуществлено при помощи пайки, как показано ;на фиг. 1, или другим способом, иапример с помощьювинтов. Токоироводящие элементы 5 для повышения гибкости электрода-инструмента выполеены в виде геометрических тел с убывающей по высоте площадью поперечiHoro сечения, например в в(иде усечен ных яонусов, расположенных большими основаниями в .наира.влении ра-бочей .поверхности пибкой пластины. Эти элементы могут быть выполнены и в виде других фигур, например в виде четырех-, шести- и восьмиграпйых дирам.ид 1И т. п. На бо.ко,вой поверхности они -могут иметь выточки, пред|наз.начен,ные для лучшего закрепления в пибкой массе пластины (фиг. 1).
То«опроводящ;ие элементы 5 во избежание непосредственного контакпирования с обрабатываемой .поверхностью, изготовляемой злектрохим1ическ1им .методом детали, погружены в массе либкой диэлектричеОКОЙ пластины по отношении к ее рабочей поверхности -на глубину Л. В отдельных случаях осно.вания токопроводящих эле.ментов могут быть также выполнены и заподлицо с рабочей по.верхностью гибкой диэлектрической .пласпины. Величина размера h .находится в пределах от 0,1 до 0,3 мм.
Токопроводящие элементы 5 расположе(ны .по площади иластияы в шахматном норядке с таким расчетом, чтобы .расстояния между ними были выбраны минимальные, но при этом достаточные для необходимой прочности н гибкости пластины в зав.иаимости от конкретных условий обработки.
Для 1созда.ния необходимой жесткости и работоспособности гибкого электрода-ин.струмента в ко.нструкции предусмотрено два или более напра.вляю;щих штифта 7, один конец которых закреплен .на гибкой диэлектрической пласт И1не 2, а другой находится в направляющих м.еталлической пластины /. Такая связь двух .пластин между собой дает возмож.но.сть свободного перемещения по высоте гибкой диэлектр.ической
пластины отноаительно металлической, что необходимо при обработке фасонных поверхностей. Для подачи электролита в .сопло 3 предназначен шланг 8. Сопло 3 представляет собой отрезок трубы, конец которой может быть круглой формы, л.ибо расплющен (т. е. в виде щели). На фиг. 1 показан электрод-ииструм.ент с одним соплом. Такие инструменты могут быть ;использо.ваны в небольших устройствах. В электродахинструментах, достигающих больших размеров, например с илощадью рабочей поверхности до 0,25 м и более, может быть применено большое количество сопел, расположенных в средней части инструмента в один ряд л.ибо в другом п.орядке. В процессе эксплуатации эл.ектрический ток подводят к электроду-инструменту через металличеСКую пластину / с помощью провода 9. С этой .пластины ток поступает на .гибкие пр.0:водиики 6, рассчитанные на 25-60 А каж.дый ;И далее к токопроводящим элементам 5.
Работает электрод-инструм.ент .следующ ИМ образом.
На стол станка, имеющего возвратнопоступательное перемещение и п.о.переч.ную подачу, устанавливается обрабатываемая деталь. На деталь устанавливают электрод-инструмент и крепят его за металлическую пластину к шпинделю станка. Подключают обрабатываемую деталь к положительному полюсу источника тока, а электрод- инструмент - .к отри.цатель1ному. Шланг подключают к насосу, подающему электролит в межэлектродный зазор. При установлении требуемого давления электролит, пр.отекая между по.верхностью гибкой диэлектрической пла.ст.И1Ны и .обрабаты.ваемой поверхностью приподнимает последнюю на велич.ину рабочего межэлектродного зазора и при включении возвратно-постунательаюго перемещения стола .станка и напряжения тока начинается процесс обработки поверхности детали.
Обраоотку заготовки (например, лопасти .гидротурбины) ведут .до м.омента требуем.о.го сглаживания первоначальных .неровностей (например, оставшихся после предварительного формообразования фигуры детали м.етодо)м .фрезерования). В случае необходимости электрод-.инструмент можно также .медленно вращать.
В лабораторных условиях был испытан электрод-инструмент с рабочей поверхностью 300 см (300-100 мм), токопроводящие элементы были сделаны из латуни в в.иде цельных цилиндров диаметром 10 мм, торцовая по.верхность которых являла.сь рабочей по.верхностью электрода-инструмента. В качестве гибкой пластины использована была резина толщиной 10 мм. Токопроводящие элементы были погружены отнооительно рабочей поверхности пластины на 0,2-0,3 мм. Элементы располагалмсь в шахматном порядке на расстоянии друг от друга 13 мм.
Были обработаны образцы заготовок лоластей из стали ООХ12НЗД с первоначальной шероховатостью В)не класса и общей макроволнистостыо поверхности до 2 мм.
При этом оптимальным режимом обработки для сглаживания первоначальных неровностей поверхности образца до шероховатости RZ., 20 и волнистости в пределах 0.5 мм был следующий:
Напряжение тока, В 16-18. Плотность тока, А .
Скорость протока электролита, м/сек 1-3. Электролит 25-30% NaOs. В-ел,ич«на зазора, мм 0,,4. Общий ток достигал, А до 400. Скорость возвратно-поступательного перемещения детали, мм/с 50. Поперечная подача -Стола с деталью,
мм/на 1 дв. ход. 5.
Время сглаживания либким электродоминструм-ештом поверхност1и лопасти площадью 1 при .использовании источника тока на 25 000 А составит 8 час. Это в 2-3 раза производительнее шлифоваиия лопастей пе рефирией твердого абразивного круга, применяемого в настоящий момент «а заводах энергомашиностроения и судостроения.
Формула изобретения
;
Гибкий электрод-инструмент для электрохимической обработки, содержащий металлическую и диэлектрическую гибкую пластины, последняя снабжена токопроводящими элементами, отличающийся тем, что, с целью расширения технологических возможностей, токопроводящие элементы гибкой пластины выполнены в виде геометрических тел с убывающей по высоте площадью поперечного сечения.
I
Источник информации, принятый во внимание при экспертизе:
1. Авторское .свидетельство СССР №304104, кл. В 23 Р 1/12, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент и способ комбинированной анодно-механической чистовой обработки теплозащитных многокомпонентных покрытий | 2022 |
|
RU2796389C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ ПОД УПРУГИМ ДИЭЛЕКТРИЧЕСКИМ ПОКРЫТИЕМ И СПОСОБ С ЕГО ПРИМЕНЕНИЕМ | 2012 |
|
RU2542216C2 |
| РУЧНОЙ ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ | 2006 |
|
RU2342472C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ | 1999 |
|
RU2157301C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1999 |
|
RU2157744C2 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ С ДИЭЛЕКТРИЧЕСКИМИ ПОКРЫТИЯМИ | 2013 |
|
RU2522975C1 |
| Способ обработки стальных изделий, содержащих удлиненные и искривленные полости | 2020 |
|
RU2757449C1 |
| Электрод-инструмент для электрической обработки отверстий малого диаметра и способ его изготовления | 1990 |
|
SU1710240A1 |
| Способ электрохимического прошивания отверстий | 1985 |
|
SU1252088A1 |
| Способ электрохимической абразивной обработки детали шлифовальным кругом на токопроводящей связке | 2024 |
|
RU2822156C1 |
w, т,
W
о I
